
Как обеспечить высокое сцепление лакокрасочного покрытия с основой
Обновлено: 30.06.2024
Свойства лакокрасочных покрытий зависят не только от качества применяемых лакокрасочных материалов, но и от таких фактов, как способ подготовки поверхности к окраске, правильный выбор и соблюдение технологического режима окраски и сушки. Основные стадии процесса нанесения лакокрасочных материалов приведены ниже.
ПОДГОТОВКА ПОВЕРХНОСТИ
Подготовка поверхности перед окрашиванием имеет большое значение для получения высококачественного покрытия и обеспечения длительности его службы. Подготовка поверхности заключается в очистке от продуктов коррозии, старой краски, жировых и других загрязнений. Способы подготовки поверхности подразделяются на три основных группы: механические, термические и химические.
К механическим способам относятся: очистка инструментом (щетки, шлифовальные машинки), очистка при помощи песка, дроби, смеси песка и воды. Применяя эти способы можно получить хорошо очищенную поверхность с равномерной шероховатостью, которая способствует наилучшей адгезии лакокрасочной пленки.
К химическим способам поверхности, прежде всего, относится обезжиривание поверхности, которое производится с помощью щелочных моющих составов или с помощью активных растворителей (смывок) в зависимости от типа загрязнения.
Термический способ применяется для очистки металла от ржавчины и окалины при использовании пламени кислородно-ацетиленовой горелки.
Таким образом, при возобновлении лакокрасочного покрытия необходимо предварительно осмотреть поверхность. Если старое лакокрасочное покрытие прочно держится на поверхности в виде сплошного слоя, его следует промыть теплой водой и высушить. Если же покрытие держится не прочно, его необходимо полностью удалить.
ГРУНТОВАНИЕ
Первой операцией после подготовки поверхности является грунтование. Это одна из наиболее важных и ответственных операций. Так как первый грунтовочный слой служит основой для всего покрытия. Основное назначение грунта – создание прочной связи между окрашиваемой поверхностью и последующими лакокрасочными слоями, а также обеспечение высокой защитной способности покрытия.
Грунтование следует производить сразу же после окончания работ по подготовке поверхности. Грунтовку можно наносить кистью, краскораспылителем или другим способом. При окраске поверхностей подвергающихся воздействию повышенной влажности или эксплуатируемых в атмосферных условиях, грунтование рекомендуется производить кистью. Сушку грунта следует проводить в соответствии с режимом, предусмотренным технологией. При образовании глянцевой поверхности грунта ее нужно слегка зачистить мелкой наждачной шкуркой.
Толщина пленки грунта при окрашивании традиционными ЛКМ (грунты типа ГФ, ХВ,ХС) не должна быть чрезмерно большой, обычно 20-30 мкм. При антикоррозионной защите современными ЛКМ на основе эпоксидов и полиуретана толщина грунта наоборот должна быть более значительной, чем толщина слоя верхней эмали. Это связано с тем, что основную защитную нагрузку и антикоррозионные свойства в этом случае несет именно грунтовочный слой.
ШПАКЛЕВАНИЕ
Эта операция предназначается для выравнивания поверхностей. Как чрезмерно толстые, так и недостаточные слои шпатлевки при эксплуатации могут растрескаться, в результате будут понижены защитные свойства покрытия. Поэтому шпатлевку следует наносить заданным слоем. На загрунтованную поверхность наносят сначала местную шпатлевку, а потом сплошную. Каждый слой шпатлевки необходимо хорошо высушить. Число слоев не должно быть больше трех. В случае необходимости применения большого числа шпатлевки между ними наносят слой грунтовки.
ШЛИФОВАНИЕ
Зашпаклеванная поверхность после высыхания имеет неровности и шероховатости. Неровности, соринки наблюдаются также на высушенных поверхностях грунтовок, лаков и эмалей. Дляудаления неровностей, соринок и сглаживания шероховатостей применяется шлифование. В процессе шлифования обрабатываемая поверхность подвергается воздействию множества мельчайших абразивных зерен, вследствие чего образуется риски и она становится матовой. При этом значительно улучшается адгезия между слоями покрытия. Для шлифовки применяется абразивная шкурка на бумажной и тканевой основе. Зернистость (номера) шкурок для шлифования выбирается в зависимости от вида обрабатываемого покрытия.
НАНЕСЕНИЕ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Зашпаклеванная поверхность после высыхания имеет неровности и шероховатости. Неровности, соринки наблюдаются также на высушенных поверхностях грунтовок, лаков и эмалей. Дляудаления неровностей, соринок и сглаживания шероховатостей применяется шлифование. В процессе шлифования обрабатываемая поверхность подвергается воздействию множества мельчайших абразивных зерен, вследствие чего образуется риски и она становится матовой. При этом значительно улучшается адгезия между слоями покрытия. Для шлифовки применяется абразивная шкурка на бумажной и тканевой основе. Зернистость (номера) шкурок для шлифования выбирается в зависимости от вида обрабатываемого покрытия.
Как правило, при окраске используется не одна краска, а целая система покрытий, в этом случае всегда возникает вопрос совместимости наносимых лакокрасочных покрытий. При выборе схемы покрытий оптимальной по совместимости будет система, удовлетворяющая простому правилу совместимости ЛКМ:
ЛКМ химически отверждаемые никогда не наносятся на физически высыхающие покрытия.
Способ нанесения ЛКМ должен соответствовать реологическим, физико-химическим и другим свойствам этих материалов, что отмечается в рекомендациях изготовителя. Методы нанесения лакокрасочных материалов всем известны. Обычно используются безвоздушное распыление, пневматическое распыление, кисть, валик и др.
Окрашивание с помощью кисти.
Данный метод окрашивания является относительно медленным и малопроизводительным. Обычно кисть используется для окрашивания малых площадей декоративными красками. Однако метод незаменим для покрытия сложных конструкций, где использование распыления приведет к значительным потерям из-за рассеивания, а также для полосового окрашивания перед нанесением антикоррозионных покрытий распылением.
Большинство толстослойных покрытий (более 150 мкм) предназначено для окрашивания безвоздушным распылением, поэтому необходимая толщина пленки при нанесении кистью не будет достигнута. Чтобы кистью достичь толщины, сравнимой с безвоздушным распылением, необходимо нанести удвоенное количество слоев.
Окрашивание с помощью валика
Производительность окраски с использованием валика на больших, ровных поверхностях выше, чем при помощи кисти и применяется для нанесения большинства декоративных красок. Однако при использовании валика трудно получить требуемую толщину пленки. Как и в случае с кистью, обычно невозможно нанести толстослойное покрытие. Необходимо тщательно выбирать тип валика и длину ворса, зависящие от типа краски и степени шероховатости поверхности. Валик должен быть хорошо подогнанным, с мягким ворсовым покрытием, краска не должна растворять покрытие валика. До использования валик должен быть предварительно промыт, чтобы удалить любые свободные волокна.
Пневматическое (воздушное) распыление.
Безвоздушное распыление.
В отличие от методов воздушного распыления, при безвоздушном распылении воздух не смешивается с краской, отсюда и название. Распыление достигается прохождением краски через специально сконструированные сопла под высоким давлением. Требуемое давление краски создается воздухом в насосе, дающем высокое соотношение давления жидкости на выходе к исходному давлению воздуха. Существуют насосы с соотношением от 20:1 до 60:1, из них наиболее распространены 45:1. Главные преимущества безвоздушного распыления:
- Высоконаполненные толстослойные ЛКМ могут наноситься без разбавления.
- Возможна очень высокая производительность, дающая значительный экономический эффект.
- По сравнению с воздушным распылением, имеющим повышенный расход краски, применение безвоздушного распыления ведет к снижению потерь материала и меньшему количеству опасной пыли и испарений.
- Сопла для распыления краски подвергаются высокому абразивному износу, поэтому эффективнее использовать сопла из твердых сплавов, например, из карбида вольфрама. Распыленный “веер” производится щелевой насадкой, укрепленной на лицевой части отверстия. Имеются разные размеры отверстия вместе с различными углами наклона щели. Выбор насадки производится исходя из требуемого давления жидкости, вязкости подаваемого ЛКМ (диаметр сопла), типа окрашиваемой конструкции (угол сопла). При этом для минимизации потерь и увеличения производительности при окраски мелкогабаритных или решетчатых конструкций рекомендуется использовать узкоугольные сопла, а для сплошных крупногабаритных поверхностей – широкоугольные. Толщина лакокрасочного покрытия регулируется скоростью подачи жидкости.
Окраскаизделий в электрическом поле высокого напряжения основана на использовании электрических сил для дробления, перемещения и осаждения заряженных частиц ЛКМ на окрашиваемой поверхности. Основные стадии процесса окраски: подача ЛКМ в краскораспыляющее устройство и дробление за счет энергии сжатого воздуха, действия центробежных сил и сил электрического поля, перемещение заряженных частиц к заземленному изделию, осаждение на его поверхности. Нанесение ЛКМ в электрическом поле – один из наиболее экономичных методов окраски. Благодаря воздействию электрического поля на перемещение частиц распыленного материала они наиболее полно (до 80% и более) осаждаются на окрашиваемой поверхности. Этот метод имеет существенные недостатки: повышенные требования к ЛКМ (нельзя наносить материалы повышенной вязкости, а также ЛКМ, содержащие в качестве наполнителей металлические порошки), осторожно подходить к водоразбавляемым краскам - требуется сложное и дорогостоящее оборудование.
И, наконец, остановимся на методах нанесения краски окунанием и струйным обливом. Метод окунания в ваннах применяется в основном при окраске деталей автомобилей и тракторов. Бесспорные преимущества этих методов: простота и невысокие затраты. Недостатки: невозможность окраски элементов с закрытыми или полузакрытыми отсеками, трудности окраски элементов с впадинами, невозможность окраски сложных по форме элементов, что препятствует получению покрытия равномерной толщины.
При окраске струйным методомЛКМ наносятся на поверхность изделий низконапорным истечением из многих сопел в виде потоков, окаймляющих окрашиваемый элемент. Этот метод характеризуется таким же ограничениями, как и метод окунания, и основное применение нашел при окраске несложных элементов и гладких поверхностей, таких как двери и лыжи. Довольно существенное ограничение для обоих методов – невозможность использования высоковяхких, тиксотропных, быстро окисляющихся или двухупаковочных ЛКМ.
Лакокрасочные материалы – это составы, наносимые на защищаемую поверхность тонкими слоями и образующие после высыхания и отверждения твердую, плотную и прочно сцепленную с поверхностью пленку. Они состоят из основных материалов (связующие – пленкообразующие вещества, пигменты, наполнители) и вспомогательных (пластификаторы, отвердители, растворители и др.).
Пленкообразование при формировании лакокрасочного покрытия происходит следующими способами: испарением растворителей (например, для поливинилхлоридных покрытий); взаимодействием с отверждающими агентами (для эпоксидных покрытий); поликонденсацией (для фенольных покрытий); окислением (для маслосодержащих покрытий); расплавлением и напылением (для полиэтилена и др.).
Системой лакокрасочного покрытия называют сочетание слоев лакокрасочных материалов, последовательно нанесенных на защищаемую поверхность (рисунок 18.3).

Рисунок 18.3 – Схема системы лакокрасочного покрытия: 1 – грунт; 2 – шпаклевка; 3 – эмаль; 4 – покрывающий лак
Все лакокрасочные материалы по своему виду (грунтовки, эмали, краски, лаки) в зависимости от рода основного пленкообразующего вещества подразделяются по составу на группы, например:

по преимущественному назначению

Эмали (покрывные слои) – это пигментированные и наполненные лаки, предназначены для обеспечения защиты металла от коррозии совместно с грунтовками и придания объекту требуемого декоративного вида. Как правило, их наносят на предварительно загрунтованные поверхности.
В различных отраслях промышленности лакокрасочные композиции часто изготовляют на месте на основе таких связующих, как эпоксидные, кремнийорганические, полиуретановые, сополимерно-винилхлоридные смолы. В них добавляют пигменты и наполнители, а также вспомогательные материалы (пластификаторы, растворители, разбавители, отвердители). Все компоненты перемешивают, перетирают и фильтруют до получения готовых к употреблению составов.
Пигменты – это тонкоизмельченные цветные природные и синтетиче-ские неорганические оксиды, соли металлов, органические или металлические вещества (порошки), не растворимые в дисперсных средах, воде и способные создавать с пленкообразующим покрытием защитное покрытие. Многие пигменты обладают высокими противокоррозионными свойствами. Они предназначены для получения окрашенных покрытий и обеспечивают твердость, снижают набухание пленки в воде.
Наполнители – это дисперсные неорганические природные или синтетические вещества, не растворимые в растворителях, воде и дисперсионных средах. Они предназначены для повышения адгезии, модуля упругости, твердости, прочности, тепло-, огне-, кислото-, щелоче- и атмосферостойкости покрытий, снижения стоимости покрытия, придания композиции требуемой теплопроводности, снижения температурного коэффициента расширения покрытий до значений, характерных для металлов. Их добавляют до 25 % от количества вводимых пигментов.
Пластификаторы – это низколетучие растворители, изменяющие вяз-кость системы и повышающие эластичность, предназначены для облегчения условий пленкообразования, повышения стойкости к растрескиванию при цикле нагрев – охлаждение, регулирования таких физико-механических свойств, как хрупкость, повышение удлинения, сопротивление удару, эластичность.
Растворители (разбавители) – это органические жидкости, однокомпонентные растворители или их смеси. Они предназначены для разведения лакокрасочных материалов до рабочей вязкости и улучшения их технологических свойств.
Растворители должны иметь хорошую растворяющую способность, оптимальную температуру кипения и минимальную токсичность.
Отвердители – это химические соединения, добавляемые в состав только определенных лакокрасочных материалов (эпоксидных, уретановых и др.) для их отверждения.
Износостойкие покрытия. Одним из необходимых условий при выборе материалов для покрытий является высокая износостойкость защитных покрытий.
Полимерные покрытия являются эффективным средством для повышения износостойкости. Долговечность покрытий зависит от плотности материалов, из которых они изготовлены, их адгезионной способности к подложке, трибометрических свойств, равномерности распределения в них модификаторов и наполнителей. Большинство полимерных материалов характеризуется высокой износостойкостью. Использование тонких полимерных слоев в сочетании с теплостойкостью металлического основания позволяет создавать надежно работающие износостойкие покрытия.
С повышением молекулярной массы и регулярности макромолекул в ряду одного типа полимера износостойкость покрытий увеличивается. Свойства износостойких покрытий во многом определяются составом композиции, изменяя который можно регулировать износостойкие характеристики в широких пределах и получать покрытия различного назначения как с низким, так и с высоким коэффициентом трения.
Чаще других полимеров для износостойких покрытий используются полиуретаны, пентапласт, политетрафторэтилен, полиамиды, эпоксидные композиции. Хорошо противостоят абразивному износу, например, трубы, покрытые изнутри полиуретаном.
Покрытия на основе ненаполненных полиуретановых эластомеров по стойкости к абразивной эрозии превосходят ряд марок нержавеющих сталей. Одним из перспективных износостойких материалов является поливи-нилденфторид (ПВДФ). Он применяется как в качестве покрытий и футеровок элементов насосных агрегатов, так и для изготовления насосов для перекачивания агрессивных сред.
Одним из рациональных способов повышения износостойкости покрытий является модифицирование полимерных композиций неорганическими и минеральными наполнителями, например дисульфидом молибдена, тальком, аморфным бором, корундом, оксидом цинка, карбидом кремния и др.
Сжижению износа покрытий способствует наполнение полимерных композиций стекловолокном, графитом, цементом, асбестом, маршаллитом, повышающими прочность, теплостойкость и другие характеристики полимеров.
Перспективно использование полимерного износостойкого покрытия на основе эпоксидной смолы и шламов – отходов предприятий черной металлургии с содержанием общего железа более 60 %. Использование шламов расширяет сырьевую базу, удешевляет стоимость покрытия и повышает его физико-механические свойства в условиях воздействия коррозионно-эрозионных сред.
В статье рассматривается вопросы долговечности лакокрасочного покрытия. Какие факторы являются основными при определении долговечности покрытия?
Технологические процессы получения лакокрасочных покрытий разнообразны. Это связано с функциональным назначением окрашиваемого изделия, условиями его эксплуатации, характером окрашиваемой поверхности, применяемыми методами окрашивания и формирования покрытия.
Процесс получения лакокрасочного покрытия заключается в выполнении следующих обязательных стадий:
- подготовка поверхности перед окрашиванием;
- нанесение ЛКМ на окрашиваемую поверхность;
- отверждение ЛКМ;
Каждая из стадий оказывает влияние на качество получаемого лакокрасочного покрытий и его долговечность. Немаловажное значение в обеспечении защитного действия лакокрасочного покрытия при прочих равных условиях имеет природа применяемого грунтовочного слоя как фактора обеспечения хорошей адгезии комплексного лакокрасочного покрытия и общая толщина покрытия. В связи с этим при разработке конкретных технологических процессов окрашивания для получения долговечного покрытий выжен оптимальный выбор каждой стадии процесса окрашивания, грунтовочного слоя и толщины покрытия. Рассмотрим влияние указанных факторов на долговечность лакокрасочных покрытий в отдельности.
Влияние подготовки поверхности перед окрашивание на долговечность покрытия
Подготовка поверхности перед окрашиванием играет важную роль в обеспечении долговечности всего лакокрасочного покрытия. Многолетний опыт применения покрытий в различных отраслях промышленности показывает, что их долговечность на 65-75% определяется качеством подготовки поверхности перед окрашиваем. Недостаточная подготовка поверхности металла перед окрашиванием вызывает ряд нежелательных последствий:
- ухудшение сцепления покрытия с основой (адгезия);
- равитие под покрытием коррозионных процессов;
- образование в покрытии пузырьков;
- растрескивание и расслоение покрытия;
- ухудшение декоративных свойст покрытия;
Все это приводит к ухудшению защитных свойств покрытия.
Между долговечностью покрытия и степенью очистки поверхности существует четко проявляющаяся зависимость.
В случае применения механических способов подготовки поверхности ориентировочные коэффициенты повышения сроков службы системы ПК в зависимости от подготовки поверхности можно представить следующим образом:
- окрашивание по по ржавой или неподготовленной поверхности — 1,0;
-
— 2,0-1,5;
-
— 3,5-4,0.
В качестве примера можно провести данные по долговечности комплексного покрытия на основе хлорвинилового пленкообразователя толщиной 120 мкм в зависимости от способа подготовки поверхности перед окрашиванием, представленные в таблице. Данные получены при проведении испытаний покрытий эмалью ХВ-16 (4 слоя) по грунтовке ФЛ-03К (2 слоя) на атмоссферной измерительной станции в Хотьково.
В таблице показаны так же данные по влиянию способа подготовки поверхности на долговечность системы покрытий грунтовкой ГФ-017 и эмалью МЛ-12 красной толщиной 80 мкм в условиях умеренного климата.
| Способ подготовки поверхности | Долговечность, лет | |
|---|---|---|
| Эмаль ХВ-16 | Эмаль МЛ-12 | |
| Ручная очистка | 3 | — |
| Механическая очистка | 4 | — |
| Травление | 6 | — |
| Пескоструйная очистка | 8 | — |
| Обезжиривание | — | 3 |
| Пескоструйная очистка | — | 7 |
| Фосфатирование без активатора | — | 10 |
| Фосфатирование с активатором | — | 12 |
Влияние способов подготовки поверхности на защитные свойства покрытия объясняетмя тем, что в случае применения механической и тем более пескоструйной очистки повышается адгезия покрытия к поверхности металла.
Влияние способов подготовки поверхности на защитные свойства покрытия объясняетмя тем, что в случае применения механической и тем более пескоструйной очистки повышается адгезия покрытия к поверхности металла.В случае применения фосфатных слоев наряду с повышением адгезионной прочности покрытия наблюдается сохранение ее стабильности в процессе эксплуатации. Имеющийся на поверхности металла фосфатный слой препятствует распространению подпленочной коррозии при воздействии агрессивных факторов. При этом фосфатирование с автиватором способствует образованию на поверхности металла малопористого кристаллического слоя, что также повышает физико-механические показатели покрытия.
Таким образом, по степени увеличения защитных свойств комплексных лакокрасочных покрытий способы подготовки поверхности располагаются в следующий ряд:
- обезжиривание;
- ручная очистка;
- механическая очистка;
- пескоструйная очистка;
- фосфатирование;
- фосфатирование с активатором.
Влияние методов окрашивания на долговечность лакокрасочного покрытия
Метод окрашивания и условия нанесения существенно влияют на долговечность лакокрасочного покрытия. Определение долговечности лакокрасочного покрытия на основе эмали ПФ-115, полученного разными методами при эксплуатации в атмосферных условиях показало следующее. Более высокая устойчивость декоративных и защитных свойств наблюдается у покрытий, нанесенных методом электростатического распыления. Затем, по убыванию долговечности покрытия следуют: пневматическое распыление безвоздушное распыление, струйный облив, окунание. Разница в сроках службы покрытия при переходе от одного метода окрашивания к другому может составлять 15-25%.
Влияние условий нанесения ЛКМ на долговечность покрытия
Влияние режима отверждения на защитные и физико-механические свойства лакокрасочного покрытия
Режим отверждения также влияет на защитные и физико-механические свойства лакокрасочных покрытий. Покрытия, сформированные в результате горячей сушки, более устойчивы к воздействию климатических факторов и агрессивных сред. Это объясняется тем, что при формировании покрытия при повышенных тепературах образуется более плотная сшивка покрытия. Физико-механические свойства неоднозначно зависят от применяемой температуры сушки ЛКМ. Часто при горячей сушке наблюдается охрупчивание покрытия, что приводит к снижению их прочностных свойств.
Влияние грунтовочного слоя на защитное действие лакокрасочных покрытий
Природа грунтовочного слоя определяет защитное действие лакокрасочных покрытий. Грунтовочный слой обеспечивает прочную адгезионную связь покрытия с металлом, изоляцию его от проникновения коррозионно-активных реагентов, пассивацию металла.
Механизм действия грунтовок разнообразен, В соответствии с механизмом защитного действия грунтовки, долговечность комплексного покрытия различна в одних и тех же условиях эксплуатации. По механизму защитного действия грунтовки подразделяют на:
- изолируюшие (ГФ-020, ГФ-021);
- фосфатирующие (ВЛ-02, ВЛ-08);
- пасивирующие (ГФ-017, ФЛ-03К, ГФ-0119);
- пртекторные (ЭП-057);
- модификаторы ржавчины (ЭП-0199, ЭП-0180);
Пасивирующие грунтовки имеют лучшие защитные свойства по сравнению с изолирующими грунтовками, так как наряду с барьерной защитой металлической поверхности облдают и ингибирующим действием.
Исследовано влияние грунтовок различной природы на долговечность покрытия эмалью ХВ-774 при воздействии уксусной кислоты. Полученные экспериментальные данные приведены в таблице. В данном случае влияние природы грунтовочных слоев на долговечность комплексного покрытия связано с развитием подпленочных коррозионных процессов и характером его подавления грунтовочным слоем.
Влияние грунтовочного слоя на долговечность покрытий эмалью ХВ-774 (6 слоев) при воздействии 60% уксусной кислоты
| Грунтовка | Скорость подпленочной коррозии, мм/год | Индукционный период, ч | Эффективный коэффициент диффузии, Д*10 -10 , см 2 ·с -1 |
|---|---|---|---|
| ХС-068 | 0,701 | 112,2 | 0,59 |
| ФЛ-03К | 0,894 | 78,8 | 0,85 |
| ХВ-050 | 5,43 | 66,6 | 0,99 |
| ХС-059 | 7,88 | 57,6 | 1,16 |
Влияние толщины лакокрасочного покрытия на договечность покрытия
Толщина лакокрасочных покрытий, обеспечивающих противокоррозионную защиту, должна быть достаточно большой. Толщина покрытия влияет на скорость проникновения агрессивных агентов к поверхности металла. Поэтому, для условий эксплуатации с различными параметрами агрессивности толщина покртия устанавливается в соответствии со степенью агрессивности среды:
| Агрессивная среда | Рекомендуемая толщина покрытия, мкм |
|---|---|
| Сельская атмосфера | 120 |
| Промышленная атмосфера | 150 |
| Моская атмосфера | 200 |
| Химическая атмосфера | 300 |
Вместе с тем существует мнение, что не всегда наращивание тощины покрытия приводит к повышению его противокоррозионных свойств. При значительной толщине покрытия могут возникать внутренние напряжения, приводящие к расслаиванию. Толщина покрытий должна гарантировать отсутствие капиллярной проницаемости, т.е. быть несколько больше критической толщины покрытия. Для различных условий эксплуатации превышение толщины покрытия сверх критической колеблется в 1,5-5 раз. В идеальном случае этот коэффициент подбирается опытным путем.

Avto.рro расскажет, какие особенности имеет лакокрасочное покрытие и что представляет собой его ремонт.
Подробнее о кузове и используемых материалах
Плеяду кузовных деталей составляют следующие: крыша, капот, днище, панели, бампера, крылья, крышка багажника, пороги и двери. Наиболее распространенным материалом изготовления кузовных деталей является сверхпрочная сталь горячей формовки. Причин использовать именно ее несколько: легкость в обработке, прочность, небольшой вес. В плане веса еще лучше алюминий, однако с ним чуть сложнее работать. К тому же детали из легкового и мягкого алюминия приходится делать более толстые детали. Отличным материалом является также карбон, однако он распространен несильно. Как правило, карбоновыми делают спойлеры, антикрылья и в некоторых случаях бампера, капоты для тюнинга.

Сталь требует качественной антикоррозийной защиты, изготовление деталей невозможна без штамповки. В итоге кузовные детали получаются прочными и недорогими, однако имеют слабые места. В будущем стоит ожидать применение TWIP-стали. Этот сплав содержит в себе до 20% марганца, за счет чего он имеет механизм пластической деформации. Но так как это только будущее, мы поговорим о более актуальных решениях.
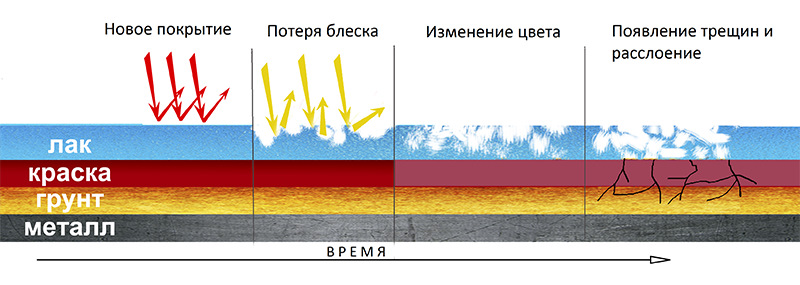
Логика лакокрасочных покрытий состоит в том, что каждый из слоев плотно сцепляется с другим и защищает его от тех воздействий, к которым он не приспособлен. К примеру, даже краска наносится в несколько слоев, дабы ее поверхность была гладкой. Лак добавляет глубины цвета, и вместе с тем продлевает эксплуатацию краски.
Сегодня выделяют следующие группы автокрасок:

Подробнее о причинах коррозии металла
Как видите, появление ржавчины предшествует повреждение лакокрасочного покрытия. Разделяют поверхностную коррозию, от которой не так сложно избавиться, и сквозную коррозию, вследствие которой деталь постепенно деградирует. Теряется прочность, упругость, теряется достойный внешний вид автомобиля. Если следить за качеством покрытия, можно избежать проблем со ржавчиной. А бывает она следующих видов:
— Химическая. По сути, основной вид, от которого идут производные. Ржавчина образовывается даже на идеально гладком металле, если на его поверхность попадают щелочи, вода и кислоты. Ржавление в химически агрессивной среде может усугубляться несколькими фактора, о которых речь и пойдет;
— Механохимическая. Кроме химии, на качество металла влияют и мелкие частицы, оставляющие механические повреждения. Так, например, из-за образования царапин может пойти вглубь детали;
— Электрохимическая. Кроме химии, на металл воздействует смесь воды с электролитами. Такая смесь имеет способность к проведению тока.
Кроме нанесения красок, кузов защищен от коррозии еще несколькими способами. Одним из первых является оцинковка. Второй способ заключается в переходе от стали к алюминию. А вот третий способ заключается в герметизации и обработке антикоррозийными препаратами тех элементов кузова, в которых может скапливаться вода и ее смеси с солями. Особенно тщательно герметизируют пороги.
Какие бывают дефекты лакокрасочного покрытия
Специалисты выделяют дефекты покрытия по причинам их появления:
— Загрязнение. Как вы наверняка знаете, процесс окрашивания требует стерильной чистоты. Если под слой краски попадает пыль, грязь, капли воды, покрытие уже не будет качественным. К примеру, маленькие ямки на ровной поверхности свидетельствует о попадании на поверхность окрашивания или в саму краску силикона или жира. Пыль делает покрытие зернистым;
— Плохо подготовлена поверхность окрашивания. Как следствие, отслаивание, наличие полос под краской, длинные трещины (называются также волосяными), видимость границ ремонта. Причин может быть много: плохая шлифовка, нарушение режима сушки, некачественная чистка поверхности, тонкий/толстый слой шпаклевки;
— Неправильно подготовлена краска и проведено окрашивание. Одним из самых заметных и частых дефектов является шагрень, которая внешне напоминает апельсиновую корку. Причина появления краски кроется в неправильно подобранном разбавителе и настройке краскопульта. Также к дефектам относятся потеки, шероховатая поверхность, полосы, отслаивание лака, матовость, наличие голограмм и несоответствие цветов.

Что же портит краску
Главным врагом красок является дорожным абразив. Пыль – враг не такой уж страшный. Чего не скажешь о гравии и мелких камешках с дорог. В идеале покрытие должно быть устойчивым к механическим повреждениям. Конечно, современные краски очень хороши, но полной защищенности от внешних угроз они не имеют. Так что наш главный враг: твердые частицы, способные стереть или поцарапать краску. К слову, встретить их можно не только на дороге. Неправильная мойка тоже может испортить покрытие.
Нельзя не забывать и о других угрозах:
Способы защиты покрытия
Существует несколько способов сохранить краску и даже улучшить внешний вид автомобиля. Мы будем двигаться от самых простых и дешевых к более дорогим и сложным.
Воск. Один из самых старых и известных способов сохранить лакокрасочное покрытие авто. Воск делает поверхность глянцевой и скрывает мелкие царапины. К тому же обработанная им поверхность не так боится воды, насекомых и смол. Желательно наносить воск сразу после мойки. Сделать это можно и самостоятельно.

Виниловая пленка. Это не только защитная мера, но и один из способов создать эффектный дизайн без применения аэрографии. К тому же винил относительно дешев. Главный недостаток пленки кроется в том, что она не обеспечивает почти никакой защиты от механических воздействий. Не боится он разве что мелкого песка и пыли. Однако, виниловая пленка может стать барьером от автохимии, воды, смол и насекомых. Главный аргумент против винила: он может сниматься вместе с краской, так как усаживается на тонкий слой клея.
Полиуретановая пленка. Иногда ее называют броней. И действительно: даже тонкая прослойка полиуретана между кузовом и внешней средой защитит автомобиль даже от мелких камней. Как показывает практика, на автомобиле с такой пленкой при неаккуратной парковке может не остаться ни единого следа. Защитить такой пленкой можно также стекла и зеркала. Если следить за ее чистотой, она никак себя не выдаст – слой настолько тонок, что едва ли визуально делает краску даже на полтона темнее.
Жидкая резина. Отличный выбор для любителей экстравагантного дизайна. Не будем баснословны, взгляните сами как преобразился автомобиль:

На ощупь резина мягкая и податливая, а вот на практике гарантирует амортизацию даже мелких камней. К тому же, ее легко снять даже без применения специнструментов. Жидкая резина – излюбленное покрытие нечестных перекупщиков автомобилей. Они прикрывают ей недостатки покрытия, ржавчину и мелкие сколы.
Жидкое стекло. Это синтетический материал, который обеспечивает высочайшую защиту лакокрасочного покрытия. Прозрачен, после полировки начинает сиять. Наносить его несколько трудно: поверхность сначала нужно очистить, обезжирить и отполировать, после чего нанести одним слоем раствор жидкого стекла. Приятный бонус: покрытие из жидкого стекла гидрофобно, то есть на нем не собирается вода. Служит в среднем полгода.
Керамика. Также называют нанокерамикой. Самое современное решение. С таким покрытием автомобиль хорошо защищен от внешних воздействий, собирает меньше грязи и пыли. Керамики может прослужить до 3 лет практически вне зависимости от того, как часто вы посещаете автомойку. Наносится в 3-10 слоев.
Одним из самых элементарных способов защитить краску является нанесение воска. Это недорого, это быстро. Если вы не гонитесь за дизайном или ваши средства стеснены, все же стоит периодически наносить воск на кузов вашего автомобиля. В целом, так вы только сэкономите, поскольку воск относится к недорогим расходником, а восстановление лакокрасочного покрытия может влететь в копеечку. Керамика, жидкое стекло, резина и различные пленки – выбор тех, кто привык тратить много денег на содержание своего транспорта. Да и в целом приятно, когда пешеходы оборачиваются, дабы рассмотреть ваш автомобиль, правда?
Как восстанавливается поврежденная краска
Восстановление можно разделить на две категории: восстановление геометрии, локальный ремонт с покраской, полной окрашивание. Если с последним все более-менее ясно, то о первых двух есть что рассказать.
1. Восстановление геометрии делается в мастерских. Выполняется так называемая рихтовка. Когда мастер добирается до металла и правит его форму, он наносит антикоррозийное покрытие и опциально ингибиторы коррозии. Для выравнивания поверхности наносят довольно толстый слой шпатлевки, который затем шлифуют и грунтуют. За этим следует нанесение двух-трех слоев краски;
2. Локальные работы требуют большого мастерства. Если с удалением царапин и вздутий все еще просто (поверхность полируется и покрывается воском), то перекрашивание отдельных сегментов является очень сложным процессом. Обычно мастера на время берут себе лючок бензобака, дабы подобрать краску нужного цвета. Если работа была проведена некачественно, то восстановленные сегменты будут напоминать пятна на тон темнее или светлее основного цветового решения автомобиля.
Поручить восстановление краски можно только высококвалифицированным мастерам. Они узнают цветовую кодировку авто, заглянув в каталог производителя, и возьмут, как и было описано выше, лючок бензобака. Дальнейшая их работа будет связана с нанесением антикоррозийной защиты, шпатлеванием и грунтованием поверхности, нанесением красок и лаков, а также полировкой.
Все необходимое для лакокрасочных работ предлагают следующие фирмы: Standox (Германия), SIA (Швейцария), Reoflex (Китай), а также вышеупомянутые фирмы.

Дешевые аналоги брать не советуем. Некачественное покрытие слишком быстро изнашивается, не всегда выдерживает воздействия высоких или низких температур, может оказаться слишком матовым или глянцевым.
Учимся покупать достойный автомобиль
Наверняка многие думали над тем, стоит ли брать автомобиль на различных автобазарах. Если верить статистике, в мире происходит более миллиона ДТП ежегодно. С вероятностью 77% первый автомобиль, на который вы обратите внимание, бывал в аварии. А значит, его кузовные детали были смяты и затем заменены/восстановлены, лакокрасочное покрытие также восстанавливалось, электроника и отдельные узлы заменены полностью. Так как мы говорили об автокрасках, заострим внимание только на них.
При осмотре настоятельно рекомендуем помнить о следующем:

Не забывайте также обращать внимание на состояние сварных швов (они ровные и не бросаются в глаза), а также на лючок бензобака. Если продавец настроен серьезно, еще на стадии ремонта он проследил за приведением автомобиля в порядок.
Вывод
Лакокрасочное покрытие – не только элемент дизайна. Это серьезная его защита от множества внешних угроз и своеобразных индикатор. Внимательно изучив автомобиль, вы сможете узнать о его владельце и об особенностях эксплуатации в прошлом.
Не советуем экономить на краске и дополнительной защите. Во-первых, ваш железный конь будет радовать глаз вам и прохожим долгое время. Во-вторых, нанесение нового покрытия – ситуация по-своему неординарная и требующая больших затрат, которых можно избежать. Основная мысль: соблюдайте правила дорожного движения, эксплуатации и хранения машины, и вам, скорее всего, не придется ломать голову над восстановлением поврежденной краски.
Читайте также: