
Как правильно осуществлять сварку электродом
Обновлено: 28.06.2024

Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия

Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты

Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.

Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления. Шлак затем отбивают при помощи молотка.
Как научиться варить

В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь. Но при некоторых работах используют обратную полярность.
Процесс электросварки

После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
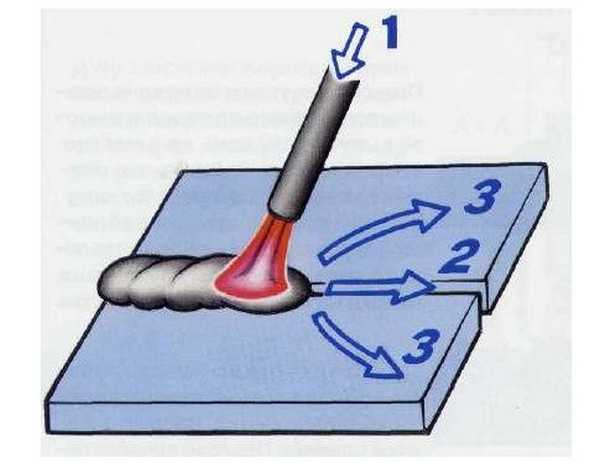
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.

Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:

- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.

Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
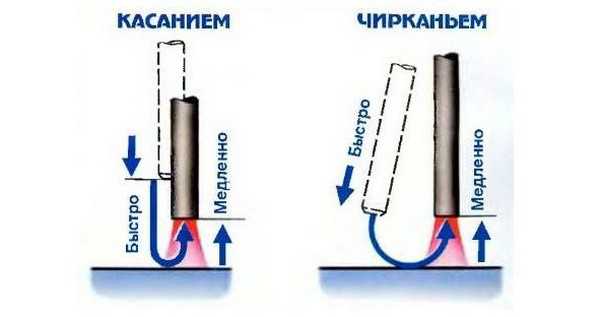
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.

Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
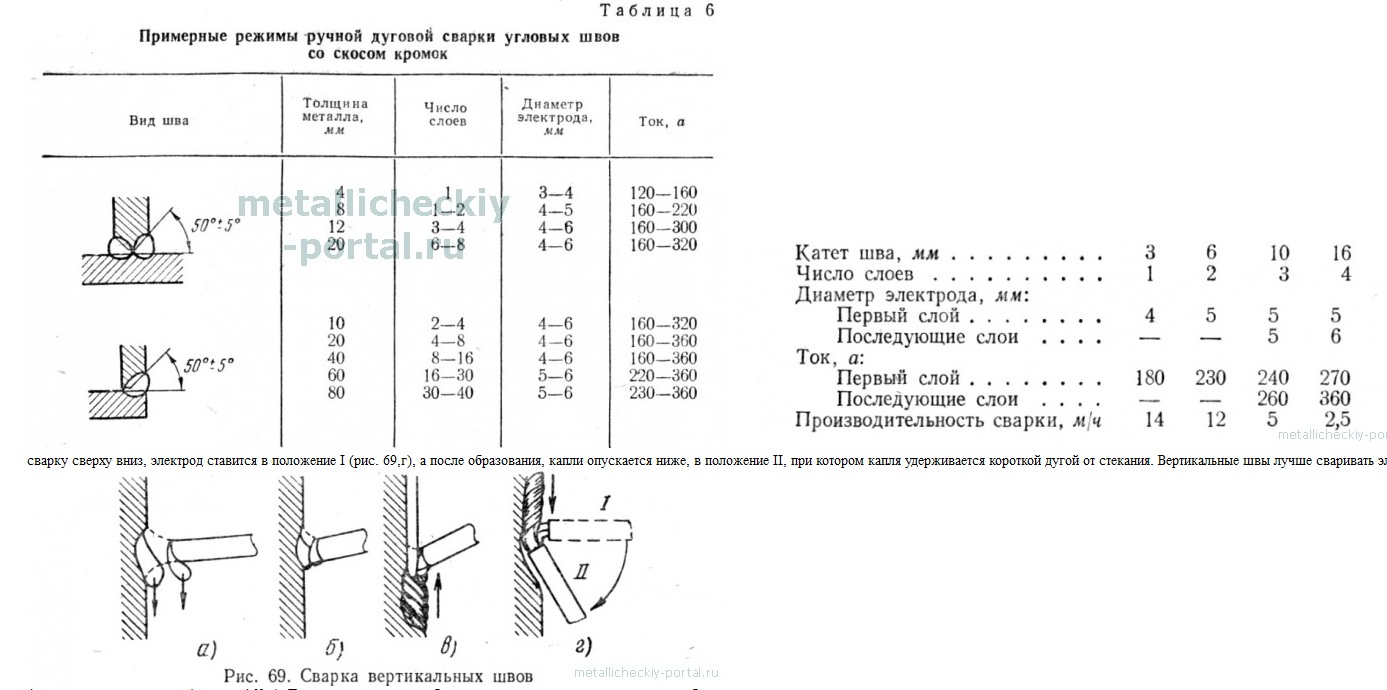
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
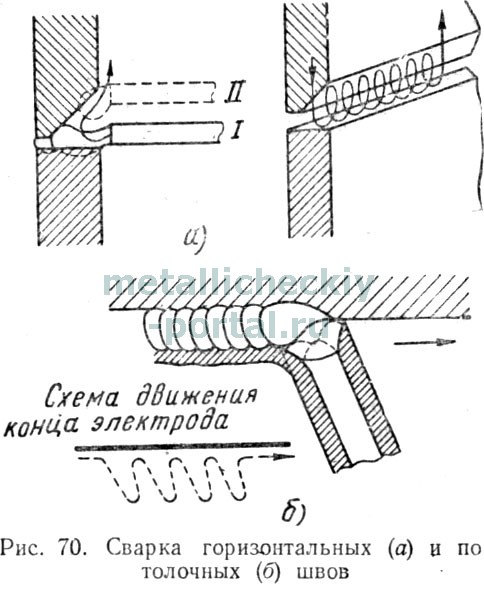
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
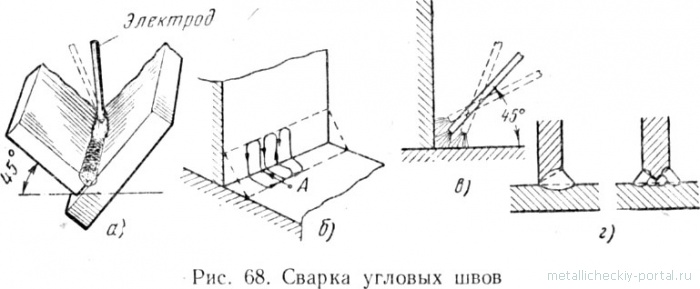
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
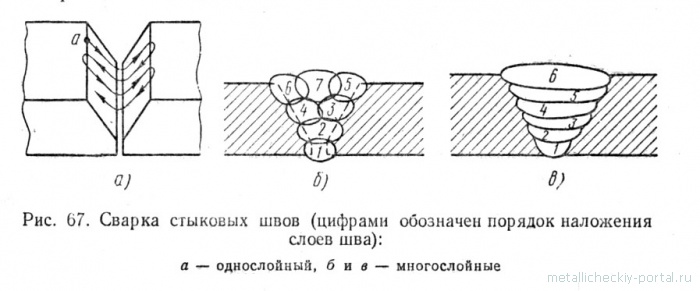
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.

Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.
Лучший способ научиться варить — это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться.
Подготовка к сварке
Чем нужно укомплектоваться
Экипировка
Высоковольтные провода
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.
Переноска
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм 2 . Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент
Электроды
Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод). Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Работа со сварочной дугой
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
1. Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).
2. Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
3. Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.
4. Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. Положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
6. Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
7. Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.
Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.

Как правильно варить электросваркой
Сегодня электросварка встречается практически в каждой отрасли. Незаменима сварка и в быту. Однако не все могут варить электросваркой из-за отсутствия опыта и необходимых знаний, поэтому часто прибегают к услугам сварщиков.
Как бы там ни было, но навык работы со сваркой можно получить и самостоятельным путем, если читать интересную литературу про сварку и все время практиковаться. Только оттачивая свое мастерство, можно получить так необходимый навык, который поможет не только варить электросваркой для себя, но ещё и зарабатывать деньги на этом.
Научиться варить электросваркой несложно, однако нужно разобраться с основными нюансами, и только после этого переходить к самому процессу.
Как правильно варить электросваркой
Абсолютно любой процесс требует подготовки. Не обходятся без этого и электросварочные работы, для осуществления которых необходимо будет иметь следующие материалы с оборудованием:
Итак, после того, как все подготовлено для электросварки, можно приступать к самому сварочному процессу.

При этом не стоит забывать о технике безопасности во время электросварки. Рядом с местом, где будут осуществляться сварочные работы не должно находиться легковоспламеняющихся веществ и предметов, а помещение должно иметь хорошую вентиляцию.
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.

Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.

Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
С помощью сварки металла можно решить множество задач по дому. Особенно актуально это в частных домах, на даче, в процессе ремонта и оформления участка. Стройка без привлечения специалистов требует умений и определенных навыков. Именно поэтому, нужно учиться правильно пользоваться сварочным аппаратом. В обзоре мы разберем, как правильно варить сваркой самостоятельно, и что для этого нужно.
Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.

Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Электрод для сварочного аппарата: как выбрать
Электрод - это металлическая проволока со специальным покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Разделяют расходные и не расходуемые электроды.

Дуговая сварка подразумевает применение электродов, которые расходуются. Простыми словами, в процессе нагрева электрод плавится вместе со швом. Вольфрамовые электроды для сварки инертным газом – это альтернативный вариант, который не плавится и не становится частью сварочного шва. При дуговой сварке металлическим газом сварка электродов осуществляется непрерывно. Если вы выбираете метод сварки порошковой проволокой, нужно регулярно дополнять электроды.
При выборе электрода важно оценить специфику сварочных работ. Между собой изделия отличаются:
- уровнем прочности;
- степенью тягучести;
- антикоррозийной устойчивостью;
- качеством металла;
- полярностью;
- сварочным положением.
Электрод бывает легкого и тяжелого покрытия. Они отличаются тем, что для обработки легких электродов используют кисти или распыление. Для тяжелых покрытий применяют минералы, целлюлозу или комбинированные составы. Тяжелые электроды актуальны для сварки твердых поверхностей. Например, чугунных деталей или стальных.






Варить сваркой самостоятельно: что для этого нужно?
Без сварочного аппарата даже не стоит начинать сварочные работы. Альтернативных инструментов, с помощью которых можно было бы соединить металлические конструкции, не существует.
Существует несколько видов сварочных, которые вы можете приобрести для домашнего использования:
- Генератор. Он самостоятельно вырабатывает электрическую энергию, которая приходится на поддержания работы дуги. Его не всегда удобно использовать из-за массивных габаритов. То есть, если нужно использовать сварочное в ограниченном пространстве, выполнить работу будет сложно или даже невозможно. Плюс генератора – возможность работы без источника тока.
- Трансформатор. Для сварки нужен источник тока. Оборудование перерабатывает его под нужные частоты. Управление трансформатором достаточно простое и не требует определенных навыков. Проблемы могут возникнуть только при изменении напряжения в сети. При возможности установите стабилизатор напряжения.
- Выпрямитель. Сварочный аппарат работает от сети. Это компактные небольшие аппараты, которые отличаются эффективностью. Электрическая дуга работает от постоянного тока, который образовывает выпрямитель.
В домашних условиях рациональнее всего использовать выпрямители. Они удобные по размерам и отлично зарекомендовали себя в работе. Инверторные сварочные аппараты фиксируются через плечо. Их легко транспортировать, а для хранения не понадобится много места.
Работа инвертора – преобразование переменного тока в постоянный. За счет этого удается создавать качественный шов. Сварочный инструмент работает от бытового источника сети. Также это отличное решение для новичка, который раньше не сталкивался со сваркой. Если выбирать инструмент для сварки металла электродами, инверторы стоят на порядок дороже аналогов. Нужно обязательно следить, чтобы в инструмент не попадала пыль, и он не поддавался воздействию влаги. При скачках направления могут случаться сбои в работе, поэтому этот вопрос важно предусмотреть.
Если вы ищите оптимальный вариант для домашнего использования, важно учитывать показатели сварочного тока. Также существует ряд функций в определенных моделях сварочного, которые помогут новичку освоить сварку металла специальным электродом:
- моментальное повышение тока при включении аппарата. Эта функция обеспечивает максимально быструю подачу тока к дуге. Вам не придется ждать, пока сварочный аппарат начнет выполнять свою функцию;
- автоматический регулятор тока;
- контроль подачи тока, который срабатывает сразу, если электрод подносят к прибору быстро. Функция позволяет избежать залипания.
При выборе электрода можно воспользоваться специальной таблицей. В ней указаны марки и типы электрода, соответствующие типу материала, который вы намерены варить. Для сварочных работ обязательно использовать защитную маску. Лучше выбирать модели с фиксаторами на голове. Съемные модели неудобно держать в руке при варке металла.
Эффективность сварочной маски объясняется наличием затемненного стекла. Также встречаются маски с меняющимся уровнем затемнения. При нагревании дуги оно автоматически затемняется. Перед началом сварочных работ с электродами стоит продумать и одежду. Это должны быть спецовка из плотного текстиля, перчатки, высокие ботинки.
Сварка электродами: пошаговая инструкция
Если вы не знаете, как правильно варить конструкции, лучше свой первый опыт проводить под присмотром профессионалов. Если же такой возможности нет, придерживайтесь базовых правил при работе со сварочным аппаратом и не забывайте о технике безопасности. На подготовительном этапе организуйте свое рабочее место, подготовьте все необходимое. Варка металла – это технически опасный процесс, поэтому важно действовать аккуратно, чтобы не допустить возгорания или пожара. В рабочей зоне исключите все воспламеняющие предметы.
Также не забывайте, что остатки электродов нужно будет куда-то выбрасывать. Помните, что даже небольшой электрод может стать причиной возгорания. Если вы решили учиться работать с электродами, рационально выбирать 3 – 4 мм стержни. С меньшим диаметром учиться неудобно, а для большего понадобится мощный сварочный аппарат.
Пошаговая инструкция применения сварочного аппарата:
Обзор популярных методов сварки
Поскольку в процессе сварочных работ новички часто сталкиваются с трудностями, важно определить наиболее простой и доступный способ. Всего выделяют 4 типа:
- газовая сварка или оксиацетиленовая;
- дуговая;
- полуавтоматическая MIG/MAG;
- аргонодуговая или TIG.
Способ 1. Кислородно-ацетиленовая сварка подразумевает использование двух баллонов газа. Чаще всего это ацетилен, смешанный с кислородом. Вместо ацетилена иногда используют пропан. Особенность этого способа заключается в том, что в любом случае вы должны топливный газ смешать с кислородом. Это важно для плавления металла.
Пламя используется для нагрева металла до образования расплавленной сварочной ванны. В этот момент вы перемещаете ванну, управляя горелкой, одновременно погружая присадочный стержень. При погружении металлического стержня в сварочную ванну образовывается шов.
Использование кислородного топлива – эффективный и универсальный метод в производстве, поскольку он подходит для работы с алюминием, сталью, нержавеющими материалами.
При использовании установки с кислородным топливом важно носить защитные очки. Если вы режете или свариваете металл, будут образовываться искры, а части металла могут отлетать. Меры безопасности важны во избежание попадания в глаза металлических частиц.
Из недостатков метода можно выделить медленный процесс. Его эффективность оправдывает усилия, но в некоторых случаях это неуместно или невозможно. Если у вас есть свободное время для обучения, стоит попробовать.
Способ 2. Дуговая сварка с использованием электродов.
Суть способа заключается в креплении электрода, который пропускает электрический ток и приводит к замыканию на основании. Методом дуговой сварки можно порезать и сварить любой металл. Для сварки понадобятся электроды. Их подбирают по типу материала, с которым предстоит работать. Воспользуйтесь специальными таблицами с обозначением соответствия электродов и материалов.
Дуговая сварка известна своей способностью глубоко проникать в металл. Таким образом, метод часто используется при сварке на котлах и других поверхностях, где необходимо максимально глубокое проникновение сварочного шва. Стержневые электроды, используемые в дуговой сварке, фактически сгорают по длине при сварке. В этом случае они считаются расходными, поскольку становятся частью образовавшегося шва.
Если вы видите, что электрод практически сгорел, заменить его на новый рискованно. Иногда приходится начинать работу заново именно по этой причине. Электроды обрабатывают флюсовым покрытием. Это нужно для увеличения эксплуатационного срока стержня. Правильный сварной шов, который не поддается внешним факторам воздействия, обязательно должен быть флюсовым. В противном случае азот и кислород могут стать причиной загрязнения или образования лазеек.
Способ 3. MIG-сварка - это полуавтоматический метод варки металла. В отличие от предшествующих, он считается упрощенным. Его особенность в том, что электрод подается на проволоку. В этой технологии предусмотрена автоматическая выдача проволоки. Поскольку запасы ее большие, не придется беспокоиться за расход материала. Также удается избежать его замены, если речь идет о домашнем использовании, а не производственных процессах.
MIG-сварка бывает двух типов – с помощью проволоки с флюсовой сердцевиной или сплошной проволокой. Если речь идет о флюсовом сердечнике, он располагается внутри проволоки и выполняет защитную функцию. При использовании сплошной проволоки нужно обеспечить защитный газ. Чаще всего это комбинация углекислого газа и аргона. Защитный газ, как и флюс, предотвращает окисление.
Даже новичку удастся сварить практически любой металл с помощью аппарата MIG. Алюминиевая сварка требует использования алюминиевого золотника. Эта технология подходит для создания гладких швов. Главное требование – правильно настроить сварочный аппарат. После этого запускаете оборудование и начинаете варить детали.
Если вы хотите изучить технологию сварки MIG, обязательно освойте типы сварочных соединений, разные положения сварки. Перед началом работы вам важно знать специфику разных вариаций соединений. По мнению экспертов, это самый простой способ научиться варить металл.
Способ 3. Аргонодуговая или TIG сварка. Это достаточно сложный метод, и не самый лучший вариант для обучения в домашних условиях. Однако он остается популярным, поэтому мы остановимся более детально на нем.
Профессиональные сварщики часто TIG сравнивают со сваркой оксиацетиленом из-за того, что в обоих случаях есть нагревательная горелка и погружной стержень. Главное отличие в том, что с TIG вы нагреваете металл с помощью электрической дуги, одновременно погружая стержень. Аргонодуговая сварка не предусматривает короткого замыкания, поскольку из-за этого не получалось бы создавать столь точные швы. Простыми словами, в процессе электросварки не образовываются искры. При TIG-сварке обязательно используют защитный газ. Расплавленная сварочная ванна всегда должна быть защищена.
Сварка металла электродами: какие дефекты встречаются на швах

- кратеры. На швах видны волновые переходы, углубления. Они появляются чаще всего из-за обрыва дуги, но могут быть и другие причины деформации;
- поры. Металл на месте сварочного шва становится пористым по разным причинам. Это происходит в том случае, если вы не придерживаетесь медленного соприкосновения электрода или нетщательно зачистили поверхность на месте будущего шва;
- подрезы. Визуально они просматриваются с обеих сторон шва. Это происходит из-за смещения электродов в процессе варки металла. Также дефект прослеживается из-за высокого тока.
- шлаковые образования. Причина – слабый сварочный ток. Также вкрапления могут появиться из-за загрязнения.
Это наиболее частые проблемы, с которыми сталкиваются новички. Существуют и другие деформации.
Обзор ошибок при работе со сварочным аппаратом
Чтобы не разочароваться в результате работы, давайте ознакомимся с наиболее частыми ошибками, которые допускают сварщики:

Также этот перечень можно дополнить неисправностью сварочного аппарата. Бывают проблемы и из-за плохо подготовленной рабочей поверхности.
Положение и движение электрода: ключевые правила
Чтобы понять, как правильно варить изделие электродом, нужно все время контролировать сварную ванну. Зафиксируйте расположение электрода на расстоянии 3-4 мм над уровнем основания. При его движении соблюдайте эту дистанцию. Это самая трудная задача, которая стоит перед сварщиком. В реальности это приходит с опытом, и в дальнейшем не придется слишком зацикливаться на этом.

Вам придется контролировать сразу несколько важных моментов:
- соблюдать угол наклона электрода по одной их вышеописанных технологий;
- когда электрод сгорает, опускайте его ниже без нарушения границы 2 мм от металла;
- скорость движения электрода для поддержания нужного состояния сварной ванны;
- направление сварного шва.
Если вы намерены освоить сварочный процесс, экспериментируйте на металлических пластинах. Лучше выберите толстый кусок металла. Тогда у вас будут получаться валики, на которых намного проще отследить сопутствующие дефекты, и не допускать их в дальнейшем. Азы сварочного дела вы сможете освоить с их помощью. На начальном этапе важно научиться придерживаться указанного расстояния от электрода до металла. При этом важно контролировать базовые моменты, которые мы с вами обсудили.
Лайфхак для новичков: берем металлическую деталь и обозначаем на ней полосу, по которой будет проходить шов. Затем нужно успешно разжечь дугу и плавными движениями попробовать начать варить. Не упускайте с вида ванну. Запаситесь не только терпением, но и электродами. После нескольких неудачных попыток у вас обязательно получиться сделать ровный шов. Как только вам удастся на практике отработать технологию дуговой сварки, можно будет переходить к соединению деталей.
Любой желающий при наличии сварочного аппарата может научиться с ним работать. Если придерживаться простых правил, не бояться практиковать с электродами, подойти к вопросу серьезно и с максимальной аккуратностью, результат превзойдет ваши ожидания.
Читайте также: