
В каких целях и как осуществляют отжиг и нормализация стали
Обновлено: 04.07.2024
По книжному определению, отжиг - это нагрев стали до температуры выше критической, выдержка при этой температуре и медленной охлаждение вместе с печью. На самом деле это общее определение, под которое попадают не все виды отжига. Режимы отжига зависят в первую очередь от конечных требований к стали или изделию, в первую очередь это требования по механическим или технологическим свойствам металла.
Содержание
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
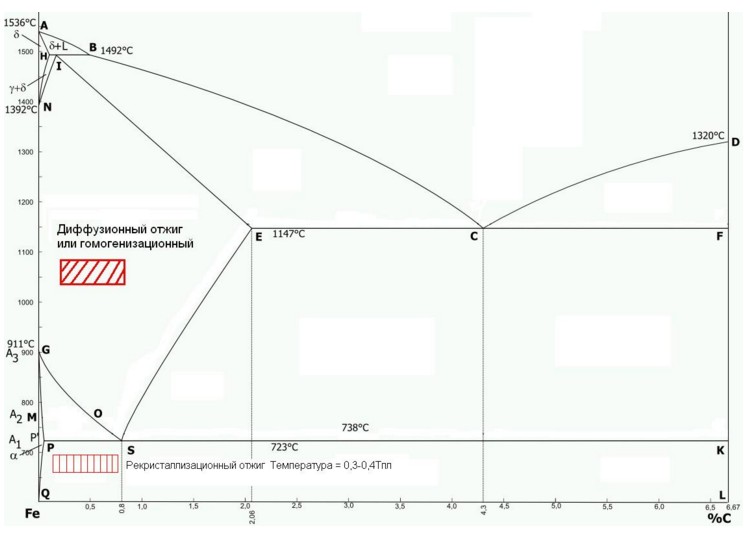
Гомогенизационный отжиг
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены. Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час.) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки. Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования. Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах. При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
Отжиг второго рода (ΙΙ-го рода)
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов и состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг
Полный отжиг производится для доэвтектоидных сталей. Для этого стальную деталь нагревают выше критической точки А3 на 30–50°С и после прогрева проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30–100°С/час. Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига:
- устранение пороков структуры, возникших при предыдущей обработке (литье, горячая деформация, сварка, термообработка), – крупнозернистости и видманштеттовой структуры;
- смягчение стали перед обработкой резанием – получение крупнозернистости для улучшения качества поверхности и большей ломкости стружки низкоуглеродистых сталей;
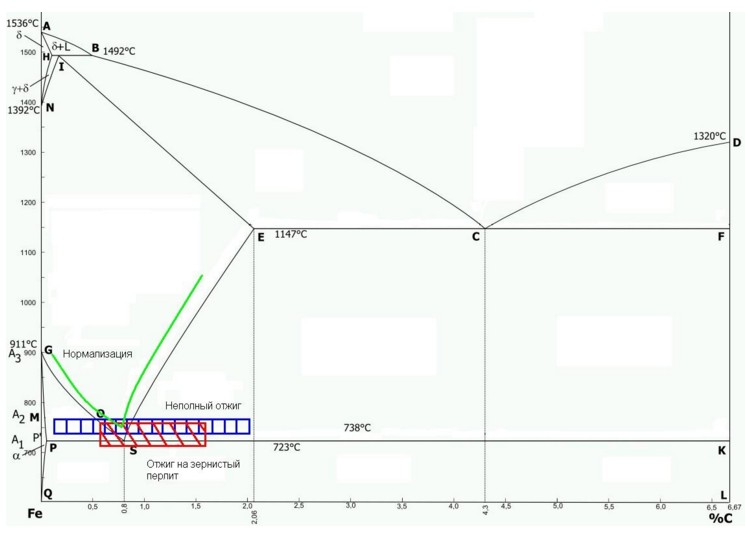
Неполный отжиг
Неполный отжиг широко применяется для заэвтектоидных углеродистых и легированных сталей. Нагрев этих сталей на 10 — 30°С выше Ас1 вызывает практически полную перекристаллизацию сплава и позволяет получить зернистую (сферическую) форму перлита вместо пластинчатой. Такой отжиг называют сфероидизацией. Частицы цементита, не растворившегося при нагреве, или области аустенита с повышенной концентрацией углерода за счет неполной его гомогенизации после растворения цементита, служат центрами кристаллизации для цементита, выделяющегося при последующем охлаждении до температуры ниже А1 и принимающего в этом случае зернистую форму. В результате нагрева до температуры значительно выше А1 и растворения большей части цементита и более полной гомогенизации аустенита последующее выделение цементита ниже А1 происходит в пластинчатой форме. Если избыточный цементит находился в виде сетки, то перед этим отжигом нужно сделать нормализацию с нагревом выше Асm (желательно с охлаждением в направленном потоке воздуха).
Стали, близкие к эвтектоидному составу, имеют узкий температурный интервал нагрева (750 — 760°С) для отжига на зернистый цементит, для заэвтектоидных сталей интервал рсширяется до 770 — 790°С. Легированные заэвтектоидные стали можно нагревать до более высоких температур 770 — 820°С. Охлаждение и сфероидизация цементита происходит медленно. Охлаждение должно обеспечить распад аустенита на феррито-карбидную структуру, сфероидизацию и коагуляцию образовавшихся карбидов до 620 — 680°С.
Отжиг на зернистый перлит (маятниковый отжиг)
Для получения зернистого перлита применяют отжиг с различными вариациями термоциклирования в надкритическом и межкритическом интервале температур, маятниковые виды отжига с различными выдержками и количеством циклов.
Сталь с зернистым перлитом имеет более низкую твердость, временное сопротивление разрыву и соответственно более высокие значения характеристик пластичности. Например эвтектоидная сталь с пластинчатым перлитом имеет твердость 228НВ, а с зернистым 163НВ и соответственно временное сопротивление 820 и 630МПа, относительное удлинение 15 и 20%.
Микроструктура стали после отжига на зернистый перлит (ОЗП) выглядит следующим образом

После отжига на зернистый перлит стали обладают наилучшей обрабатываемостью резанием, при этом достигается более высокая чистота поверхности. В ряде случаев, отжиг на зернистый перлит является обязательной предварительной операцией. Например для избежания трещинообразования при высадке болтов и заклепок.
Изотермический отжиг
Изотермический отжиг заключается в нагреве стали до температуры Ас3 + (30–50°С), последующего ускоренного охлаждения до температуры изотермической выдержки ниже точки А1 и дальнейшего охлаждения на спокойном воздухе. Изотермический отжиг по сравнению с обычным отжигом имеет два преимущества:
- больший выигрыш во времени, т. к. суммарное время ускоренного охлаждения, выдержки и последующего охлаждения может быть меньше медленного охлаждения изделия вместе с печью;
- получение более однородной структуры по сечению изделий, т. к. при изотермической выдержке температура по сечению изделия выравнивается и превращение во всем объеме стали происходит при одинаковой степени переохлаждения.
Патентирование
Патентирование — операция отжига, как правило назначаемая для пружинной проволоки, с содержанием углерода 0,65 — 0,9%, перед волочением. Процесс заключается в аустенитизации металла и последующим пропускании его через расплав солей с температурой 450 — 550°С (на ДИПА это температуры изотермической выдержки в области минимальной устойчивости аустенита). Это приводит к образованию тонкопластинчатого троостита или сорбита, который позволяет получать степени обжатия более 75% для волочения и окончательное временное сопротивление 2000 — 2250МПа после ХПД.
Нормализационный отжиг (нормализация стали)
Нормализационный отжиг или нормализацию стали применяют как промежуточную операцию для смягчения стали перед обработкой резанием и для общего улучшения ее структуры перед закалкой. При нормализации доэвтектоидную сталь нагревают до температур Ас3 + (30–50°С), заэвтектоидную до Асм + (30–50°С) и после выдержки охлаждают на спокойном воздухе.
Ускоренное охлаждение по сравнению с отжигом обуславливает несколько большее переохлаждение аустенита, поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно.
Прочность стали после нормализации несколько выше, чем после отжига. В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки Асм вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе не успевает образовать грубую сетку, понижающую свойства стали. В доэвтектоидной стали, как говорилось выше, нормализация позволяет устранить крупное зерно после перегрева и видманштетт после нарушения цикла ГПД.
Отжиг стали – это термическая обработка, при которой сталь нагревают:
- выше верхней критической температуры Ас3 — полный отжиг;
- между критическим температурами Ас1 и Ас3 – неполный отжиг;
- ниже критических температур – низкий отжиг.
После нагрева следует медленное охлаждение, чаще всего с печью.
Нагрев выше температуры Ас3 обеспечивает полную перекристаллизацию стали, а медленное охлаждение обеспечивает распад аустенита на полностью феррито-перлитную структуру (рисунок 1).
Рисунок 1 — Среднеуглеродистая сталь 40 после полного отжига.
Феррито-перлитная структура.
Цели отжига стали
Основными целями отжига стали являются перекристаллизация стали и устранение внутренних напряжений. Отжиг, как и нормализация, является первоначальной операцией термической обработки. Цель отжига – устранить дефекты предыдущих металлургических операций (литья, прокатки, ковки) или подготовить сталь к последующим технологическим операциям, например, обработке резанием или закалке. Часто отжиг является заключительной термической операцией, когда свойства стали после отжига удовлетворяют требованиям к детали или изделию.
Полный отжиг стали
Полный отжиг – нагрев выше верхней критической температуры с последующим медленным охлаждением – решает обе эти задачи. При нагреве феррито-перлитная структура стали переходит в аустенитную, а затем при охлаждении аустенит превращается обратно в феррит и перлит – происходит полная перекристаллизация. Крупнозернистая феррито-перлитная структура, характерная для стали после литья или ковки, после полного отжига превращается в структуру из мелких зерен феррита и перлита. Интервалы температуры полного отжига показаны на рисунке 2 для стали с различным содержанием углерода.
Рисунок 2 — Область температуры для полного отжига стали.
Неполный отжиг стали
Неполный отжиг стали – нагрев между выше температуры Ас1, но ниже температуры Ас3 – проводят, когда структура стали не слишком крупнозернистая и нет видманштеттова структура феррита. Этот отжиг иногда называют межкритическим. В этом случае происходит только перекристаллизация только перлитной структуры, а феррит остается без изменений. Понятно, что неполный отжиг является более экономичным, чем полный.
Низкий отжиг стали
Низкий отжиг проводят ниже обеих критических точек. Поэтому этот отжиг еще называют подкритическим. При этом отжиге не образуется аустенита. Низкий отжиг стали проводят в тех случаях, когда исходная структура не требует исправления и нет необходимости в ее перекристалиизации. Цель низкого отжига – только снизить внутренние напряжения в детали за счет механизмов возврата, рекристаллизации, роста зерна и аггломерации карбидов. Если исходная структура стали бейнитная или мартенситная, то такую операцию называют не отжигом, а отпуском.
Низкий отпуск является одним из способов сфероидизации стали.
Диффузионный отжиг
Диффузионный отжиг является вариантом полного отжига. Его проводят для стальных слитков. Для литой стали характерны неоднородность химического состава, а также дендритная ликвация. Операцию диффузионнго отжига, которую называют также гомогенизацией, проводят при высокой температуре, обычно до 1000-1100 °С. Такой нагрев с выдержкой приводит к устранению или смягчению дендритной неоднородности. Однако в результате такого высокого нагрева возникает крупнозернистая структура, которая требует дополнительной термической обработки, обычно – отжига. Если диффузионный отжиг применялся к слиткам, которые предназначены для обработки металлов давлением (прокатке, ковке), то в отжиге нет необходимости – зерно измельчится последующей пластической деформацией.
Охлаждение стали при ее отжиге
Скорость охлаждения при отжиге стали не должна быть более 50-100 °С в час, что может достигаться только при охлаждении с печью. Это обеспечивает превращение аустенита с минимальной степенью переохлаждения и гарантирует образование равновесной феррито-перлитной структуры.
Изотермический отжиг
Чтобы избежать трудностей контроля скорости охлаждения стали при отжиге, а также сократить длительность отжига, вместо классического отжига с медленным охлаждением на практике часто применяют так называемый изотермический отжиг. Он отличается от обычного полного отжига тем, что сталь от температуры отжига охлаждают быстро до температуры на 50-100 °С ниже критической точки Ас1 и выдерживают при ней столько, сколько требуется для полного превращения аустенита.
Работать можно как с заготовками, так и с готовыми изделиями. У первых снимается внутреннее напряжение после различных типов литья и штамповки, материал становится более пластичным, с ним намного проще работать, особенно резать его. Если обрабатывается целая деталь, то преследуются цели:
- повышение прочности;
- защита от преждевременного ржавления;
- увеличение стойкости к температурным перепадам, становится больше верхний и нижний порог температур, при которых можно использовать предмет;
- продление потенциальной длительности эксплуатации.
Цели отжига стали
Основными целями отжига стали являются перекристаллизация стали и устранение внутренних напряжений. Отжиг, как и нормализация, является первоначальной операцией термической обработки. Цель отжига – устранить дефекты предыдущих металлургических операций (литья, прокатки, ковки) или подготовить сталь к последующим технологическим операциям, например, обработке резанием или закалке. Часто отжиг является заключительной термической операцией, когда свойства стали после отжига удовлетворяют требованиям к детали или изделию.
Преимущества технологии
Этот процесс применяется повсеместно на многих предприятиях – каждое второе производство металлической продукции требует теплового воздействия. Это обусловлено достоинствами:
- Работать можно со сталью, цветными металлами и сплавами – широкий спектр.
- Увеличение срока годности изделия.
- Снижение уровня абразивного износа.
- Намного меньше становится процент брака на производственных цехах.
- Экономия средств, так как с термообработанной заготовкой проще проводить ряд манипуляций.
Низкий отжиг стали
Низкий отжиг проводят ниже обеих критических точек. Поэтому этот отжиг еще называют подкритическим. При этом отжиге не образуется аустенита. Низкий отжиг стали проводят в тех случаях, когда исходная структура не требует исправления и нет необходимости в ее перекристалиизации. Цель низкого отжига – только снизить внутренние напряжения в детали за счет механизмов возврата, рекристаллизации, роста зерна и аггломерации карбидов. Если исходная структура стали бейнитная или мартенситная, то такую операцию называют не отжигом, а отпуском.
Низкий отпуск является одним из способов сфероидизации стали.
Отпуск
При первичной обработке, например, при литье, все металлы получают внутреннее напряжение – это особый, тесный вид соприкосновения молекул. Напряженность приводит к повышенной хрупкости. Процедура позволяет добиться ударопрочности и снижения жесткости. Есть три подвида.
Низкий
Основная задача – повышение вязкости при той же твердости. Это достигается путем придания внутренней микроструктуры игольчатого или пластиночного типа. Часто применяют для термической обработки режущих деталей, медицинских инструментов. Заготовку нагревают в пределах 150-250 градусов. Выдерживают не менее полутора часов, а затем остужают с помощью воздуха или масла.
Средний
Здесь мартенсит (вид структуры, описанный выше) преобразуется в трустит, что характерно для чугуна. Особенность – высокая дисперсия. При такой же высокой вязкости твердость тоже растет. Это очень важно для элементов, на которые будут возлагаться большие упругие нагрузки. Температурные пределы – от 340 до 500, воздушное охлаждение.
Высокий
Кристаллизация происходит с появлением сорбита. Благодаря ему совершенно ликвидируется напряжение внутри сплава. Такой метод применяется для конструкций, имеющих очень важное значение – в самолетостроении, при строении космических объектов. Температура нагрева – от 450 до 650 градусов.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Читать также: Что такое провод пвс расшифровка
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Отжиг
Операцию проводят для получения требуемой равновесной структуры с минимальной твердостью, с целью дальнейшей металлообработки получаемых изделий резанием. С особенностями вас познакомит видео:
Общее определение и виды
При отливе или прочих первичных процессах обработки помимо напряжения появляются дефекты. Убрать эти изменения и добиться однородной структуры кристаллической решетки можно с помощью следующего алгоритма действий:
- нагрев – необходимо немного превысить критическую отметку для этой разновидности стали;
- определенный период требуется держать стабильный температурный режим;
- следует медленно остудить заготовку вместе с печью.
У отжига есть следующие разновидности.
Гомогенизация
Рекристаллизация
Тоже разновидность 1 фазы отжига. Задача процедуры – привести все кристаллы в единый вид, а также снять внутреннее напряжение металла. Существует два подвида:
- смягчающий – обычно используется в качестве финальной обработки, подразумевает улучшение пластических характеристик;
- упрочняющий – увеличивает упругость, особенно актуально для закалки пружин.
Температура выбирается в зависимости от сплава, обычно на 100-200 градусов выше, чем точка рекристаллизации. Час или два необходимо поддерживать температурный режим, чтобы потом дать остывать не спеша.
Изотермический отжиг
Цель – достижение высокотемпературной гранецентрированной модификации железа (распад аустенита) для его смягчения. При этом получается более однородная структура изделия. Чаще такой тип металлообработки применяют к небольшим штамповкам, потому что их можно без проблем подвергнуть быстрому охлаждению. Процесс:
- нагрев на 20-30 градусов больше предела материала;
- непродолжительное выдерживание;
- быстрое остывание – это преимущество перед прочими подвидами.
Для устранения напряжений
Это операция удаления, снятия негативного внутреннего состояния излишней твердости, из-за которой металл становится хрупким и недолговечным. Он быстро деформируется от внешних физических воздействий. Процесс подразумевает температуры от 700 до 750, затем небольшое охлаждение до 600 и выдержку до 20 часов, затем под воздействием воздуха медленное остужение.
Отжиг полный
Применяется для создания пластичной, однородной мелкозернистой структуры. Наиболее характерный метод промежуточного воздействия на металлопрокат – после литья, ковки, штамповки и до резания любым способом. Этапы:
- нагрев на 30-50 больше предела стали;
- выдерживание;
- очень медленное остывание вместе с печью – в 60 минут не более 50-150 градусов.
Неполный
Значительные преобразования на уровне кристаллической решетки отсутствуют, но придается твердость ранее пластичным материалам. Это особенно нужно конструкциям, образованным методом сварных соединений, а также инструментам, которым нужна особенная прочность. Метод предполагает температуру около 700, и спустя 20 часов постепенное охлаждение.


Изотермический отжиг — это… Что такое Изотермический отжиг?
Изотермический отжиг Isothermal annealing — Изотермический отжиг
. Аустенитизация сплава на железной основе, с последующим охлаждением и выдержкой при температуре, при которой аустенит превращается в относительно мягкую феррито-карбидную смесь. См. также
Austenitizing
—
Аустенитизация
.
- Isothermal annealing
- Isothermal forging
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
- Закалку легированной стали производят в минеральных маслах. Кстати, тонкие изделия из углеродистой стали также проводят в масле. Главное преимущество масляных ванн заключается в том, что скорость охлаждения не зависит от температуры масла: при температуре 20 градусов и 150 градусов изделие будет охлаждаться с одинаковой скоростью.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Термообработка листового проката из углеродистой стали
Тонколистовая сталь
Для разупрочнения холоднокатанного листа и обеспечения наилучшей штампуемости проводят рекристаллизационный отжиг, реже нормализацию.
Для холодной штамповки используют лист из низкоуглеродистой кипящей или спокойной стали (08кп, 08сп, 10кп, 15кп, 20сп). Для предотвращения склонности к старению (увеличения твердости) вводят алюминий, ванадий, титан (08ю).
Наилучшая штампуемость обеспечивается структурой равноосного феррита с размером зерна №5-7 (для кипящих сталей) или неравноосного (оладьеобразного, сплющенного) феррита (для спокойных сталей) с небольшим количеством мелкозернистого структурно- свободного цементита.
У нестареющих сталей (с Al, Ti, V) азот и углерод должны быть связаны в стабильные нитриды и карбиды.
Температура рекристаллизационного отжига от 640 о С до АС1. При более низкой температуре получается мелкое зерно, что ухудшает штампуемость стали. При нагреве больше АС1 ввиду частичной перекристаллизации возникает опасность образования разнозернистой структуры. Стали, содержащие алюминий, замедляющий процессы рекристаллизации, отжигают при температуре вблизи АС1, что облегчает образование нитридов и повышает устойчивость к старению.
Читать также: Мпи счетчика электроэнергии что это такое
^ Непрерывный отжиг для повышения производительности, качества поверхности и однородности свойств металла проводят в протяжных печах с конвекционным нагревом (90-150с) и с нагревом в жидких теплоносителях (15-20с). Для ускорения рекристаллизации температуру увеличивают до 720-870 0 С. Однако рекристаллизация при быстром нагреве приводит к мелкозернистости феррита и ухудшению штампуемости. Быстрое охлаждение листа при непрерывном отжиге вызывает повышенное содержание углерода в твердом растворе, что обусловливает склонность стали к старению. Необходимо потом вести старение при 350-450 0 С.
Для кипящих сталей:
| Температура нормализации | С 0,2% | 930-950 0 С |
Технологический отжиг
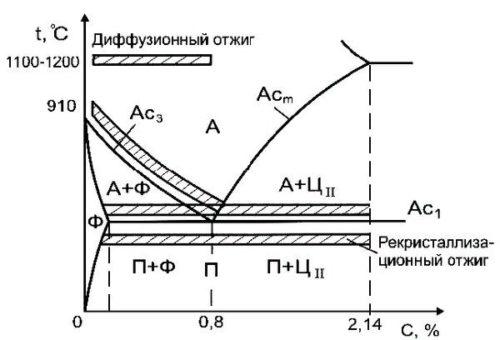
При холодной обработке стали давлением твердость неизбежно возрастает, а пластичность падает. В определенный момент дальнейшая холодная обработка стали становиться невозможной и она требует отжига для восстановления ее пластичности. Такой отжиг называют технологическим. В большинстве случаев вполне достаточно низкого, докритического отжига, который является самым дешевым. Интервал температур, которые применяют при технологическом отжиге показан заштрихованной областью на упрощенной диаграмме состояния железо-углерод рисунка ниже.
Рисунок — Упрощенная диаграмма состояния железо-углерод. Область температур для технологического отжига
Технологический отжиг для обработки стали резанием
Для обеспечения высокого качества обработке стали резанием большое значение имеет ее микроструктура и твердость. Оптимальные типы микроструктуры для различных сталей, обрабатываемых резанем, представлены в таблице.
Таблица – Оптимальная микроструктура стали для механической обработки и формовки на автоматических линиях
Отжиг труб
Стальные трубы часто подвергают механической обработке или формовке, например, гибке. В большинстве случаев для понижения твердости труб применяют низкий отжиг при кратковременной выдержке. Трубы из высокоуглеродистых сталей перед механической обработкой подвергают сфероидизации. Трубы, которые изготавливают на трубных станах, редко подвергается отжигу и применяются в основном в горячекатном, нормализованном или закаленном состоянии.
Источники: 1. Гуляев А. П. Металловедение, 1986. 2. The Heater’s Guide: Practices and Procedures for Irons and Steels, AMS International, 1995.
Доступные файлы (5):
Технологический отжиг перед штамповкой
Технологический отжиг часто применяют тогда, когда детали необходимо подвергать, например, штамповке. Горячекатаные высокоуглеродистые стали также часто требуют отжига для предотвращения образования в них трещин и умягчения перед таким операциями, как резка, рубка или правка. Технологический отжиг обычно включает нагрев до температуры ниже Ас1, выдержку и затем охлаждение — обычно на воздухе. Обычно нагрев до температуры на 10-20 °С ниже Ас1 дает лучшие комбинацию микроструктуры, твердости и механических свойств. Контроль температуры необходим только для того, чтобы предотвратить нагрев выше Ас1, что могло бы привести к нежелательным изменениям микроструктуры.
Если единственной целью отжига является смягчение стали таких операций как холодная резка на пиле или холодная рубка, то температуру держат намного ниже Ас1 без особого ее контроля
Диффузионный отжиг
Диффузионный отжиг является вариантом полного отжига. Его проводят для стальных слитков. Для литой стали характерны неоднородность химического состава, а также дендритная ликвация. Операцию диффузионнго отжига, которую называют также гомогенизацией, проводят при высокой температуре, обычно до 1000-1100 °С. Такой нагрев с выдержкой приводит к устранению или смягчению дендритной неоднородности. Однако в результате такого высокого нагрева возникает крупнозернистая структура, которая требует дополнительной термической обработки, обычно – отжига. Если диффузионный отжиг применялся к слиткам, которые предназначены для обработки металлов давлением (прокатке, ковке), то в отжиге нет необходимости – зерно измельчится последующей пластической деформацией.
Отжиг прутков и проволоки
Значительный объем прутков и проволоки подвергают различным видам отжига для снижения их твердости и подготовки к последующей механической обработке или холодной формовке. Для подготовки к холодной формовке низкоуглеродистой стали (до 0,20 % углерода) обычно достаточно кратковременного низкого отжига. Стали с более высоким содержанием углерода, а также легированные стали, требуют достижения максимальной пластичности проведение операции сфероидизации.
Суть отжига стали: физика процесса, виды и области применения. Различия отжига первого и второго рода. Описание рекристализационного, диффузионного, гомогенизационного отжига. Особенности отжига меди, латуни с сплавов. Применяемое оборудование.

Отжиг стали — это один из видов термообработки, применяемый в качестве подготовительной или заключительной операции при закалке, сварке, обработке резанием или давлением.
Основное назначение отжига заключается в изменении структуры стали для снижения ее твердости и придания ей пластичности и ударной вязкости, а также устранения внутренних напряжений. Для этого стальные изделия нагревают выше критической температуры, а затем подвергают медленному охлаждению.
После такой обработки изменяется структура металла, его зернистость и равномерность кристаллической решетки. Температура нагрева при отжиге выбирается в зависимости от целей конкретной операции, а также процентного содержания в стали углерода и легирующих добавок.
Для определения временных параметров нагрева и остывания, которые во многом зависят от массы и формы изделия, используют расчетные методы и данные из технологических справочников.

Что такое отжиг металла
Отжиг металла применяется для получения равновесной и однородной структуры при подготовке изделия к последующей термической или механической обработке, а также для улучшения его физических характеристик после операций резания, сварки, штамповки, прокатки или закалки.
Цель отжига — устранить внутренние неоднородности стали, улучшить ее зернистость и равномерность кристаллической решетки, а также снять остаточное напряжение, вызываемое деформацией изделия при различных видах обработки. Особенности этой технологии позволяют:
- привести свойства стали к требованиям последующей термообработки;
- улучшить характеристики материала заготовки перед обработкой резанием или давлением;
- предотвратить деформацию и устранить внутренние напряжения сварных и литых изделий;
- восстановить исходное качество стали после неудачной закалки.
Одной из характерных особенностей такой термообработки является то, что остывание нагретого металла происходит естественным образом, без применения охлаждающих сред. А температура нагрева при отжиге зависит от состава стали и требуемого результата.
Процессы в металле при отжиге
В результате механической или термической обработки металла его внутренняя структура переходит в неравновесное состояние, характеризующееся сочетанием различных фазовых составляющих. При этом изменяется его химический состав и кристаллическая структура и, как следствие, твердость, прочность, пластичность и внутренняя напряженность.
Отжиг металла выполняется для возвращения его микроструктуры в исходное состояние, которое, как правило, характеризуется мягкостью, пластичностью и отсутствием напряжений.
При отжиге углеродистых сталей изделие сначала разогревают до температуры, несколько превышающей точку аустенита, а затем естественным способом остужают до комнатной температуры. В результате получается сталь, состоящая из сочетания перлита с ферритом с упорядоченной кристаллической структурой.
В зависимости от состава металла и целей обработки отжиг стали может быть без фазовых преобразований (1-го рода) или с их использованием (2-го рода). Первый способ чаще всего применяют после механообработки для устранения нагартовки, а второй — перед закалкой для получения исходной структуры материала.

Отжиг первого рода
Виды отжига стали различаются воздействием на внутреннюю структуру металла. Отжиг первого рода происходит без фазовых превращений кристаллической структуры стали, а второго — с изменением фазовых составляющих.
Как правило, первый вид применяется после литья, горячей и холодной обработки давлением, а также различных видов обработок резанием. Он имеет несколько вариантов технологии отжига, которые используют в зависимости от того, какие неравновесные состояния структуры стали предполагается устранить, в том числе:
- рекристаллизационный;
- гомогенизационный (диффузионный);
- для снижения напряжений;
- высокий.
При применении этого вида термообработки все процессы реструктуризации стали протекают самопроизвольно, вне зависимости от изменений в фазовых составляющих, а нагрев лишь ускоряет их.
Гомогенизационный отжиг
Данным методом чаще всего отжигают литые заготовки из легированных сталей с целью улучшения их пластичности и повышения однородности микроструктуры.
Этот вид термообработки также называют диффузионным отжигом, т. к. выравнивание распределения химических элементов по объему изделия происходит с помощью диффузии.
При литье легированных сталей в их структуре формируются древовидные (дендритные) неоднородности, при этом легирующие элементы (хром, молибден, ванадий) концентрируются в средней части таких образований. После нагрева их атомы становятся более подвижными и диффундируют в области с меньшей концентрацией.
При гомогенизирующем отжиге сталь разогревают до температур, близких к плавлению (до 1200 ºC), а затем медленно остужают в печи в течение десятков часов. В результате большой длительности процесса металл становится крупнозернистым. Это недостаток исправляют последующей термообработкой, отжигая деталь на мелкое зерно.

Рекристаллизационный отжиг
При обработке стальных деталей давлением происходит деформационное упрочнение металла, которое называется нагартовкой или наклепом. Для снижения жесткости и повышения пластичности применяют рекристаллизационный отжиг, позволяющий восстановить деформации и искажения в кристаллической решетке стали.
Для этого деталь нагревают до температуры, превышающей на 150÷200 ºC порог рекристаллизации (для углеродистой стали это составляет около 700 ºC), выдерживают под нагревом, а затем остужают.
При операциях холодной штамповки этот вид термообработки может применяться как в качестве предварительного или межоперационного, для снижения жесткости заготовки, так и в качестве окончательного, для придания готовому изделию требуемой пластичности.

Отжиг, уменьшающий напряжение
Внутренние напряжения в металле возникают в результате термической или механической обработки изделия. Они являются следствием неравномерного нагрева или различной скорости охлаждения отдельных частей детали в процессе сварки, литья или механической обработки.
Такие напряжения часто имеют достаточно большую величину и в совокупности с эксплуатационными могут оказаться выше порога прочности изделия. Для их уменьшения стальные детали отжигают по специальной методике в температурном диапазоне, находящемся ниже точки рекристаллизации.
Температуру нагрева и выдержки выбирают в зависимости от марки металла и целей отжига. Для углеродистых сталей она находится в интервале от 150 до 700 ºC. Время термообработки зависит от массы и габаритов изделия и может составлять несколько часов.
Высокий отжиг
Этот вид термообработки используют главным образом для изделий из высоколегированных сталей с малым содержанием углерода. Для этого деталь нагревают до 650÷700 ºC, выдерживают при этой температуре около часа, а затем медленно охлаждают либо в остывающей печи, либо полностью засыпав просушенным песком в специальном ящике.
Таким способом отжигают зубчатые колеса после механической обработки.
Отжиг второго рода
Устранить дефекты внутренней структуры стали можно путем фазовых превращений ее составляющих, для чего металл сначала необходимо нагреть до температуры перехода в аустенит (727 ºC). На этом принципе основан ряд термических технологий, которые называют отжигами второго рода. В эту группу входят следующие виды отжигов:
- полный;
- неполный;
- изотермический;
- нормализационный;
- маятниковый;
- патентирование.
Все они характеризуются нагревом выше критической точки, а различаются временем выдержки и охлаждения, а также применимостью к конкретным маркам стали.

Полный и неполный отжиг
Полный отжиг сталей применяют для уменьшения их зернистости, вследствие чего повышается пластичность и ударная вязкость, а также снижаются внутренние напряжения.
Температура нагрева при этом методе не должна превышать критическую точку Ас3 более чем на 50 ºC, а охлаждение проводится постепенно, вместе с остыванием печи. Этот метод применим только к сталям с содержанием углерода до 0.8 %, т. к. при большем значении этого параметра резко возрастает зернистость.
Для получения таких же результатов при термообработке высокоуглеродистых сталей (с содержанием углерода более 0.8 %) используют неполный отжиг, при котором изделие нагревают на 30÷50 ºС выше температуры Ас1, а затем также медленно охлаждают.
Оба метода основаны на фазовом переходе от аустенита к перлиту, а их результатом является уменьшение размера зерна и улучшение соответствующих физических характеристик металла.
Изотермический отжиг
Изотермический отжиг проводят путем нагрева изделия выше точки Ас3 с последующим его переносом в печь или ванну с расплавом солей, разогретую до температуры 620÷700 ºC.
В этом месте оно выдерживается определенное время до полного распада аустенита, а затем остужается на воздухе. Длительность выдержки определяется габаритами детали и маркой стали: для низкоуглеродистой стали это могут быть минуты, а для легированной — часы.
Данный вид термообработки предназначен для сталей с содержанием углерода менее 0.8 % и чаще всего используется для улучшения структурных свойств легированных сталей.

Нормализационный отжиг
При нормализации сталь также нагревается до критической температуры и переходит в состояние аустенита. Но после этого она охлаждается не в печи, а на открытом воздухе. Это намного упрощает технологический процесс, т. к. не требует технологического оборудования и сокращает временной цикл термообработки.
Нормализацию сталей с содержанием углерода менее 0.3 % можно проводить вместо отжига второго рода. При большем содержании углерода у нее возрастает твердость и прочность, что не всегда приемлемо для механообработки.
В результате нормализации низкоуглеродистых сталей у них формируется более тонкая структура, поэтому этот вид термообработки иногда носит название стабилизирующий отжиг.

Маятниковый отжиг
Для получения структуры зернистого перлита, который имеет меньшую хрупкость и твердость, но при этом обладает хорошей пластичностью и вязкостью, сталь подвергают нескольким циклам нагрева выше температуры образования аустенита с последующим остужением до 670÷700 ºC.
Эта процедура называется маятниковым (или циклическим) отжигом и при повторении нагрева/охлаждения не менее трех раз позволяет получить перлит со стопроцентной зернистостью.
Патентирование
Патентирование является одним из узкоспециализированных видов изотермической термообработки, предназначенным для подготовки стальной проволоки к многократному обжатию в процессе холодного волочения.
Для этого ее вначале нагревают до 900 ºC, а затем некоторое время выдерживают в расплаве солей или свинца при температуре 500÷600 ºC. После этого она охлаждается на воздухе и приобретает сорбитовую структуру с включениями троостита, обладающую высокой прочностью на разрыв и необходимой для обжатия пластичностью.
Особенности отжига различных металлов и сплавов
Цветные металлы и сплавы в основном отжигаются для снятия внутренних напряжений, снижения хрупкости и повышения пластичности. При этом лишь некоторые из них (в том числе титан, кобальт и их сплавы) могут подобно стали подвергаться фазовым превращениям.
У остальных изменение внутренней структуры при термообработке происходит за счет рекристаллизации и диффузионных процессов. Температура, при которой происходит внутренняя рекристаллизация алюминия, находится в интервале от 120 до 300 ºC, поэтому его отжигают с нагревом не выше 320 ºC.
Его сплавы (группы АД, АК, Д, АВ) отжигаются при более высоких температурах (370÷430 ºC) с последующим остужением на воздухе от получаса до нескольких часов.
Отжиг меди производят с нагревом до красного свечения (600÷700 ºC). Скорость охлаждения не влияет на качество отожженного металла, поэтому изделия из меди можно охлаждать в воде. При отжиге латунь и большинство бронз также нагревают до 700 ºC, а медно-никелевые сплавы — до 850 ºC, но охлаждать их можно только на воздухе.
Изделия из чистого титана отжигают с нагревом до температуры 600÷700 ºC, а из его сплавов — до 650÷750 ºC. Выдержка при нагреве составляет несколько десятков минут с последующим остужением на воздухе. Отжиг чугуна, также являющимся сплавом железа и углерода, происходит на основании тех же физических законов и технологий, что и у стали.

Используемое оборудование сегодня
В термических цехах для закалки, отпуска и отжига изделий из стали, как правило, используют одно и то же оборудование. Нагрев осуществляют в камерных печах с открытыми или закрытыми источниками тепла, а также индукционными и газопламенными установками.
Отдельные виды этого оборудования могут работать с защитными средами из вакуума или химически нейтральных газов. Для выполнения изотермических операций применяют печи или ванны с расплавленными металлами и солями.
Транспортировка изделий производится специальными тележками с рельсовыми направляющими, при этом остужение изделий на воздухе обычно осуществляется прямо на этих транспортных средствах. Для погрузки и разгрузки деталей используются мостовые и консольные краны и кран-балки.
Возможные дефекты при отжиге стали
Все основные дефекты при отжиге стали связаны с нарушением температурных режимов и воздействием на металл активных газовых сред.
При слишком высокой температуре нагрева сначала происходит чрезмерное укрупнение зерен, а при значениях, близких к температуре плавления, начинается проникновение кислорода внутрь металла и окисление границ его структурных элементов.
При воздействии открытого пламени на поверхности стали появляется упрочненный слой из смеси оксидов железа, именуемый окалиной. С нею связано не только уменьшение объема стали в заготовке, но и возможное возникновение проблем с механической обработкой после отжига.
Удаление окалины вызывает повышение трудозатрат и дополнительный расход материалов на травление или дробеструйную обработку. Еще одним результатом воздействия кислорода является обезуглероживание, которое приводит к деградации поверхностного слоя стали и может образовать микротрещины и поверхностную деформацию.
В Интернете встречаются утверждения, что отдельные виды латуни можно отжигать с охлаждением в воде, но при этом марки такой латуни не указываются. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в комментариях.
Читайте также: