
Перечислите ежедневные обязанности сварщика в подготовке полуавтомата к работе
Обновлено: 30.06.2024
Чтобы правильно варить сварочным полуавтоматом, сварщик должен обладать достаточными знаниями в этой области и уметь их правильно применять.
Во-первых, он должен знать основы производства сварочных работ, уметь производить подготовку металла и свариваемых деталей, правильно выбирать и устанавливать на сварочном полуавтомате необходимые для сварки режимы, выполнять пробные сварки и уметь оценивать полученные результаты.
Во-вторых, он должен знать конструктивные и технологические особенности своего сварочного полуавтомата и все его достоинства и недостатки. Он должен научиться выбирать сварочное оборудование для своих целей (а для этого необходимо знать, хотя бы в самых общих чертах, какие, вообще, существуют полуавтоматы и на что они способны) и расходные материалы для каждого конкретного вида сварки, т. е. что и каким оборудованием максимально эффективно можно варить. Следует научиться это оборудование правильно использовать.

В-третьих, сварщик должен активно применять полученные знания на практике, и полученный опыт позволит ему научиться правильно варить с помощью полуавтомата и получать высококачественные швы.
Предлагаемая вашему вниманию статья поможет вам выполнить первую и вторую части задачи и, во всеоружии, подойти к третьей.
Cварочный полуавтомат
Сварочный полуавтомат предназначен для выполнения дуговой сварка с помощью плавящегося электрода (в полуавтоматах в качестве электрода используется алюминиевая или стальная проволока) в защитной среде. Он имеет в своём составе механизм, подающий в автоматическом режиме сварочную проволоку в рабочую зону (к точке сварки). Сварщик вручную перемещает электрод с требуемой скоростью и осуществляет сварку.
- при такой организации процесса сварки возрастает производительность труда;
- значительно улучшается качество сварочного шва;
- увеличивается защищённость шва от ржавчины и т. п.
Кроме того, стало возможным производить ювелирную сварку очень тонких металлов.
Комплектация сварочного полуавтомата

Схема сварочного инверторного полуавтомата.
В состав сварочного полуавтомата входят:
Виды сварочных полуавтоматов
По способу защиты создаваемого сварочного шва, полуавтоматы делятся на несколько технологических видов выполнения сварки:
- под слоем флюса;
- в защитных газах;
- при помощи порошковой проволоки.
Следует заметить, что полуавтоматы для сварки под слоем флюса в настоящее время применяются редко. Наиболее распространены полуавтоматы для сварки в защитных газах. В том числе, полуавтоматическая сварка порошковой проволокой, как правило, производится, так же, в защитных газах.
Типы сварочных полуавтоматов
Сварочные полуавтоматы делятся на типы по следующим признакам:
- однокорпусные. В этой конструкции все основные узлы находятся в одном корпусе;
На что следует обратить особое внимание при выборе сварочного аппарата
При выборе сварочного полуавтомата, обратите особенное внимание на его основные характеристики:
- для выполнения каких работ предназначен полуавтомат и как его возможности перекликаются с вашими потребностями. Если у него не окажется какой-либо из необходимых вам опций, то модернизация, в целом ряде случаев, может оказаться дорогостоящим мероприятием, а иногда – и, вообще, не осуществимым;
- сопоставьте потребляемую сварочником электрическую мощность с возможностями вашего источника электропитания. Перегрузка может привести к выходу из строя генератора или пожару электропроводки.
При выборе сравните различные модели сварочных полуавтоматов и выберите тот, который по своим характеристикам наиболее соответствует предполагаемым у вас сварочным работам. А теперь перейдём непосредственно к сварке.
Предупреждение
К сварке нужно подготовиться:
- сварщик должен иметь специальную экипировку. Сварку можно осуществлять только в сварочной маске, специальной робе и перчатках;
- следует оборудовать рабочее место (убрать всё лишнее, подготовить противопожарные средства и средства первой медицинской помощи).
Подготовка сварочного полуавтомата к работе
Сварочные работы следует начинать с регулировки аппарата. Производим следующие его настройки:
Таблица определения силы тока в зависимости от толщины металла
| Толщина металла, мм | Диаметр свар. пров, мм | Сила тока, А | Напряжение дуги, В | Скорость подачи пров, м/час | Расход защитного газа, л/мин | Вылет электрода, мм |
| 1,5 | 0,8 – 1,0 | 95 – 125 | 19 – 20 | 150 – 220 | 6 – 7 | 10 – 13 |
| 1,5 | 1,2 | 130 – 150 | 20 – 21 | 150 – 200 | 6 – 7 | 10 – 13 |
| 2,0 | 1,2 | 130 – 170 | 21 – 21,5 | 150 – 250 | 6 – 7 | 10 – 13 |
| 3,0 | 1.2 – 1,4 | 200 – 300 | 22 – 25 | 380 – 490 | 8 – 11 | 10 – 13 |
| 4,0 – 5,0 | 1,2 – 1,6 | 200 – 300 | 25 – 30 | 490 – 680 | 11 – 16 | 10 – 20 |
| 6,0 – 8,0 и более | 1,2 – 1,6 | 200 – 300 | 25 – 30 | – | 11 – 16 | 10 – 20 |
Возможны следующие варианты:
После выставления сварочного тока следует отрегулировать скорость подачи сварочной проволоки и расход защитного газа;
Осуществляем проверочную сварку на каком-нибудь куске металла (не забудьте удалить с него всю грязь) и оцениваем настройку. Правильная настройка характеризуется следующими признаками:
- получаем плотный сварочный шов;
- в аппарат подаётся необходимое количество сварочной проволоки и защитного газа.
Выставляем оптимальное значение расхода защитного газа. При его недостатке, сварка получается пористой. Избыточного значения практически (со стандартными сварочными баллоном и редуктором) не существует, но, в этом случае, газ бесполезно уходит в атмосферу и увеличиваются материальные затраты на сварку.
Проверяем качество сварочного шва. Если сварка некачественная, то следует провести дополнительную настройку аппарата.
После выполнения настроек проверяем количество защитного газа в баллоне и приступаем к сварке. Количество газа должно быть достаточным для создания рабочего давления. Рабочим называется давление, которое позволит надежно защитить сварочную ванну в рабочей зоне. Его значение указано в “Инструкции”. Защита должна, кроме того, исключить попадание разреженного воздуха в аппарат.
Сварка
В процессе подготовки к сварке, обязательно следует очистить металл от различных загрязнений, ржавчины, красителей, покрытий и смазки. Для этого используются растворители, механические средства очистки и т. д.
После этого их необходимо совместить друг с другом без зазоров и закрепить при помощи зажимов или креплений на болтах.
В зависимости от выбранного защитного материала, производим одно из следующих действий:
- воронку на сварочнике наполняем сварочным флюсом;
- устанавливаем порошковый электрод;
- открываем доступ защитного газа (вентиль на баллоне и заслонка на сварочнике).

Горелка для полуавтоматической сварки плавящимся электродом:
1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Осуществляем сварку. Наконечник держателя приближаем к поверхности сварочной зоны на расстояние 4 мм и нажимаем кнопку “Пуск” (на держателе), при этом чиркая наконечником по месту сварки. Кнопку держим нажатой до момента поджига дуги, но не более 3 секунд. Происходит поджиг дуги. Механизм подачи проволоки подаёт её в наконечник. Процесс сварки начался. Для его прекращения выполняем все действия в обратном порядке.
Отдельно рассмотрим особенности сварки алюминия.
Дуговая сварка полуавтоматом алюминия
В этом случае в качестве сварочной применяется алюминиевая проволока. Это – мягкий материал, который в процессе подачи может образовывать петли. Для предотвращения этого, при сварке необходимо применять специальное приспособление.
В качестве защитного газа при работе с алюминием используется аргон. Защитный газ должен соответствовать необходимым для выбранного режима сварки техническим требованиям и его количество в баллоне должно быть достаточным для создания рабочего давления.
Особое внимание следует уделить очистке поверхности металла. Очистки по указанной выше методике не достаточно, т. к. поверхность этого металла быстро покрывается прочной окисной плёнкой. Поэтому, подготовку поверхности рекомендуется осуществлять непосредственно перед сваркой. При соблюдении указанных требований, сварка алюминия будет выполнена правильно и вы получите качественный сварочный шов.
Достоинства сварки в углекислом газе
Защита сварного соединения углекислым газом даёт следующие преимущества:
- появляется возможность выполнить небольшой и узкий сварочный шов. Такой шов позволяет приваривать мелкие детали к крупным металлическим поверхностям. Эта возможность актуальна, например, при кузовном ремонте автомобилей. В этом случае, при сварке повреждается лишь небольшой узкий слой лакокрасочного покрытия, а это значительно сокращает трудоёмкость и материальные затраты на последующие отделочные работы;
- возможна высокая скорость подачи сварочного электрода (проволоки). Это значительно повышает производительность труда, снижает продолжительность сварочных работ и, как следствие, повышает прибыль;
- получаемый сварочный шов имеет высокое качество и высокие прочностные характеристики;
- возможно получать сварные соединения различной толщины;
Кроме того, из всех используемых при сварке защитных газов, углекислый – является самым доступным, и обучение рабочих сварке в среде углекислого газа не является продолжительным.
Сварка порошковой проволокой и под флюсом
Если сварочные работы выполняются сравнительно редко, то экономически не выгодно приобретать баллон для углекислого газа со всеми его комплектующими (транспортная тележка, рукав, редуктор и т. п.), да ещё его и обслуживать (хранение, проверка, перезарядка и т. д.). В этом случае целесообразно применять порошковую сварочную проволоку или осуществлять сварку под флюсом.
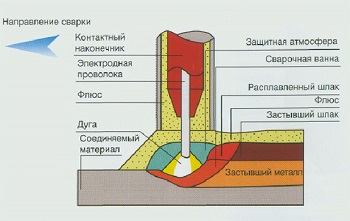
Сварка под флюсом.
Порошковая сварочная проволока представляет собой стальную трубку, внутри которой находится флюс. В процессе сварки флюс сгорает и создаёт в свариваемой зоне облачко защитного газа. Оно и защищает сварной шов. Подробнее о порошковой сварочной проволоке.
Жидкий флюс, при необходимости его использования, наливается в предназначенную для него в корпусе сварочного аппарата воронку. При его сгорании в рабочей зоне образуется, такое же, как указано выше, облачко защитного газа.
Следует иметь ввиду, что при защите порошковой сварочной проволокой и жидким флюсом сварку необходимо выполнять прямым током.
Рассмотрим особенности правильной сварки на сварочном полуавтомате часто встречающихся элементов конструкций.
Способы правильной сварки полуавтоматом
Существуют два основных способа сварки полуавтоматом:
- сварка встык. Производя сварку тонкого листа таким способом, не надо убирать фаску (её следует обязательно снимать, если толщина металла больше 2 мм). До начала сварки необходимо выполнить точную подгонку деталей. После подгонки не должны остаться зазоры между их краями. Если не выполнять подгонку, то могут возникнуть деформации деталей и поверхности металла, к которой их будут приваривать. Сварку встык используют в тех случаях, когда требуется высокая точность сварки. Например, при замене не всей, а только части какой-либо детали. Для этого выполняют сварку встык сплошным швом, а затем – следует зачистка. Обращаем внимание, что соединение металла, имеющего большую толщину, выполняют сплошным точечным швом (что это такое – смотри ниже). При качественной сварке после зачистки, зачастую, не приходится даже производить шпаклевку. Эта операция является достаточно сложной, и её могут выполнять только опытные сварщики;
- сварка внахлест. При такой сварке одну часть металла накладывают на другую. При этом не требуется точная подгонка кромок (например, при наложении заплат) и эту операцию, в отличие от описанной выше, могут выполнять не имеющие большого опыта сварщики.
Виды сварных швов
Существуют следующие виды сварных швов:
- точечные;
- сплошные;
- сплошные прерывистые.

Точечный шов представляет собой сварочные точки, которые расположены на определенном расстоянии друг от друга: от 1 мм до нескольких десятков миллиметров. Это шов создаёт пластичное соединение.
Сплошной шов состоит из точек, которые находятся рядом друг с другом, касаются друг друга или даже заходят одна на другую. Его часто используют при сваривании встык деталей, имеющих различную толщину. Такой шов обеспечивает высокую прочность, но у него отсутствует эластичность соединениям. Сплошной шов используют, например, для сварки баков для воды, которые устанавливаются в бане, или при сварке металлоконструкций из стального профиля.
Сплошной прерывистый шов – это чередование сплошных участков шва и промежутков. Длину промежутков и сплошных участков определяет сварщик (в зависимости от стоящей перед ним задачи). Таким швом сваривают различные силовые элементы конструкции.
Сварка вертикального шва
При выполнении вертикального шва, тепло, по законам физики, перемещается вверх. Поэтому, горелку сварочного аппарата следует вести по направлению вниз. Рекомендуется наклонять её слегка кверху. Это будет способствовать сохранению тепла в сварочной ванне. Перемещать горелку следует настолько быстро, чтобы опережать перемещение раскалённого металла. Сварочная проволока при выполнении вертикальной сварки должна находиться в передней части ванны.
Возникающие при сварке на полуавтомате проблемы и пути их устранения
При выполнении сварочных работ на полуавтомате могут возникнуть следующие проблемы:
Первые два параметра можно и нужно отрегулировать. С электрическим напряжением сложнее. Если источником электропитания служит бензогенератор (или аналогичное устройство), то следует повысить выходное напряжение. Если питание от электросети, то следует проверить напряжение в ней без нагрузки и под нагрузкой. Обнаружение большой разницы говорит о том, что этой электросетью пользоваться для сварки нельзя (она имеет недостаточную мощность или, банально, неисправна). Продолжение эксплуатации может привести к пожару.
Заключение
Полезное видео
В заключение, рекомендуем посмотреть видеоролик о правильной сварке на полуавтомате.
Читайте также: