
На каком расстоянии от стыка сварщик обязан выбивать или наплавлять клеймо
Обновлено: 04.07.2024
Клеймо сварщика – это устройство, которое применяется для постановки уникального личного оттиска рядом со сварным швом. Оно используется на конструкциях повышенной ответственности. Ставить подобный оттиск может только специалист, прошедший аттестацию НАКС. Клеймением неразъемного соединения он подтверждает свое авторство и ответственность за качество выполненной работы.
- Аттестация сварщиков и других специалистов, работающих в данной сфере.
- Подготовка методических пособий.
- Доработка нормативной и справочной документации.
- Набор сотрудников для проведения экспертиз.
- Консультации проведения ответственных работ.
Сварщику, у которого есть удостоверение НАКС, разрешается работа на опасных объектах. Он получает зарплату намного большую, чем сотрудники аналогичного профиля, не имеющие такого допуска.
В НАКС предлагается несколько видов аттестации:
- Для сотрудников. Обучение и сдача экзаменов могут быть, как добровольными, так и обязательными, по приказу работодателя.
- Для предприятий. НАКС может повысить свои требования к организации, если она, например, серьезно меняет технологию или запускает крупный проект.
- Для сварочного оборудования.
Аттестация НАКС может быть первичной, повторной или внеочередной.
Клеймо
Личное клеймо делается в виде стержня (L = 110 мм) из инструментальной стали прочностью 50-60 HRC и выше. Его сечение может быть квадратным или круглым. Одна сторона, со скошенными фасками, имеет на торцевой поверхности выпуклые цифры и буквы в зеркальном отражении – это информативная часть изделия. Вторая – ударная. Если приставить клеймо первой частью к металлической трубе, а ко второй сильно приложиться молотком, то на поверхности появится оттиск – прямое изображение, с зашифрованной информацией о сварщике. Параметры отпечатка регламентируются ГОСТ 25726-83.
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия. Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций. Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.

Информация
Буквы и цифры, которые выбиваются на сваренной детали после окончания работы, представляют собой зашифрованные персональные данные сварщика: фамилию, имя, отчество, дату рождения. Это необходимый минимум, может быть и другая информация.
Символы на информативном торце могут располагаться по-разному: в одну или две строки, в рамке или без нее.
Приказ о присвоении личных клейм сварщикам
Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение. Вид и шифр В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки. Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера.
Профессиональный ресурс для специалистов по сварке и неразрушающему контролю
Где ставить?
Личное клеймо сварщик, прошедший аттестацию НАКС, обязан ставить на особо важных конструкциях, относительно которых предъявляются высокие требования по безопасности и надежности. Это, чаще всего, трубопроводы котельных, газовых пунктов, подъемники, транспортировочные механизмы, оборудование нефтегазовой отрасли и др.
Поверхность металла, на которой ставится отпечаток, должна быть толщиной более 6 мм. Если меньше или арматура – клеймо выбивать не обязательно. После постановки оттиска, сотрудник заполняет журнал сварочных работ. А также – протокол испытания швов.
Место простановки отпечатка указано технологическими нормативами. Если таковых нет – не ближе 40 мм от границы. Если работало несколько сварщиков, то каждый из них обязан поставить личное клеймо в начале и конце шва.
В сложных конструкциях или трубах сварка нередко выполняется с двух сторон, наружной и внутренней. Оттиск делается только на наружной. Если, в указанном случае, работало два специалиста, то их отпечатки ставятся дробью. В числителе будет клеймо того человека, который работал снаружи, а в знаменателе – внутри.
После работы над кольцевым швом, отпечаток делается там, где он пересекается с продольным. На очень длинном шве клеймо ставится вначале, а потом с повторением через каждые два метра.
Чтобы долго не искать место клеймения, его обозначают (обводят) несмываемой краской ярких цветов. Отпечаток надо делать аккуратно, так, чтобы буквы и цифры были хорошо различимыми.
Личное клеймо сварщика — как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Согласно п. 8 ФНП «Сварка на ОПО, после присвоения шифров клейм на аттестации, они закрепляются за сварщиками приказом по организации, выполняющей сварочные работы.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Как получить?
Процесс получения клейма сварщика состоит из двух этапов:
- Аттестация в НАКС. Чтобы получить право на ее прохождение, надо иметь определенный стаж. Экзамен состоит из теоретической и практической части.
- Учреждение, где работает сотрудник, издает приказ о присвоении работнику, по итогам аттестации, личного клейма. Документ составляется в произвольной форме. В большинстве случаев, там указываются типы металлических сварных конструкций, на которых надо ставить оттиск. Кроме того, нередко указываются дополнительные функции данного специалиста.
Личное клеймо сварщика выдается вместе с удостоверением, официально подтверждающим законность его получения.
Клеймо сварщика, полученное по итогам аттестации в Национальном агентстве контроля сварки

Любой аттестованный сварщик, выполняющий работу с различными металлическими изделиями, обязан идентифицировать все сварные швы, которые он выполняет. Данное действие предусмотрено для того, чтобы в полном объеме идентифицировать все произведенные конкретным сварщиком сварные швы и стыки. С 2014 года в качестве такого обязательного идентифицирующего элемента следует рассматривать специальный металлический инструмент, именуемый клеймом сварщика.
Понятие клейма сварщика и как его получить
Клеймо сварщика – идентификатор всех аттестованных в соответствии с требованиями Национального агентства контроля сварки сварщиков, который присваивается после прохождения таким сварщиком всего комплекса аттестационных мероприятий.
Само клеймо представляет собой металлический стержень, относимый к ручному инструменту, на котором в зеркальном порядке наносится буквенно-цифровое обозначение данных о сварщике на основании результатов его аттестации в Национальном агентстве контроля сварки. Форма клейма сконструирована таким образом, что на одной стороне размещается сам буквенно-цифровой шифр, а с помощью другой стороны выполняется удар, что позволяет делать на свариваемых изделиях рельефное обозначение клейма для последующей идентификации стыка или шва.
Ставить данное клеймо должны все аттестованные сварщики, которые выполняют работы на опасных производственных объектах. Выдается данное клеймо вместе с удостоверением по итогам аттестации.
клейма
Клеймо присваивается сварщику, как уже говорилось выше, в случае успешного прохождения всего комплекса аттестационных мероприятий. Данные присвоенного клейму шифра вносятся в приказы о присвоении клейма в организации, где трудится сварщик, с целью исключения возможной путаницы при идентификации выполненных швов.
шифра клейма может быть сформирован двумя путями:
- на основании первых букв фамилии и имени с использованием дополнительного цифрового обозначения, сгенерированного в автоматическом режиме. В этом случае клеймо будет иметь буквенно-цифровое обозначение;
- цифровое сочетание, которое генерируется автоматически с помощью специальной программы. Такое клеймо будет являться полностью сгенерированным и уникальным, так как в программе данные о нем сохранятся, и повторение его будет невозможным.
При составлении приказа о присвоении клейма в него должны быть внесены следующие сведения:
сваривание стыков смежных с фланцевым соединением следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
3.14. При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
3.15. Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
3.16. Защиту стальных и железобетонных трубопроводов от коррозии следует осуществлять в соответствии с проектом и требованиями СНиП 3.04.03-85 и СНиП 2.03.11-85 .
3.17. На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в СНиП 3.01.01-85* следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров и выполнение уплотнений стыковых соединений, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением и др.
3.18. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80.
3.19. Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
3.20. По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20% толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой "катушки" длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5% диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5% диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80;
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.29. Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 - 50 мм от стыка со стороны, доступной для осмотра.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50°С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20°С - при применении труб из углеродистой стали с содержанием углерода не более 0,24% (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10°С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24%, а также труб из низколегированной стали с толщиной стенок свыше 10 мм.
При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать не ниже вышеуказанной, или осуществлять подогрев на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже 200°С.
После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их после сварки асбестовым полотенцем или другим способом.
3.31. При многослойной сварке каждый слой шва перед наложением следующего шва должен быть очищен от шлака и брызг металла. Участки металла шва с порами, раковинами и трещинами должны быть вырублены до основного металла, а кратеры швов заварены.
3.32. При ручной электродуговой сварке отдельные слои шва должны быть наложены так, чтобы замыкающие участки их в соседних слоях не совпадали один с другим.
3.33. При выполнении сварочных работ на открытом воздухе во время осадков места сварки должны быть защищены от влаги и ветра.
операционный контроль в процессе сборки и сварки трубопровода в соответствии с требованиями СНиП 3.01.01-85* ;
проверку сплошности сварных стыков с выявлением внутренних дефектов одним из неразрушающих (физических) методов контроля - радиографическим (рентгено- или гаммаграфическим) по ГОСТ 7512-82 или ультразвуковым по ГОСТ 14782-86 .
Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10% общего числа стыков, подлежащих контролю.
3.35. При операционном контроле качества сварных соединений стальных трубопроводов следует проверить соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, качества сварочных материалов, подготовки кромок, величины зазоров, числа прихваток, а также исправности сварочного оборудования.
3.36. Внешнему осмотру подлежат все сварные стыки. На трубопроводах диаметром 1020 мм и более сварные стыки, сваренные без подкладного кольца, подвергаются внешнему осмотру и измерению размеров снаружи и изнутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Качество сварного шва по результатам внешнего осмотра считается удовлетворительным, если не обнаружено:
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.

Назначение
Клеймо сварщика – это устройство, которое применяется для постановки уникального личного оттиска рядом со сварным швом. Оно используется на конструкциях повышенной ответственности. Ставить подобный оттиск может только специалист, прошедший аттестацию НАКС. Клеймением неразъемного соединения он подтверждает свое авторство и ответственность за качество выполненной работы.




Клеймо сварщика. Где и зачем ставится?

Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены. Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика. Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
Для чего необходимо клеймо сварщика?
Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий. Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно – этим занимается проверяющая комиссия.
Вовремя выявленный дефект позволяет избежать огромных трат, связанных с деформацией и с обрушением металлоконструкций.
Поэтому, при выполнении работ, связанных с наплавкой, сваркой на опасных производственных объектах, каждый сварщик обязан ставить рядом с выполненной работой свой шифр – клеймо, которое позволяет быстро определить кому принадлежит работа с выявленным нарушением.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года. До этого времени идентификационные номера уже широко применялись, однако не было единой базы, по которой можно было бы узнать всю необходимую информацию о сварщике: должность, дата аттестации, вид деятельность, область аттестации.
Вид и шифр клейма
Клеймо сварщика представляет собой металлический стержень, который изготавливается из инструментальной стали твёрдостью закалки 55-60 HRC. Стержень, одна сторона которого плоская, а другая с выгравированным изображением, подвергается удару, на месте которого образуется чёткий рельеф.
После документального утверждения шифра каждому работнику, организация должна предоставить ударные клейма. В некоторых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Шифр клейма закрепляется за сварщиком – это позволяет избежать путаницы, которая может возникнуть в будущем.
- Аттестация сварщиков и других специалистов, работающих в данной сфере.
- Подготовка методических пособий.
- Доработка нормативной и справочной документации.
- Набор сотрудников для проведения экспертиз.
- Консультации проведения ответственных работ.
Сварщику, у которого есть удостоверение НАКС, разрешается работа на опасных объектах. Он получает зарплату намного большую, чем сотрудники аналогичного профиля, не имеющие такого допуска.
В НАКС предлагается несколько видов аттестации:
- Для сотрудников. Обучение и сдача экзаменов могут быть, как добровольными, так и обязательными, по приказу работодателя.
- Для предприятий. НАКС может повысить свои требования к организации, если она, например, серьезно меняет технологию или запускает крупный проект.
- Для сварочного оборудования.
Аттестация НАКС может быть первичной, повторной или внеочередной.
Документы для прохождения
Чтобы попасть в число претендентов на повышение квалификации в центре НАКС надо подготовить следующий пакет документов:
- заявка именная или от руководства предприятия;
- документы об образовании сварщика или же смежных профессий;
- заверенное свидетельство о специальной подготовке по указанной профессии;
- подробная информация о стаже работы в сфере использования сварочных работ или выписка из трудовой книжки, заверенная начальником отдела кадров предприятия или организации;
- копии документов о сдаче нормативов по технике безопасности проведения сварочных работ;
- справка 086/у о состоянии здоровья;
- квитанция об оплате услуг центра.
После этого происходит зачисление в состав группы для получения теоретических знаний и практики сварочных работ разной сложности, что зависит от уровня подготовки, с последующей сдачей экзаменов и проверке полученных навыков по выбранной профессии. По окончании учёбы выдаётся номерное удостоверение, в котором делаются запись о присвоении очередного разряда, указывается допуск к видам сварки и многое другое.
В интернете периодически появляются предложения купить документ о присвоении определённой квалификации сварщика НАКС, но важно помнить, что эти подделки не пройдут официальной проверки в реестре системы.
Клеймо
Личное клеймо делается в виде стержня (L = 110 мм) из инструментальной стали прочностью 50-60 HRC и выше. Его сечение может быть квадратным или круглым. Одна сторона, со скошенными фасками, имеет на торцевой поверхности выпуклые цифры и буквы в зеркальном отражении – это информативная часть изделия. Вторая – ударная. Если приставить клеймо первой частью к металлической трубе, а ко второй сильно приложиться молотком, то на поверхности появится оттиск – прямое изображение, с зашифрованной информацией о сварщике. Параметры отпечатка регламентируются ГОСТ 25726-83.

Приказ о присвоении личных клейм сварщикам
Необходимую систему цифр и букв выкладывают на гибкой подложке (например, на небольших отрезках рентгенографической пленки со снятым предварительно эмульсионным слоем и т.п.) и заклеивают прозрачной клейкой лентой. 2.6.
Непосредственно в лаборатории может быть подготовлено необходимое количество наборов, определяемое числом намечаемых к контролю стыков за рабочую смену, которые включают: Номера стыков набирают непосредственно на месте производства работ по контролю путем укладки соответствующих свинцовых цифр в пеналы или между двумя слоями пластыря или клейкой ленты. Предварительно в пеналы должны быть вложены цифры, указывающие номер соответствующей пленки, номера стыков добавляются к ним на месте контроля. При повторении одной или нескольких цифр в номерах контролируемых за смену стыков эти цифры также заранее укладывают в пеналы или между слоями лейкопластыря или клейкой ленты. 2.8.
Что такое сварочное клеймо, как оно присваивается и куда наносится
Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством! Для чего нужно клеймо При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом.
Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ.
Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу.
Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика.
Внимание О нем и поговорим сегодня. Что представляет собой клеймо Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC.
Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83. С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое.
Клеймо сварщика: правила присвоения, требования и особенности
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП. Согласно п. 8 ФНП «Сварка на ОПО, после присвоения шифров клейм на аттестации, они закрепляются за сварщиками приказом по организации, выполняющей сварочные работы.
Информация
Буквы и цифры, которые выбиваются на сваренной детали после окончания работы, представляют собой зашифрованные персональные данные сварщика: фамилию, имя, отчество, дату рождения. Это необходимый минимум, может быть и другая информация.
Символы на информативном торце могут располагаться по-разному: в одну или две строки, в рамке или без нее.
Расшифровка
Шифр клейма сварщика сугубо индивидуален. Благодаря этому перепутать работников практически невозможно, даже если на предприятии высокая текучка кадров или привлекаются сотрудники, работающие вахтовым методом. Как правило, такое клеймо должно содержать следующую информацию в зашифрованном виде:
- Фамилия специалиста,
- Его имя и отчество,
- Дата рождения.
Размещение компонентов происходит произвольно в автоматическом режиме, однако встречаются ударные клейма, на которых для идентификации специалиста использованы первые буквы его фамилии. Обратите внимание, что шифр присваивается без права изменения. То есть если работник сменит способ сварки, пройдет повторную или внеочередную аттестацию, его клеймо останется прежним.

Расположение символов на клейме может быть следующим:
- Символы размещены в две строки, рамки не предусмотрено.
- Символы расположены в две строки, имеют рамку.
- Числа, расположенные в одну строку и заключенные в ромб.
- Числа, вмещающиеся в одну строку, обрамленные кругом.
- Числа, расположенные в одной строке и заключенные в квадрат.
- Числа в одну строку без рамки.
Где ставить?
Личное клеймо сварщик, прошедший аттестацию НАКС, обязан ставить на особо важных конструкциях, относительно которых предъявляются высокие требования по безопасности и надежности. Это, чаще всего, трубопроводы котельных, газовых пунктов, подъемники, транспортировочные механизмы, оборудование нефтегазовой отрасли и др.
Поверхность металла, на которой ставится отпечаток, должна быть толщиной более 6 мм. Если меньше или арматура – клеймо выбивать не обязательно. После постановки оттиска, сотрудник заполняет журнал сварочных работ. А также – протокол испытания швов.
Место простановки отпечатка указано технологическими нормативами. Если таковых нет – не ближе 40 мм от границы. Если работало несколько сварщиков, то каждый из них обязан поставить личное клеймо в начале и конце шва.
В сложных конструкциях или трубах сварка нередко выполняется с двух сторон, наружной и внутренней. Оттиск делается только на наружной. Если, в указанном случае, работало два специалиста, то их отпечатки ставятся дробью. В числителе будет клеймо того человека, который работал снаружи, а в знаменателе – внутри.
После работы над кольцевым швом, отпечаток делается там, где он пересекается с продольным. На очень длинном шве клеймо ставится вначале, а потом с повторением через каждые два метра.
Чтобы долго не искать место клеймения, его обозначают (обводят) несмываемой краской ярких цветов. Отпечаток надо делать аккуратно, так, чтобы буквы и цифры были хорошо различимыми.
Когда реестр не выдаёт данные
Мы уже описывали подробно инструкцию, как быстро проверить НАКС по фамилии, но иногда случаются досадные недоразумения, когда на правильно введённые данные о человеке, который совсем недавно окончил курсы повышения квалификации в центре аттестации, система не выдаёт информацию.
Здесь могут произойти такие причины: во-первых, не исключается появление сбоев или ошибок в работе системы, но подобный казус происходит крайне редко; во-вторых, часто пользователи неправильно вводят данные, используя заглавные буквы, забыв сменить регистр; в-третьих, может произойти случайная ошибка при вводе цифр номера удостоверения.
При наличии любой из перечисленных ошибок, компьютерная система не выдаст запрашиваемые данные, поэтому внимательно проверяйте ввод фамилии и чисел, если не получилось, то повторите запрос ещё раз. Отрицательный результат может получиться из-за того, что ещё не прошло две недели со дня окончания курсов и в реестр не поступили данные о запрашиваемом человеке. Подобные задержки допускаются в течение месяца со дня аттестации.
Если же прошли допустимые сроки, а данного сварщика и удостоверения нет в реестре, то это означает, что свидетельство об окончании курсов поддельное.
Такому сварщику надо пройти повторное обучение в центре НАКС, но уже за личный счёт, чтобы официально получить аттестацию.
Как получить?
Процесс получения клейма сварщика состоит из двух этапов:
- Аттестация в НАКС. Чтобы получить право на ее прохождение, надо иметь определенный стаж. Экзамен состоит из теоретической и практической части.
- Учреждение, где работает сотрудник, издает приказ о присвоении работнику, по итогам аттестации, личного клейма. Документ составляется в произвольной форме. В большинстве случаев, там указываются типы металлических сварных конструкций, на которых надо ставить оттиск. Кроме того, нередко указываются дополнительные функции данного специалиста.
Личное клеймо сварщика выдается вместе с удостоверением, официально подтверждающим законность его получения.
Личное клеймо сварщика — как присваивается, где ставится

Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.

Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.

Что представляет собой клеймо
Клеймом принято называть ручной инструмент, выполненный в форме металлического стержня. Изготовлен он из инструментальной стали, прочность которой – 50-60 HRC. Клеймо сварщика изготавливается в соответствии с ГОСТ 25726-83. С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество. Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!

Для чего нужно клеймо
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ. Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Где и когда ставят клеймо

Где именно принято ставить клеймо? В первую очередь на следующих конструкциях: металлические швеллеры и балки; потолочные основы; можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров. После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
Как ставят клеймо
Каждый аттестованный сварщик должен знать, как правильно наносить клеймо. Его принято ставить на расстоянии 20-50 миллиметров от кромки сварочного шва. Необходимо ставить клеймо с наружной стороны. В том случае, если швы наружной и внутренней сторон завариваются разными специалистами, клейма ставятся с наружной стороны – через дробь. Числитель – это клеймо специалиста, сваривавшего детали с наружной стороны, знаменатель, в свою очередь, - сварщик внутренней стороны.
У швов продольных знак сварщика необходимо располагать в начале шва и в его конце. Важно соблюдать расстояние в 100 миллиметров от кольцевого шва. Если сварщик выполнял кольцевой шов, он выбивает клеймо в месте пересечения кольцевого шва с продольными. Через каждые два метра клеймо повторяется. Стоит отметить, что на каждом таком шве должно быть не менее двух пометок. Место клеймения каждого шва нужно заключать в хорошо различимую рамку из несмываемой краски.

Еще один пункт Федеральных норм и правил гласит: если все сварные работы на объекте проводит один сварщик, указывать идентификационный шифр на каждом соединении не нужно. Хватит и одного клейма, расположенного в доступном для осмотра месте. В то же время, если над одним сложным соединением работали несколько специалистов, каждый должен оставить свой шифр.
Важная информация
При постановке клейма сварщик не имеет права образовывать на изделиях наклепки, подкалку, уменьшать толщину изделия. А сам оттиск должен быть аккуратным, легко читаться – даже на протяжении долгого срока эксплуатации.
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, - процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства. Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания. Только после этого вместе с аттестационным удостоверением сварщику выдается шифр клейма. Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Приказ о присвоении клейма сварщику: образец, форма
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
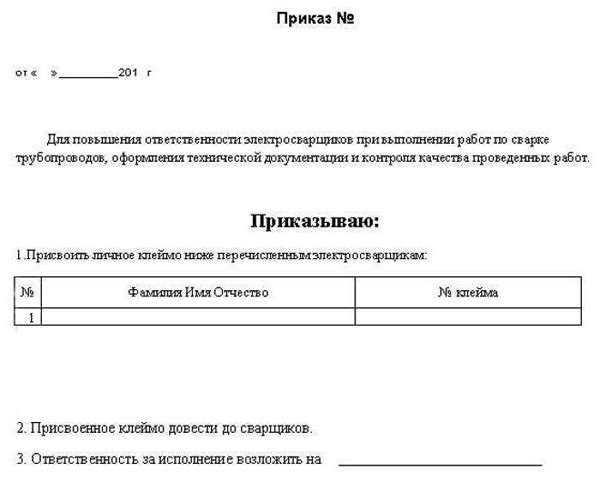
Ничего сложного, как видите. Кроме того, приказ о присвоении персонального клейма обычно пишется в свободной форме. В нем могут указываться виды свариваемых конструкций, другие полномочия сварщика.
Читайте также: