
Как осуществляют оконцевание и соединение жил медных и алюминиевых проводов методом опрессовки
Обновлено: 04.07.2024
В каждом электрическом щитке имеется не менее десятка соединений проводов. Перед их подключением необходимо выполнить оконцевание кабеля. Данная мера обязательна для надежной работы электроустановки.
Что такое оконцевание
Оконцевание проводов — это один из максимально простых и надежных способов подключения проводов к клеммным колодкам, автоматическим выключателям и прочему электротехническому оборудованию. Данный тип соединения распространен в бытовых и промышленных сетях. Это обусловлено преимуществами, которых позволяет добиться оконцевание:
Главное преимущество оконцевания жил кабелей — это низкое переходное сопротивление полученного контакта. Если его не использовать, то провод не сможет должным образом прижаться винтом к шине клеммника. Это приведет к слишком высокому сопротивлению контакта. Плохое соединение начнет греться или вовсе отгорит.
Оконцевание производится с помощью наконечников. Внешне они напоминают медные или алюминиевые колпачки. С одной стороны в них вставляется заранее зачищенный от изоляции провод, а с другой имеется отверстие для крепления под винт. Наконечник служит в качестве надежного переходника между кабелем и устройством, к которому он подключается.

Для чего нужна оконцовка
Опасность кроется в чрезмерном перегреве места соединения. Без оконцевания контакт получится ненадежным. Такое соединение начнет нагреваться и покрываться слоем окисла. Образовавшийся оксид еще сильнее повысит переходное сопротивление. В точке соединения начнет выделяться все большое количество теплоты. Процесс подобен наращиванию снежного кома. Но итог один — соединение отгорит.
И хорошо, если проводник просто отвалится с положенного места и на этом все закончится. В некоторых случаях изоляция кабеля может воспламениться от перегрева и привести к пожару. А отвалившийся провод способен коснуться заземленного корпуса установки или электрощита и спровоцировать короткое замыкание.
Как оконцевать провод без наконечника
Применение наконечников — это удобный способ оконцовки провода. Однако они не всегда есть под рукой. В таком случае оконцовка кабеля производится без наконечников. Зачищенную от изоляции и грязи токоведущую жилу вручную сгибают в форме кольца (ушка) под болт. Для формовки соединения следует применять длинногубцы с округлой внешней стороной. Полученное соединение менее надежно, чем наконечник заводского исполнения.
Если провод медный, то ушко под болт можно залудить припоем. Загибать кольцо необходимо по направлению закручивания винта, чтобы в процессе затяжки ушко закручивалось вокруг болта, а не наоборот.

Дополнительная информация. Современный алюминиевый провод не отличается пластичностью. Его жилы более хрупкие, чем у медного кабеля. Это следует помнить при оконцевании и формовке соединительных колец. Алюминиевый провод нужно гнуть минимальное количество раз.
Распространенные виды наконечников
В электромонтажной практике встречаются десятки видов соединителей. Такое разнообразие обусловлено широким списком используемых проводов. Под каждый тип кабеля подбирается свой наконечник. Он должен соответствовать по материалу и сечению токоведущей жилы.
Важно. Для оконцевания алюминиевых проводов следует использовать переходники из такого же материала. Это правило распространяется и на медные жилы. Прямое соединение меди с алюминием недопустимо.
Медные наконечники ТМ
Производятся из цельнотянутой трубки. На это указывает буква — Т. Трубка сделана из меди — М. Полная маркировка выглядит следующим образом ТМ 35-10-9. Здесь:
Медные с лужением ТМЛ

Защитный слой препятствует окислению медного наконечника. Поэтому его допустимо применять в более влажных помещениях. За счет повышенной надежности ТМЛ пригоден для подключения ответственных потребителей электроэнергии.
Медные луженые с контрольным окном ТМЛ (о)
Перед установкой токоведущей жилы в наконечник с нее снимается защитный слой изоляции. При этом имеется пара тонкостей:
- Зачищенная жила должна полностью войти в трубку и упереться в ее окончание. В полости наконечника не должно остаться пустоты.
- Кабель должен зачищаться на минимальную длину. Чтобы у хвостовика наконечника не осталось оголенного участка провода без изоляции.
Алюминиевые наконечники ТА
ТА отличаются продолжительным сроком службы. Алюминий обладает повышенной устойчивостью к влаге из воздуха и практически не разрушается от нее. Такой материал в несколько раз дешевле меди, поэтому подчас люди выбирают именно алюминиевые крепежи.

ТА выпускаются для проводов сечением от 16 кв. мм и выше. А также они требуют использования кварц-вазелиновой смазки для дополнительной защиты поверхности.
Медно-алюминиевые ТАМ
В строении этих соединителей применяются два металла: медь и алюминий. Они соединяются между собой посредством фрикционной диффузии. Один металл проникает в другой на молекулярном уровне. Поэтому удается избежать высокого переходного сопротивления.

ТАМ обладают уникальным свойством. Они используются для соединения жил из алюминия с медными шинами распределительных устройств. В остальном они ничем не отличаются от других трубчатых модификаций. Для их подключения используется винт, а обжатие производится при помощи пресса.
Прочие типы наконечников
Перечисленных типов крепежей недостаточно для выполнения всех электротехнических задач. Поэтому на практике часто встречаются и другие типы наконечников:
- ПМ — кабельные наконечники под пайку. Их изготавливают из листовой меди марки М1. Помимо пайки данный тип наконечника пригоден и для опрессовки. Выпускаются для кабелей сечением от 2,5 до 240 кв. мм.
- НШП — штифтовой плоский. Используется для подключения медных кабелей. Выполнен из меди. Основное назначение — подключение проводки к автоматическим выключателям. Внутри имеет кольцевые насечки для улучшения контакта с токоведущей жилой.
- НШВ — штыревой втулочный. Распространены в современном оборудовании. Выполнены из электротехнической меди с защитным покрытием. Используются для подключения многожильных медных проводов сечением от 0,25 до 150 кв. мм.
- НШВИ — штыревой втулочный изолированный. Оснащены дополнительной изолирующей юбкой из пластика.
Инструменты для оконцевания
Для надежного обжатия трубки под кабель придется воспользоваться специальным инструментом. В зависимости от сечения кабеля он подразделяется на две категории:
- пресс-клещи — для наконечников до 10 кв. мм;
- гидравлический пресс — от 16 кв. мм и выше.
Оконцеватель проводов обеспечивают равномерный обжим трубки минимум с четырех сторон. Такой метод позволяет добиться наилучшего контакта. В комплекте с гидравлическим прессом предусмотрены насадки для сжима. Их следует выбирать в зависимости от сечения обжимаемого наконечника.

Важно! После опрессовки наконечника его следует защитить от влаги из воздуха. На участок, в который вставляется провод, наматывается несколько слоев изоляционной ПВХ ленты. Еще удобнее использовать термоусаживаемую трубку. Ее цвет подбирается в соответствии с назначением провода. Фаза A — желтый, B — зеленый, C — красный.
Пайка наконечников
Некоторые наконечники подразумевают крепеж с помощью пайки. Как правило, эти модели выпускаются в луженом исполнении. Если наконечник рассчитан на малое сечение до 10 кв. мм, то его получится припаять при помощи обычного паяльника. Если же трубка большая, то следует воспользоваться газовой горелкой. При этом сам проводник предварительно зачищается и залуживается оловянно-свинцовым припоем. Метод подходит только для медных наконечников и кабелей. По качеству такое соединение уступает разве что сварке.
Надежное подключение кабеля требует оконцевания его жил. Для проводов большого сечения следует применять наконечники. Тонкие можно оконцевать и без них. Для этого достаточно сделать аккуратное кольцо с помощью длинногубцев или пассатижей.
Наконечник подбирается с учетом материала и сечения токоведущей жилы. Для качественного оконцевания желательно использовать специальный пресс или монтажные клещи. При их отсутствии или малом объеме работ допустимо прибегнуть к пайке наконечника.
Подтема, ОПРЕССОВКА АЛЮМИНИЕВЫХ И МЕДНЫХ ЖИЛ УСТАНОВОЧНЫХ ПРОВОДОВ И КАБЕЛЕЙ
Краткая характеристика подтемы и рекомендации по ее изучению
Соединение, ответвление и оконцевание медных и алюминиевых жил опрессовкой широко распространено в электромонтажной практике. Опрессовка может выполняться способами местного вдавливания, сплошного и комбинированного обжатия. При опрессовке жила провода или кабеля вводится в трубчатую часть наконечника или специальную гильзу и сжимается с помощью матрицы и пуансона. Контактное давление, создаваемое при этом между гильзой и жилой, обеспечивает надежное электрическое соединение.
При опрессовке способом местного вдавливания зубьями пуансона в одном или нескольких местах создается большое давление в одном месте и наилучший электрический контакт (рис. 9,а).
При опрессовке сплошным обжатием большое давление, а следовательно, и хороший электрический контакт создаются на всем протяжении обжатия (рис. 9,6).
Комбинированное обжатие (рис. 9, в) позволяет улучшить электрический контакт между жилой и трубчатой частью наконечника или гильзы благодаря тому, что в условиях сплошного обжатия создается дополнительно большое давление в месте вдавливания зуба пуансона.
Надежность контактного соединения во всех случаях достаточно высока, если правильно определена область применения, точно выбраны наконечник или гильза, рабочие инструменты, тщательно подготовлены поверхности и правильно произведена опрессовка.
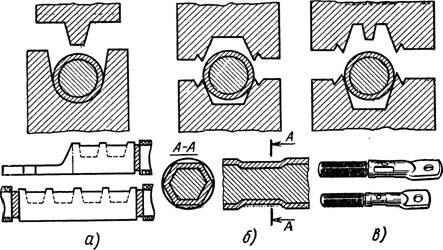
Рис. 9. Способы опрессовки:
а — местным вдавливанием, б, в — сплошным и комбинированным обжатием
Строительные нормы и правила указывают, что для оконцевания алюминиевых жил (сечением от 16 до 240 мм 2 ) проводов напряжением до 2 кВ и кабелей до 35 кВ следует применять трубчатые наконечники, для жил сечением 2,5 мм 2 проводов напряжением до 2 кВ и кабелей до 1 кВ — кольцевые наконечники (пистоны).
Для соединения алюминиевых жил (сечением от 16 до 240 мм 2 ) проводов напряжением до 2 кВ и кабелей до 1 кВ рекомендуются гильзы по ГОСТ 9691-68, а для соединения и ответвления жил сечением 10 мм2 —гильзы ГАО, для соединения медных жил (сечением от 16 до 240 мм 2 ) проводов напряжением до 2 кВ ц кабелей до 1 кВ — гильзы по ГОСТ 7388—70.
Для оконцевания медных жил (сечением от 0,75 до 240 мм 2 ) проводов напряжением до 2 кВ кабелей до 35 кВ надо использовать наконечники по ГОСТ 7386—70, а многопроволочных жил (сечением 1— 2,5 мм 2 ) проводов напряжением 2 кВ и кабелей до 1 кВ — наконечники (пистоны) по ГОСТ 9688—76.
Допускается применять ответвления жил сечением 2,5 мм 2 проводов напряжением до 2 кВ опрессовкой в фольге гребенчатыми матрицей и пуансоном. Для опрессовки используют различные инструменты и механизмы, показанные в табл. 1.
Учащиеся из курса специальной технологии должны знать, как устроены и эксплуатируются эти механизмы и инструменты. Большую помощь оказывают упражнения, организованные в мастерских. Если нет возможности оснастить мастерские показанными в таблице механизмами и инструментами, в учебном процессе используют те из них, которые применяются на базовых предприятиях. Можно, например, использовать пресс-клещи ПК-1 и ПК"2. Они уже не выпускаются (заменены на ПК-1М и ПК-2М), но еще употребляются при монтаже и в училищах.
При выборе способа опрессовки (местным вдавливанием, сплошным или комбинированным обжатием) достаточно освоить приемы выполнения одним из них, так как несмотря на внешние отличия при выполнении опрессовки этими способами большинство операций однотипны. Опрессовка сплошным или комбинированным обжатием требует использования мощных прессов с большим усилием, что иногда удорожает процесс обучения. Для опрессовки местным вдавливанием можно применять всевозможные клещи, которые в большом количестве имеют базовые предприятия и училища. Кроме того, способ местного вдавливания наиболее широко распространен при выполнении электромонтажных работ. Поэтому при изучении учащимися приемов и способов опрессовки жил проводов и кабелей можно отдать предпочтение способу местного вдавливания. По мере оснащения мастерских прессами и инструментами для сплошного или комбинированного обжатия эти способы также используют в учебном процессе.
Опрессовке алюминиевых жил посвящены три инструкционные карты, в которых рассмотрено соединение и ответвление жил сечением 10 мм 2 , оконцевание жил сечением 16—240 мм 2 и соединение жил этих же сечений.
Опрессовка медных жил показана на примере оконцевания многопроволочных жил сечением 1—2,5 мм 2 , ответвления в фольге гребенчатыми матрицей и пуансоном, оконцевания и соединения жил сечением 16—240 мм 2 .
При работе с инструментами необходимо соблюдать общие правила техники безопасности, а также правила, приведенные в инструкциях по эксплуатации прессов, клещей и других инструментов.
Таблица 1. Механизмы и инструменты для опрессования жил

Основными способами соединения и оконцевания алюминиевых и медных жил проводов и кабелей являются опрессование и сварка — электрическая, термитная и газовая. Значительно реже применяется пайка, которая, хотя и обеспечивает надежное соединение, но более трудоемка и менее экономична. Для соединения применяют также специальные зажимы. Технология соединения и оконцевания жил проводов и кабелей всеми способами подробно изложена в инструкциях и учебных пособиях, и здесь приводятся только основные требования.
Опрессование. Общими требованиями к соединению и оконцеванию жил проводов и кабелей методом опрес-сования являются: чистота контактной поверхности; соблюдение контактного давления, доведение обжатия до необходимых размеров; обеспечение заданной по инструкции глубины опрессования; правильный подбор матриц; пуансонов, наконечников или соединительных гильз; правильное расположение образуемых в местах вдавливания лунок.
Чистота контактной поверхности обеспечивается путем удаления с жил остатков изоляции и очистки гильз и наконечников от грязи и зачистка внутренней части до металлического блеска. При опрессовании алюминиевых жил применяют защитную кварце или цинковазелиновую пасту. Твердые частицы пасты способствуют разрушению пленки окиси алюминия в процессе опрессования, а вазелин предотвращает образование пленки вновь. Очищенную от изоляции жилу покрывают слоем пасты или вазелина, производят зачистку ее металлической щеткой, снимают тряпкой грязную смазку и покрывают чистой. Трубчатую часть наконечников и гильз также заполняют пастой. Для удаления пленки окиси с медных наконечников, гильз, а также жил проводов и кабелей это не требуется.
Соблюдение нормы контактного давления обеспечивается правильным выбором инструмента для опрессования (пуансоны и матрицы) в соответствии с сечением и маркой жилы, а также измерением глубины вдавливания после опрессования и проверкой их по таблице (приведенной в инструкции).
Наконечники или соединительные гильзы выбирают в соответствии с сечением и типом жил. Расположение образуемых в местах вдавливания лунок и расстояние между ними определены в инструкциях. При опрессовании алюминиевых жил образуют две лунки на трубчатой части наконечника и четыре на гильзе, по два вдавливания на каждой, введенной в гильзу жиле. Для медных жил опрессование производят одним вдавливанием для наконечника и двумя вдавливаниями для соединительных гильз.
В настоящее время для оконцевания алюминиевых жил кабелей применяются герметизированные трубчатые наконечники. Для предотвращения вытекания кабельного пропиточного состава через щель в лопатке наконечника произведена герметизация щели путем двустороннего встречного вдавливания полукруглых канавок в плоской части наконечника.
Экономия от внедрения герметизированных наконечников составляет около 17 руб. и 6 чел-дней на 1000 наконечников. Однопроволочные секторные алюминиевые жилы перед вводом в наконечник или гильзу скругляют специальным инструментом — оправкой к прессу. После скругления конец жилы зачищается, смазывается квар-цевазелиновой пастой и производится соединение или оконцевание в обычном порядке.
Новым изделием являются алюминиевые гильзы серии ГАО для соединения опрессованием однопроволоч-ных алюминиевых проводов с жилами сечением 2,5—10 мм2 для одностороннего и двустороннего заполнений жилами проводов. Максимально суммарное сечение жил соединяемых проводов — 32,5 мм2. Опрессование гильз производится одним вдавливанием при одностороннем заполнении жилами и двумя вдавливаниями при двустороннем.
Для опрессования гильз и наконечников имеется целый ряд инструментов и механизмов. Наряду с уже давно внедренными в монтажную практику опрессовочными механизмами (прессклещи типа ПК-1 и ПК-2, гидропресс типа РПП-7 и др.), разработаны и выпущены новые инструменты.
Гидравлические монтажные клещи типа ГКМ действуют на принципе перетекания и давления масла в замкнутом сосуде. Они состоят из четырех основных узлов: корпуса, рукоятки, бугеля и ручки. Рукоятка представляет собой пустотелый цилиндр-резервуар, предназначенный для хранения масла. Внутри цилиндра расположен поршень. На внутренней поверхности цилиндра имеются каналы для выпуска и перепуска масла. Корпус клещей соединен с одной стороны с рукояткой и с другой с бугелем. Ручка и шарнирно соединенный с ней плунжер служат для создания давления масла в камере корпуса, чем обеспечивают работу поршня. Под давлением масла поршень перемещается в цилиндре и подает шток с закрепленной на нем матрицей, которая, приближаясь к блоку с пуансоном, осуществляет опрессование.
Ручные механические прессы типа РМП-7 для опрессования кабельных наконечников и соединительных гильз сечением 35—240 мм2. Пресс имеет форму клещей и состоит из корпуса и двух рычагов. На корпусе шарнирно закреплена откидная запирающаяся скоба для установки в ней сменных матриц. В центральном отверстии корпуса установлен свободно перемещающийся пуансон-держатель, рабочее возвратное движение которого осуществляется рычага ми. Для уменьшения усилий рычаги сжимаются с помощью стального троса, намотанного на барабан на правом рычаге. Опрессование производится качанием рукоятки до соприкосновения заплечника пуансона с матрицей.
Ножной гидравлический пресс с электропроводом типа ПГЭП-2, с помощью которого выполняется опрессование наконечников сечением до 240 мм2 двойным вдавливанием двузубым пуансоном. Пресс состоит из насоса и рабочей головки, соединенных рукавом высокого давления длиной 2 м. Приводом для него служит электросверлилка И-28А мощностью 0,6 квт. Насос снабжен предохранительным клапаном.
Для опрессования алюминиевых и медно-алюмпниевых кабельных наконечников, а также алюминиевых соединительных гильз к прессам выпускается инструмент типа УНИ-1А для однозубого вдавливания при соединении и оконцевании алюминиевых жил проводов и кабелей сечением 120—240 мм2. Для двузубого вдавливания для сечений жил 16—240 мм2 применяется инструмент типа УНИ-2А. Опрессование производится прессами типов РМП-7, РГП-7 и электрогидропрессом ПГЭП-2.
Экономический эффект от внедрения инструмента типа УНИ-2А на 1 000 опрессований составляет 12,8 руб., а затраты труда сокращаются при этом на 3 чел-дня.

В каждом электрическом щитке имеется не менее десятка соединений проводов. Перед их подключением необходимо выполнить оконцевание кабеля. Данная мера обязательна для надежной работы электроустановки.
Что такое оконцевание
Оконцевание проводов — это один из максимально простых и надежных способов подключения проводов к клеммным колодкам, автоматическим выключателям и прочему электротехническому оборудованию. Данный тип соединения распространен в бытовых и промышленных сетях. Это обусловлено преимуществами, которых позволяет добиться оконцевание:
- надежное контактное пятно;
- удобство монтажа;
- низкое переходное сопротивление соединения;
- общая эстетичность проводки.

Силовые кабели с наконечниками
Главное преимущество оконцевания жил кабелей — это низкое переходное сопротивление полученного контакта. Если его не использовать, то провод не сможет должным образом прижаться винтом к шине клеммника. Это приведет к слишком высокому сопротивлению контакта. Плохое соединение начнет греться или вовсе отгорит.
Оконцевание производится с помощью наконечников. Внешне они напоминают медные или алюминиевые колпачки. С одной стороны в них вставляется заранее зачищенный от изоляции провод, а с другой имеется отверстие для крепления под винт. Наконечник служит в качестве надежного переходника между кабелем и устройством, к которому он подключается.

Обжимка многожильного провода
Способы оконцевания
Руководствуясь ПУЭ (правилами устройства электроустановок) необходимо знать:
Оконцевание жил проводов должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и тп) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
Лучшим способом оконцевания алюминиевых жил сечением от 2,5 до 10 мм2 включительно является изгибание конца однопроволочной жилы в кольцо.

Для жил алюминиевого кабеля или же провода сечением от 16 до 240мм2 следует применять оконцевание опресовкой с применением наконечников, либо делать пайку жил с применением наконечников.
А вот для жил сечением свыше 240 мм2 необходимо оконцевание с применением сварки.
В любом случае оконцевания алюминиевых жил наконечниками необходимо заполнять пространство наконечника, куда вставляется жила, смазкой из вазелина смешанного с кварцем. Данную процедуру проводят, чтобы избежать окисления алюминиевой жилы при контакте с воздухом.
В случаях же с жилами медного кабеля ситуация обстоит иначе.
Многопроволочные жилы до 10 мм2 помимо возможности изгибания конца в кольцо необходимо производить пропайку иначе вы получите плохой контакт, который может привести к пожару. В наше время рекомендуется применять зачистку жил от изоляции и прессовку наконечником. Этот способ оконцевания самый мало затратный, да и цены на продукцию данного вида не заставят вас долго думать.
Соединение жил гильзами

При подключении распределительных коробок опрессовка проводов проводится достаточно редко. Обычно в таких случаях используются самозажимные клеммники или выполняется пайка или сварка. Опрессовку в коробках еще можно встретить в старых хрущевках с алюминиевой проводкой.
Опрессовка проводов выполняется путем ввода проводов в гильзу трубчатой формы и сжимании ее прессом с определенным уровнем деформации.
Обжимка проводов может выполняться следующими методами:
- локальное вдавливание;
- объемное сжатие;
- комбинированное сжатие.
Локальное сжатие производится зубьями пуансона, которые создают повышенное давление на одно или несколько мест, что позволяет обеспечить электрический контакт. Сплошное сжатие, соответственно, производится давлением на всей протяженности обжатия.
Комбинированный метод подразумеваем сплошное сжатие с дополнительным обжатием зубами пуансона в определенных местах.
Каждый из описанных методов может обеспечить надежное соединение контактов лишь в тех случаях, когда перед опрессовкой была проведена подготовка поверхности и были правильно подобраны гильза и рабочий инструмент.
Инструмент для опрессовки наконечников
Первый – это пресс-клещи для обжима кабельных наконечников сечением жилы от 0,5 до 6 мм2, некоторые модели от 1,5 до 10 мм2.
Второй же пресс матричный гидравлический для обжима наконечников от 4 до 1000 мм2, который позволяет обжимать не только наконечники, но и соединять жилы трубчатыми гильзами.
Приведу примеры пресс-клещей первого типа, чтобы вам было проще понять какой инструмент нужен для вашей операции с жилами кабеля.
Технические характеристики кримпера для обжима неизолированных медных наконечников и гильз сечением от 0,25 до 10 мм2

- Типы наконечников и гильз: ТМЛ, ТМЛс, ТМ, ТМЛ (DIN), ГМЛ
- Четырехпозиционная матрица
- Профиль обжима: клиновидный
- Усиленный трехшарнирный рычажный механизм
- Материал корпуса: качественная 3-х миллиметровая сталь
- Обработка поверхности: воронение
- Вес: 620 г
- Длина: 260 мм
Технические характеристики кримпера для обжима изолированных и неизолированных штыревых втулочных наконечников сечением от 0,25 до 6 мм2

- Типы наконечников: НШВИ, НШВИ(GLW), НШВ
- Шестипозиционная матрица
- Профиль обжима: трапециевидный
- Материал корпуса: легкий, высокопрочный алюминиевый сплав, применяемый в авиационной и космической промышленности
- Немагнитный, искробезопасный корпус
- Обработка поверхности: электролитическое анодирование
- Вес: 290 г
- Длина: 225 мм
Характеристики кримпера для обжима изолированных наконечников, гильз и разъемов с красной, синей и желтой манжетами и сечением от 0,25 до 6 мм2

- Опрессовка изолированных наконечников, гильз и разъемов с красной, синей и желтой манжетами
- Типы наконечников: НКИ, ВНКИ, НВИ, НИК, НШПИ, НШКИ, ВРПИ-П, ВРПИ-М, ГСИ-П
- Трехпозиционная матрица
- Профиль обжима: овальный, двухконтурный
- Усиленная стальная конструкция, надежная механика
- Храповой механизм, обеспечивающий блокировку обратного хода до завершения полного цикла опрессовки
- Вес: 540 г
- Длина: 220 мм
Рассматривая пресс второго типа, мы возвращаемся к вопросу оконцевания алюминиевых жил, которые также поддаются обжатию для создания надёжного механического и электрического контакта в цепи. Ниже на фото изображен пресс ручной гидравлический.

Названия пресса для обжима кабельных наконечников вы можете встретить на просторах интернета как пресс-клещи (ручные), пресс гидравлический или механический со сменными матрицами.
Какие бывают наконечники
Отдельно мы хотели вам рассказать, про виды наконечников и их основные особенности. Ведь оконцевание жил проводов – это не сложно, даже если вы используете пассатижи. Однако если вы подберете неправильно наконечник, то беды избежать не получится.
Сейчас выделяют следующие виды наконечников:
Вот мы и разобрали, с помощью, каких наконечников можно оконцевать кабель или провод самостоятельно
Обратите внимание, согласно ПУЭ оконцевание проводов может осуществляться только с сечением от 0,75 мм2 до 240 мм2. Поэтому при выборе обращайте внимание на соответствующую маркировку:
- YY – это диаметр отверстия, в который вы сможет вставить проводник.
- XX – это сечение провода под обжимом.
Технические характеристики кабеля ААШВ.
Соединение токопроводящих жил до 10 мм/кв
Для организации ответвлений и соединений алюминиевых и медных жил применяются пресс-клещи и стандартные гильзы. Соединения в таких случаях могут быть односторонними, когда провод вводится с одной стороны гильзы, так и двухсторонние. Материал гильз подбирается в соответствии с материалом жил
Алгоритм опрессовки кабеля:
1.На концах жил удаляется изоляция на 2-3 сантиметра. Их необходимо зачистить до металлического блеска. Если жилы алюминиевые, то их предварительно нужно смазать кварцевазелиновой пастой. Медные провода в свою очередь можно оставить чистыми.
2.В соответствии с технической таблицей подбираются пунсоны, матрицы и гильзы. Если гильзы слишком большие, то свободное место можно уплотнить с помощью дополнительных жил. При использовании многопроволочных жил, удаление проволоки жилы для подгонки сечения, не допускается.
3.Жилы нельзя скручивать. Они укладываются параллельно друг другу, после чего одевается соединительная гильза. Если применяются медные провода, то перед тем, как одеть гильзу, их необходимо обернуть двумя слоями медной или латунной фольги. Толщина фольги – 0,2 миллиметра, а ширина 20-22 миллиметра.
4.Соединения обжимаются пресс-клещами методом локального вдавливания. Степень опрессовки определяется технической таблицей.
5.После обжимки, соединения протираются тряпкой, смоченной в бензине, и изолируются.

Зачем делать оконцевание жил проводов

На самом деле оконцевание проводов – это важный процесс, который необходимо выполнять во многих ситуациях. К примеру, вы обращали внимание на то, как присоединяется заземляющая шина к распределительному щитку? А делается все это с помощью специального наконечника.

Некоторые люди вместо наконечника просто прикручивают провод болтом и считают, что они справились. В итоге изоляция начинает гореть уже через несколько недель, а через полгода может и вовсе произойти замыкание в сети. Так что, оптимально использовать наконечник, тем более цена на него совсем небольшая.
Соединение токопроводящих жил от 16 до 240 мм/кв
Принцип обжимки таких жил практически аналогичен описанному выше. Исключение составляют использование более мощного инструмента и двухсторонний тип соединения.
Перед опрессовкой опять же нужно подготовить жилы. Для этого необходимо удалить изоляцию на 3,5-6,5 сантиметров.
Перед опрессовкой нужно подготовить провода. Затем необходимо закруглить их концы:
- многопроволочные жилы закругляются пассатижами;
- однопроволочные – специальным инструментом, который обычно продается в комплекте опрессовочном комплекте.
Медные провода перед обжатием обрабатываются техническим вазелином, а алюминиевые, соответственно, кварцевазелиновой пастой. Обычно гильзы смазываются изнутри еще на заводе. Не нужно бояться, что смазка увеличит сопротивление – при соблюдении технологии, она будет вытеснена из места контакты в пустоты.

Жилы вводятся в гильзу с двух сторон. Важно, чтобы стык произошел прямо посередине гильзы. При локальном вдавливании степень деформации проверяется специальным щупом или штангенциркулем в месте образования ямок. Если обжатие сплошное, то размеры сечения нужно проверить по таблице.
Основные ошибки при опрессовке соединений
Главная ошибка при опрессовке – это неправильный выбор гильзы. Если она значительно меньше, то проводник будет сильно передавлен кромкой гильзы. Это может привести к поломке сплющенной жилы.
При этом с другой стороны – если она слишком большая, то контакт будет не слишком надежным. В такой ситуации провода могут шататься внутри жилы. Со временем подобные соединения будет нагреваться и подгорать, что, в конечном счете, приведет к потере контакта.
Вторая ошибка – это неправильно подобранные пуансоны и матрицы. Это может привести к аналогичному эффекту, в результате чрезмерного или слабого обжима гильзы. Данная проблема усложняется тем, что рабочие элементы инструмента со временем изнашиваются и теряют свои первостепенные характеристики.
ВАЖНО! Нельзя укорачивать заводскую гильзу – это приведет к снижению надежности контакта.
Третья ошибка – это использование для опрессовки кабельных наконечников и гильз зубила и молотка. С точки зрения официально принятых методов – это жуткое преступление, но в жизни бывают различные ситуации и, в крайнем случае, их использование имеет место быть. Если же имеется возможность приобрести хорошие инструменты, то альтернативы быть не должно.
В конце представим рекомендуемое сочетание сечения жил и кабельных гильз:
1.Общее сечение жил в пресс-гильзе – 7,5 мм/кв. Кабельная пресс-гильза – 4-1. Пресс-клещи – ПК-3.
2.Общее сечение жил в пресс-гильзе – 13 мм/кв. Кабельная пресс-гильза – 5-1. Пресс-клещи – ПК-3.
3.Общее сечение жил в пресс-гильзе – 15 мм/кв. Кабельная пресс-гильза – 4-2. Пресс-клещи – ПК-3.
4.Общее сечение жил в пресс-гильзе – 20 мм/кв. Кабельная пресс-гильза – 6-1. Пресс-клещи – ПК-3.
5.Общее сечение жил в пресс-гильзе – 26 мм/кв. Кабельная пресс-гильза – 5-2. Пресс-клещи – ПК-3.
6.Общее сечение жил в пресс-гильзе – 41 мм/кв. Кабельная пресс-гильза – 6-2. Пресс-клещи – ПК-3.
Видео опрессовки наконечников
Кол-во блоков: 14 | Общее кол-во символов: 13581
Количество использованных доноров: 4
Информация по каждому донору:
Читайте также:
- Какие требования с точки зрения психологии восприятия необходимо предъявлять к наглядным пособиям
- Как удалить неработающие драйвера
- Сухомлинский как воспитать гражданина
- Являются ли органами местного самоуправления алтайское краевое законодательное собрание
- Имеют ли право уволить мать одиночку с ребенком до 14 лет беларусь