
Опиливание деталей чем осуществляют
Обновлено: 19.05.2024
Опиливание- это операция, при выполнении которой с поверхности заготовки снимается слой металла (припуск) при помощи режущего инструмента - напильника. Цель опиливания - придание деталям требуемой формы, размеров и заданной шероховатости поверхности.
В практике слесарной обработки чаще других применяются следующие основные виды опиловочных работ: опиливание наружных плоских и криволинейных поверхностей; опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей; опиливание углублений, отверстий, пазов и выступов.
Опиливание выполняется различными напильниками и подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное).Опиливание дает возможность обработать заготовки с точностью до 0,05 мм, а в отдельных случаях даже до 0,01 мм. Припуски при опиливании обычно небольшие - до 1 мм.
Напильники.
Напильник представляет собой режущий инструмент в виде стального закаленного бруска, на поверхности которого имеется специальная насечка, образующая на нем режуще зубцы.
Напильники различают по форме сечения, размерам, видом насечки и числом насечек на один сантиметр рабочей части.По форме сечения напильники разделяются на: плоские тупоносые (а), плоские остроносые (б), трехгранные (в), квадратные (г), полукруглые (д), круглые (е) и т.п.
Форма сечения напильников по их длине, как правило, неодинакова; по направлению от середины к носку она уменьшается. Это делает рабочие грани напильника выпуклыми. Выпуклые грани дают возможность легче устранить местные неровности обрабатываемой поверхности (например, выпуклости).
Плоские напильники используются для опиливания открытых плоскостей и выпуклых поверхностей; трехгранные - для опиливания внутренних углов, трехгранных отверстий, а также плоскостей, недоступных для плоского напильника.

Рис. 49. Виды напильников: а) плоские тупоносые, б) плоские остроносые, в) трехгранные, г) квадратные, д) полукруглые, е) круглые.
Полукруглые напильники при использовании плоской стороны дают возможность опиливать плоскости и острые внутренние углы, а полукруглой - вогнутые поверхности.
Круглые напильники необходимы для распиливания круглых и овальных отверстий, а также вогнутых поверхностей, недоступных для полукруглого напильника.
Основным размером напильника является его длина, т.е. расстояние от конца носка до его хвостовика. Длина напильников колеблется от 100 до 400мм.
Для опиливания деталей в труднодоступных, местах, а также для обработки малогабаритных деталей применяются небольшие по размеру напильники, которые называются надфилями.
Надфили имеют форму сечения, аналогичную напильникам, но отличаются от них размерами и формой хвостовика. Надфили изготавливаются размерами от 40 до 80 мм при общей длине от 80 до 160 мм. Хвостовик имеет круглое сечение и значительную длину; одновременно он является и рукояткой надфиля.
По виду или форме насечек напильники бывают с одинарной (однорядной), двойной(перекрестной), а также рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий. Такие напильники применяются для обработки цветных металлов, целлулоида, дерева и др.
Одинарная насечка наносится под углом 25-30° по отношению к линии, перпендикулярной к оси напильника.
В напильниках с двойной насечкой сначала насекают нижнюю глубокую насечку, называемую основной, а поверх нее - верхнюю неглубокую насечку, называемую вспомогательной; она разделяет основную на большое число отдельных зубьев. Вспомогательная насечка имеет направление справа налево вверх, а основная - слева направо вверх, если смотреть на насечку напильника от хвостовика к носку. Перекрестная насечка размельчает стружку, что облегчает работу.
У напильников с двойной насечкой основная насечка обычно выполняется под углом наклона 25°, а вспомогательная - под углом 45°. Шаг (расстояние между двумя соседними зубьями) основной насечки больше шага вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей угол 5° с осью напильника. Вследствие этого при его движении следы зубьев частично перекрывают друг друга, что ведет к уменьшению шероховатости обработанной поверхности, т.е. поверхность получается относительно чистой и гладкой.
Зубья рашпильной насечки образуются выдавливанием металла заготовки рашпиля насекательными зубилами со специальной формой заточки. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с таким видом насечки применяются для опиливания мягких материалов (дерево, резина, каучук и др.), т.к. в этом случае снимается крупная стружка. В напильниках с обыкновенной насечкой стружка таких материалов забивает зубья, и они не могут резать.
По числу зубьев, насеченных на 10 мм длины, напильники разделяются на: 1 - драчевые, имеющие от 4-х до 12 насечек; 2 - личные, имеющие от 13 до 26 насечек; 3 - бархатные, имеющие от 40 до 63 насечек.


Рис. 50. Виды насечек напильников: а) одинарная, б) двойная, в) рашпильная.
Драчевые напильники позволяют снимать за один ход от 0,08 до 0,15 мм обрабатываемого металла и применяются для грубого опиливания, когда необходимо снять припуск до 0,5 мм.
Личные напильники используются для более чистой отделки поверхности (после предварительной обработки драчевым напильником), когда требуется снять припуск не более 0,15 мм. Личные напильники позволяют за один ход снять слой металла толщиной 0,05…0,08 мм; при этом может быть достигнута шероховатость поверхности, соответствующая 7…8 классам чистоты.
Плоские тупоносые напильники на рабочих гранях имеют двойную насечку; при этом на одном ребре имеются одинарные наклонные насечки, а на другом ребре насечки отсутствуют, что делает напильник удобным для опиливания прямых и тупых внутренних углов, когда необходимо, чтобы одну плоскость угла спиливали, а другую оставляли нетронутой.
Приемы опиливания.
При опиливании заготовку укрепляют в тисках так, чтобы она выступала над губками тисков на 5-10 мм; при этом обрабатываемая поверхность устанавливается параллельно губкам тисков.
При зажиме заготовок по обработанным поверхностям на тиски устанавливают накладные губки из меди, алюминия и др. мягких металлов, которые предохраняют поверхность от вмятин.
Положение работающего у тисков зависит от его характера работы. Наиболее удобным положением при опиливании считается такое, при котором корпус рабочего повернут относительно оси тисков под углом 45°, левая нога выдвинута на полшага вперед по направлению движения напильника, а угол между ступнями составляет 60…70°.
Нельзя стоять близко у тисков, т.к. движения при этом будут очень короткими. При большом же удалении от тисков рабочему придется слишком сильно наклоняться вперёд.
Напильник при опиливании удерживают правой рукой за ручку так, чтобы большой палец лежал поверх нее в направлении оси напильника, а остальные четыре пальца поддерживали ручку снизу. Конец ручки должен упираться в мякоть кисти руки у большого пальца. Левую руку накладывают ладонью на носок напильника; пальцы при этом слегка сгибаются.
Во время работы напильник перемещают по обрабатываемой поверхности с усилием только в прямом направлении (от себя).
При обратном движении усилие снимается, и напильник передвигают, не отрывая от поверхности.
Усиление нажима должно соизмеряться с величиной снимаемого слоя металла, размером напильника и его насечкой. При использовании крупнозубых напильников усилив нажима должно быть большим. При работе с мелкозубыми напильниками усилие нажима уменьшается.
Чем больше размер напильника, тем больше должно быть прилагаемое усилие.
При чрезмерном давлении на напильник впадины между зубцами забиваются стружкой, которая спрессовывается и напильник теряет режущую способность ("засаливается").
Нажим на напильник при рабочем движении осуществляют двумя руками, но неодинаково. В начале движения наибольшее усилие осуществляет левая рука. По мере движения напильника вперед усилие нажима левой руки уменьшается, а правой - увеличивается. В конце рабочего хода усилие правой руки должно быть наибольшим.

Рис. 51. Положение тела при опиливании заготовки в тисках.
Такая координация движения рук и балансирование усилий дают возможность сохранять горизонтальное положение напильника во время работы, а сила в месте контакта напильника с поверхностью детали сохраняет постоянную величину.
При несоблюдении этих правил неизбежны "завалы" обрабатываемой поверхности, т.е. по краям поверхность будет опилена больше, чем посередине. Темп движения рук при опиливании должен сохраняться постоянным, примерно 50-60 двойных движений в минуту.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.004)
Люди, мало сведущие в слесарных работах, зачастую путают эти две операции – опиливание и зачистку, а между тем у них есть существенная разница: опиливание связано с изменением размера деталей (напильником снимается слой металла), а зачистка – с изменением шероховатости (удаление царапин, рисок и пр.). Опиливание производится с помощью напильников и надфилей; зачистка чаще всего осуществляется абразивными кругами, брусками, шкурками, иногда используются проволочные щетки.
Процесс опиливания заключается в основном в опиливании деталей по контуру, для удаления заусенцев, забоин, образовавшихся при рубке (резке), в устранении дефектов на плоскостях (если технические условия позволяют такие исправления), снятии припусков под размер, опиливании плоскостей сложных поверхностей, выступов, пазов при подгонке деталей во время сборки. Но в любом случае после опиливания поверхности подвергаются зачистке.
В том случае, если нужно удалить слой металла более 0,2 мм, опиливание считается грубым; от 0,1 до 0,2 мм – средним; до 0,1 мм – тонким.
От того, какая обработка требуется, зависит выбор напильника по номерам (см. главу, посвященную слесарному инструменту).
Выбор напильника по длине зависит от величины детали: он должен быть длиннее обрабатываемой плоскости, как минимум, на 150 мм.
Выбор формы напильника зависит от поверхности: ровные поверхности опиливают плоскими напильниками, сопряженные (углы между ними) – квадратными, ромбическими, треугольными, криволинейные – круглыми и полукруглыми (см. рис. 9).
Плоские напильники (см. рис. 9, а) применяются для опиливания наружных или внутренних плоских поверхностей и для пропиливания шлицев и канавок.
Полукруглые напильники (см. рис. 9, б) предназначены для обработки криволинейных поверхностей и углов более 30°.
Квадратные напильники (см. рис. 9, в) применяют для пропиливания квадратных, прямоугольных и многоугольных отверстий.
Трехгранные напильники (см. рис. 9, г) используются для опиливания углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках.
Круглые напильники (см. рис. 9, д) применяются для пропиливания круглых и овальных отверстий и вогнутых поверхностей небольшого радиуса.
Для более качественной обработки (и для повышения производительности) опиливание лучше всего производить перекрестными проходами (рис. 26, а).

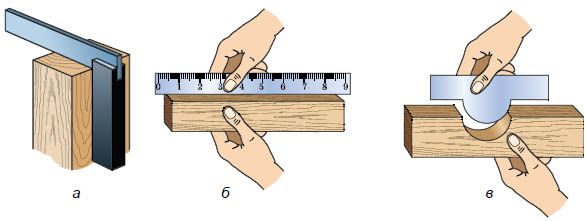
Рис. 26. Опиливание поверхностей и контроль за качеством работ: а – перекрестное опиливание; б – контроль отклонений от плоскости и прямолинейности; в – контроль отклонений от параллельности; г – контроль отклонений от перпендикулярности; д – контроль криволинейных поверхностей по шаблону.
В том случае, если с поверхности детали нужно снять лишь выступающие части, опиливание производится круговыми движениями.
Во время работы рукоятка напильника должна опираться на центр ладони правой руки, а пальцы левой руки нужно расположить поперек напильника на расстоянии 20–30 мм от его носика (будет удобнее, если пальцы слегка согнуть, но не свешивать до рабочей плоскости напильника) (рис. 27).

Рис. 27. Правильное положение слесаря (а) и положение его рук при грубом (б) и при чистом (в) опиливании.
Движения напильником должны быть строго горизонтальными относительно обрабатываемой поверхности (рабочий ход – вперед, от себя, холостой ход – назад, к себе); темп движений – от 40 до 60 поступательно-возвратных движений в минуту. Производить движения следует обеими руками, распределяя силу давления на инструмент следующим образом:
– начало рабочего хода – основной нажим левой рукой, правая лишь поддерживает напильник в горизонтальном положении;
– середина рабочего хода – сила нажима обеими руками одинакова;
– конец рабочего хода – левая рука поддерживает напильник в горизонтальном положении, а основная нагрузка приходится на правую руку;
– холостой ход – напильник от опиливаемой поверхности не отрывается, но сила нажима минимальная.
Если во время работы напильник скользит, надо прочистить его стальной щеткой вдоль насечек.
Деталь, подлежащую опиливанию, зажимают между накладками тисков так, чтобы обрабатываемая поверхность выступала над губками на высоту 5–10 мм. При опиливании тонкой детали ее следует крепить на деревянном бруске деревянными пластинками, обеспечивающими неподвижность детали (рис. 28).

Рис. 28. Опиливание детали из тонкого металла.
Существенное значение имеет положение слесаря в момент опиливания по отношению к обрабатываемой детали. Он должен располагаться сбоку тисков на расстоянии около 20 см от верстака так, чтобы корпус был прямым и повернутым под углом 45° к продольной оси тисков (см. рис. 27, а). Упор нужно делать на левую ногу.
Опиливание плоскопараллельных поверхностей
Сначала об опиливании кромок деталей из листового металла. Слесарям хорошо известно, что на их зачистку уходит времени в 30–40 раз больше, чем на то, чтобы его разрезать.
Время, уходящее на эту операцию, можно значительно сократить, саму операцию сделать менее трудоемкой и более безопасной, если в работе использовать небольшое приспособление, изготовленное из двух напильников (рис. 29).

Рис. 29. Приспособление для опиливания кромок деталей из листового металла: 1 – напильники; 2 – деревянная ручка; 3 – болты.
Плоские напильники нужно обрезать на необходимую длину так, чтобы остались только рабочие поверхности, и просверлить в них отверстия для крепления. Затем вырезать из дерева ручку (в виде бруска), соответствующую длине напильников. В ручке необходимо вырезать прямоугольную выемку и прикрутить к ее сторонам напильники таким образом, чтобы они плотно прилегали друг к другу под прямым углом. Крепежные винты не должны выходить за плоскость рабочей поверхности напильника, их надо утопить чуть глубже. Таким модернизированным двойным напильником зачищать кромку стального листа очень легко и быстро. Кроме того, значительно уменьшается опасность травмирования об его острые кромки во время работы.
Прежде чем опиливать деталь, имеющую плоскопараллельные поверхности (например, в виде бруска, плиты), следует выбрать основную измерительную базу – как правило, это одна из наиболее широких поверхностей. Ее следует опилить окончательно, с проверкой плоскости и прямолинейности. Затем с помощью штангенциркуля проверяют параллельность широких поверхностей и толщину заготовки, определяя при этом подлежащий удалению припуск, замеры производят в 3–4 местах. После чего обрабатывают напильником вторую широкую сторону.
Если, помимо широких поверхностей, требуется обработка и узких, то из них выбирается одна из более длинных сторон (она принимается за вспомогательную базу). После ее полной обработки опиливаются короткие поверхности, примыкающие к ней под углом 90°, с обязательной проверкой перпендикулярности относительно вспомогательной базы. В завершение опиливается вторая длинная сторона.
При опиливании плоских поверхностей может применяться механический напильник (рис. 30).

Рис. 30. Механический напильник: 1 – наконечник; 2 – эксцентрик; 3 – плунжер.
В этом напильнике при вращении наконечника от гибкого вала через червячную передачу получает вращение эксцентрик, сообщающий возвратно-поступательное движение плунжеру, к которому крепится напильник.
Можно сократить время опиловочных работ с помощью шлифовальных машинок, к которым крепятся абразивные круги (рис. 31).

Рис. 31. Шлифовальные машинки: а – электрическая; б – пневматическая.
Опиливание сопряженных плоских поверхностей
Чаще других слесарю приходится опиливать поверхности сопряженные, расположенные по отношению друг к другу под определенным углом. Наружные углы, как правило, обрабатываются плоскими напильниками, внутренние, в зависимости от их величины, трехгранными, квадратными, ромбическими, а если угол очень острый, то и надфилями.
Как и при опиливании плоскопараллельных поверхностей, первой окончательно обрабатывают измерительную базу (наиболее длинную или широкую сторону). Затем проверяют угол между базой и необработанной поверхностью (с помощью угломера) и опиливанием доводят его до соответствия с требуемой величиной.
Особой тщательности требует обработка мест сопряжения внутренних плоскостей угла, ибо именно там чаще всего выявляются погрешности обработки.
Опиливание криволинейных поверхностей
Криволинейные поверхности подразделяются на выпуклые и вогнутые. Обработка таких поверхностей обычно связана со снятием относительно большого слоя металла (припуска).
Выпуклые криволинейные поверхности сначала размечают, затем снимают лишний металл ножовкой или зубилом, а потом опиливают плоскими напильниками: основной припуск снимают напильником № 0, оставляя припуск до разметочной риски в 0,8–1 мм; далее напильником № 4 или № 5 снимают оставшийся припуск до риски.
Сила нажима на напильник во время рабочего хода практически не меняется, а изменение его положения относительно обрабатываемой детали – балансировка – напоминает качели (в случае если деталь закреплена в тисках в горизонтальном положении) (рис. 32):
– в начале рабочего хода носик напильника направлен вниз, а рукоятка приподнята;
– в середине рабочего хода напильник располагается горизонтально;
– в конце рабочего хода приподнятым должен быть носик напильника, а рукоятка – опущенной.

Рис. 32. Приемы опиливания выпуклых криволинейных поверхностей.
Если же деталь закреплена в тисках в вертикальном положении, то движение напильника будет иным:
– в начале рабочего хода носик напильника направлен несколько вверх и влево;
– в конце рабочего хода напильник носиком смотрит прямо вперед.
В ходе опиливания деталь периодически освобождают из тисков и поворачивают относительно ее оси на небольшой угол (приблизительно на 1/5 оборота). Качество работы проверяют с помощью шаблона.
Обработку вогнутых криволинейных поверхностей также начинают с нанесения разметки контура детали на заготовке.
Большую часть лишнего металла можно удалить зубилом, ножовкой (при этом используется ножовка без рамки) или одновременно высверливанием и выпиливанием, оставив небольшой припуск, а затем полукруглым или круглым напильником спилить припуск до разметочной риски (рис. 33).

Рис. 33. Приемы обработки вогнутых криволинейных поверхностей.
При выборе напильника следует учесть, что радиус его сечения должен быть несколько меньше радиуса опиливаемой поверхности. Во время работы сочетают два вида движений напильником: прямолинейное (от себя – на себя) и вращательное. Качество работы контролируется наложением шаблона.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
3.2.3. О замене деталей и элементов
Реставрация деталей мебели
Реставрация деталей мебели Работы по реставрации мебели состоят из следующих этапов: из исследования изделия, осуществляемого перед работой; сушки предмета перед реставрацией; разборки (если есть необходимость в этом); дезинфекции; удаления поврежденных отделочных
Разметка металлических заготовок
Разметка металлических заготовок После того как металл выправлен и тщательно очищен, производится разметка той поверхности, которую предстоит обработать. По сути, разметка – это уже слесарная операция, но поскольку в ходе ее заготовка не подвергается непосредственно
Шабрение металлических поверхностей
Шабрение металлических поверхностей Шабрение поверхностей металлических деталей применимо главным образом в слесарно-сборочных работах, когда требуется плотная подгонка плоскостей прилегающих друг к другу деталей (например, измерительных и направляющих
Притирка металлических поверхностей
Притирка металлических поверхностей Опиливания, зачистки и шабрения поверхностей зачастую бывает недостаточно, чтобы достигнуть достаточно плотного прилегания деталей друг к другу. Поэтому в процессе сборки механизмов слесари прибегают к притирке (доводке)
Список деталей для УРР
Список деталей для УРР • (1) ИС1 HM2007• (1) ИС2 SRAM 8K x 8• (1) ИС3 74LS373• (2) ИС4 и ИС5 7448• (1) резонатор кварцевый 3,57 МГц• (1) печатная плата УРР• (1) клавиатура 12-кнопочная• (2) индикатор 7 сегментов• (2) сборка резисторов 220 Ом, 0,25 Вт, 16 выводов• (1) резистор 22 кОм 0,25 Вт• (1) резистор 5,6 кОм 0,25
Список деталей интерфейса
Список деталей интерфейса • (2) ИС 4011 2 элемента ИЛИ-НЕ• (1) ИС 74LS373 8 D триггеров• (1) ИС 4028 двоично-десятичный дешифратор• (1) ИС таймер 555• (1) ОУ LM741• (1) резистор 5,6 кОм• (1) резистор 15 кОм• (1) резистор 330 Ом• (2) резистор 10 кОм• (10) резистор 470 Ом• (1) конденсатор 47 мкФ• (1)
Список деталей для контроллера ШД
Список деталей для контроллера ШД • (1) микроконтроллер 16F84• (2) конденсатор 22 пФ• (1) кварцевый резонатор 4 МГц• (1) резистор 4,7 кОм, 0,25 Вт• (1) ИС таймер 555• (1) ИС контроллер ШД UCN-5804B• (1) Шаговый двигатель (однополярный с 6 выводами)• (1) Понижающий трансформатор• (6) диод
Список деталей дирижабля
Список деталей для интерфейса PC
Список деталей для интерфейса IBM
Список деталей для интерфейса IBM • (1) Трехпозиционный электрический воздушный клапан, управляемый соленоидом постоянного тока 5 В, максимальное давление 6,3 кгс• (1) разъем DB 25• (1) ИС логический буферный элемент 4050HCT• (1) Транзистор TIP 120 NPN DarlingtonДетали можно заказать в:Images
Ресурс деталей автомобиля
Ресурс деталей автомобиля При эксплуатации автомобиля с пробегом свыше 50 тыс. км возможны неисправности, характерные для машин любой марки старого выпуска: может выйти из строя трос привода сцепления, оборвавшийся в зоне регулировочной муфты, может наступить полный
Опиливание выпуклых поверхностей
Опиливание выпуклых поверхностей Опиливание выпуклых поверхностей производится следующим образом. После разметки ножовкой срезают углы заготовки, после чего она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают слой металла, не доходя до
Опиливание мелких деталей
Опиливание мелких деталей Мелкие детали зажимают в ручные тиски и, оперев их о верстак, поворачивают левой рукой на себя при рабочем ходе, т.е. при движении напильника вперед, и от себя при холостом ходе.При этом напильник или надфиль держат правой рукой с вытянутым вперед
Покрытие из металлических пластин
Покрытие из металлических пластин Фальцевал кровля – это конструкция, сооруженная из металлических пластин, листов или рулонов, которые скреплены особым образом с помощью фальцев. Фальцем называют вид шва, который образуется при соединении двух соседних листов
20. Типы фаз в металлических сплавах. Правило фаз; правило рычага
20. Типы фаз в металлических сплавах. Правило фаз; правило рычага Диаграмма состояния – это графическое изображение состояния любого сплава изучаемой системы в зависимости от его концентрации и температуры.Изучение любого сплава начинается с построения и анализа
§ 22. Технология опиливания заготовок из металла и пластмассы
Опиливание — это срезание с заготовок небольшого слоя металла (припуска) с помощью напильников для получения точных размеров, указанных в чертеже.
Напильник – это многорезцовый режущий инструмент, изготовленный из специальной инструментальной стали (рис. 1).
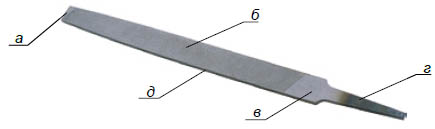
Рис. 1. Строение напильника: а – носок; б – рабочая грань; в – пята; г – хвостовик; д – ребро
На его поверхности выполнены насечки в виде большого количества маленьких зубцов, каждый из которых имеет форму клина (рис. 2).

Рис. 2. Схема режущей части напильника
При движении по поверхности заготовки каждый зубец напильника действует как резец, снимая при этом с нее слой материала.
Напильники различают по форме поперечного сечения, виду насечки, числу зубьев насечки на 10 мм длины, длине рабочей части.
1. По форме поперечного сечения напильники бывают плоские, полукруглые, квадратные, трёхгранные, круглые, ромбические и ножевые (рис. 3).

Рис. 3. Виды напильников по форме поперечного сечении и примеры их применения: а — плоский; б — полукруглый; в — квадратный; г — трёхгранный; д — круглый; е — ромбический; ж — ножевой
2. По виду насечки напильники могут быть с одинарной, двойной и рашпильной насечками (рис. 4). Каждая насечка — зуб напильника — имеет форму клина (клиновидную форму имеют также зубья ножовки и режущая кромка зубила).

Рис. 4. Формы насечек напильников: а — одинарная; б — двойная; в — рашпильная
3. По числу зубьев на 10 мм длины промышленность выпускает напильники шести номеров — 0, 1, 2, 3, 4, 5. Напильники номер 0 и 1 — драчёвые — имеют крупную насечку: 5. 12 зубьев на 10 мм длины. Их применяют для грубой обработки. Толщина снимаемого слоя металла за один ход драчёвого напильника 0,2. 0,5 мм (рис. 5, в).
Напильники номер 2 и 3 — личные — имеют среднюю насечку: 13. 26 зубьев на 10 мм длины. Этими напильниками работают, когда основной слой металла уже снят драчёвым напильником. Толщина снимаемого слоя металла за один ход личного напильника 0,1. 0,3 мм (рис. 5, б).
Напильники номер 4 и 5 — бархатные — имеют насечку 42. 80 зубьев на 10 мм длины и применяются для чистовой доводки и шлифования поверхностей. Они снимают слой металла толщиной 0,005. 0,01 мм (рис. 5, а).
.jpg)
Рис. 5. Виды напильников: а – бархатный; б – личный; в – драчевый
По длине рабочей части напильники бывают: от 100 до 400 мм. При опиливании выбирают напильник примерно на 150 мм длиннее обрабатываемой заготовки.
При опиливании мелких деталей или зачистке заготовок в труднодоступных местах применяют надфили (рис. 6 и 7). Это небольшие напильники длиной 80 . 160 мм, толщиной или диаметром 2. 3 мм. Надфили имеют насечку 20. 112 зубьев на 10 мм длины.


Рис. 6. Надфили
Рис. 7. Виды надфилей: а – схематическое изображение; б – общий вид
Обработку заготовок из древесных материалов напильниками осуществляют после надежного крепления их в зажимных устройствах. Для этого используют слесарные тиски, струбцины, зажимы столярного верстака и т. п. Чтобы не повредить заготовку при креплении ее в слесарных тисках, между ней и губками тисков размещают прокладки из картона или алюминия (рис. 8).
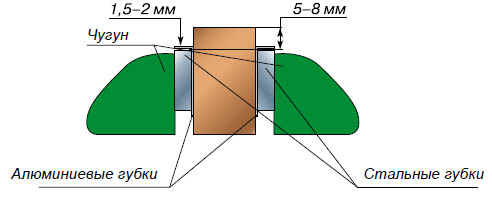
Рис. 8. Крепление заготовки в слесарных тисках
Удобное и надежное крепление заготовки из фанеры или ДВП для их обработки напильниками можно осуществить, используя для этого приспособление, изображенное на рисунке 9.
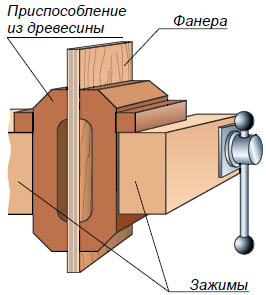
Рис. 9. Крепление заготовки в приспособлении
Важное значение при работе напильниками имеет правильная организация рабочего места. В первую очередь, следует отрегулировать высоту кишки верстака. Вспомни, как это сделать на комбинированном верстаке и на столярном.
При креплении заготовки в слесарных тисках рабочее место должно соответствовать росту работающего. Туловище работающего при этом должно быть размещено в пол-оборота к закрепленной для обработки заготовке, а ступни ног – находиться на расстоянии 20. 30 см одна от другой (рис. 10).
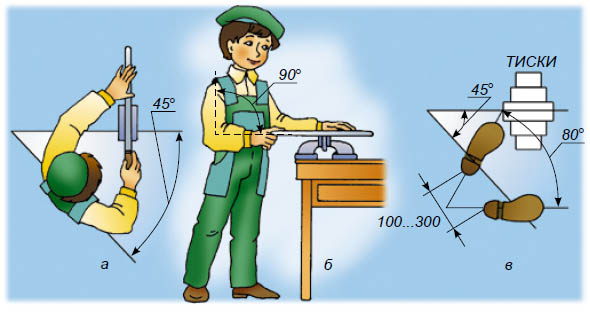
Рис. 10. Положение при опиливании: а – туловища; б – корпуса тела человека; в – ступней ног
Рабочая поза при опиливании такая же, как и при зачистке заготовок. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Левую руку кладут сверху на носок напильника , отступив от края 20. 30 мм.
Напильник берут в правую руку так, чтобы большой палец лежал сверху вдоль ручки, а ладонь упиралась в ее конец. Остальными пальцами поддерживают ручку снизу. Ладонь левой руки кладут на конец напильника (рис. 11).
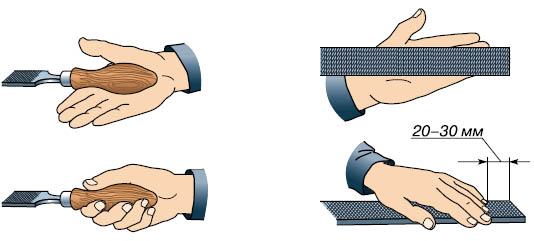
Рис. 11. Положение правой и левой руки при опиливании
При опиливании параллельных плоскостей сначала обрабатывают одну плоскость, которую принимают за базовую. Затем размечают положение другой плоскости и опиливают её.
При обработке заготовок следует время от времени изменять направление движения напильника. Например, после применения поперечного опиливания (рис. 12, а), позволяющего снимать большие припуски, применяют продольное опиливание (рис. 12, б), которое обеспечивает прямолинейность обрабатываемой плоскости.

Рис. 12. Приёмы рпиливания заготовок: а — поперечное; 6 — продольное; в — круговое; г — перекрёстным штрихом
Круговое опиливание (рис. 12, в) применяют для снятия небольших припусков при окончательной отделке поверхности.
Можно опиливать заготовку косым штрихом слева направо, затем поперечным и в завершение косым штрихом справа налево. Эта обработка называется опиливанием перекрёстным штрихом (рис. 12, г).
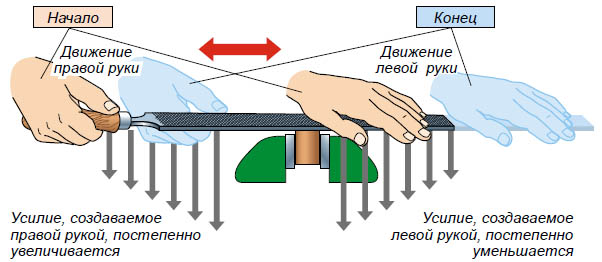
Рис. 13. Распределение усилий правой и левой руки при опиливании
При опиливании заготовок из сортового проката необходимо строго соблюдать правила безопасной работы. Они такие же, как при зачистке деталей из тонколистового металла и проволоки.
При опиливании заготовки из пластмассы драчёвые напильники и напильники с рашпильной насечкой, как правило, не применяют. Предварительное опиливание ведут личными напильниками, а окончательную доводку выполняют бархатными. Мелкие элементы заготовки обрабатывают надфилями.
Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Поэтому направление движения напильника, а следовательно, и его штрихов (следов) на обрабатываемой поверхности должно изменяться (рис. 14).
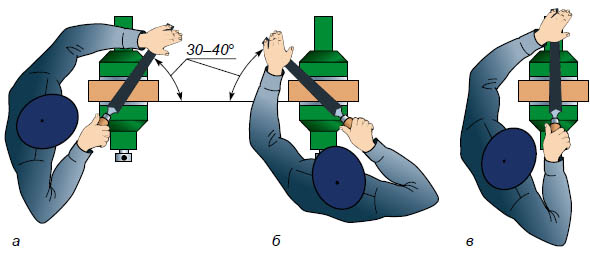
Рис.14. Способы опиливания: а – слева направо; б – справа налево; в – прямо
При опиливании фанеры и ДВП насечка напильников быстро забивается отходами. Рабочую поверхность таких напильников очищают специальной металлической щеткой - карчеткой (корд-щёткой) , двигая ее вдоль нанесенных на напильник насечек (рис. 16).
Рис. 16. Очистка напильника металлической щеткой
Более качественную обработку поверхности и подготовку ее к отделке производят шлифовальными шкурками.
Правила безопасного труда при опиливании заготовок из древесных материалов:
1. Необходимо правильно организовывать рабочее место.
2. Пользоваться лишь исправным инструментом и приспособлениями.
3. Заготовку нужно надёжно закреплять в тисках.
4. Ручка должна быть крепко насажена на хвостовик напильника. Запрещается работать напильником без ручки, с расколотой ручкой или без кольца на ручке. Она не должна иметь трещин, сколов, а кольцо должно крепко держаться на ручке.
5. Крепить ручку на хвостовике следует так, как показано на рисунке 17, а и б.
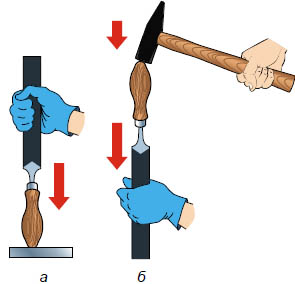
Рис. 17. Закрепление ручки на напильнике
6. Снимать ручку с напильника нужно так, как показано на рисунке 18, а и б.
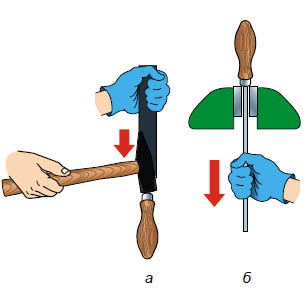
Рис. 18. Снятие ручки с напильника
7. При опиливании нужно следить, чтобы пальцы рук не попадали в промежуток между инструментом и обрабатываемой заготовкой.
8. Нельзя поджимать пальцы нерабочей руки под носик напильника, так как при холостом ходе (при движении назад) можно задеть заготовку и поранить руку.
9. Необходимо быть внимательным, не отвлекаться во время работы.
10. Нельзя проверять пальцами качество опиливаемой поверхности.
11. Нельзя дотрагиваться до острых кромок и металлических заусенцев.
12. Опилки и другие отходы убирать специальной щеткой-смёткой. Запрещается сдувать их или сметать рукой.
13. Закончив работу, следует очистить напильник корд-щёткой, убрать рабочее место щёткой-смёткой.
Практическая работа "Опиливание заготовок из металла и пластмасс"
- Выправьте на правильной плите одну из вырубленных заготовок деталей: отвёртки (см. рис. 19, а), шаблона (см. рис. 19, б)
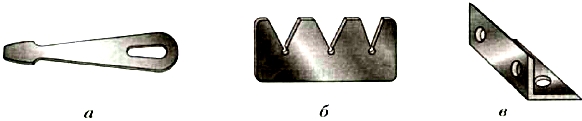
Рис. 19. Изделия из сортового проката: а — отвёртка; 6 — шаблон для контроля углов: в — крепёжный уголок
- Надёжно закрепите металлическую заготовку в тисках и опилите её наружные поверхности.
- Выберите напильники нужного профиля и обработайте фигурное отверстие одной из деталей.
- Опилите наружные поверхности пластмассового корпуса вешалки-крючка (см. рис. 20) или пластмассовой детали своего творческого проекта.

Рис. 20. Вешалка-крючок
Новые слова и понятия
Опиливание; напильники (драчёвые, личные и бархатные); надфиль, карчетка.

Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
- опиливание плоских наружных и криволинейных поверхностей;
- опиливание наружных и внутренних углов, а также сложных или фасонных поверхностей;
- опиливание углублений и отверстий, пазов и выступов, пригонка их к друг к другу.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.

Напильники и их конструкция.
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.

Рис. 1. Напильники.
а — плоский тупоносый, б — плоский остроносый, в — виды насечек (слева одинарная, справа двойная, или перекрестная)
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-80 0 к ребру напильника.
В напильниках с двойной насечкой одна насечка называется основной, или нижней, а другая — верхней. Перекрестная насечка раздробляет стружку, что облегчает работу. У напильников с перекрестной насечкой нижняя обычно выполняется под углом 55 0 , а верхняя — под углом 70 0 . Наиболее целесообразными углами наклона насечек при обработке различных металлов являются углы, указанные в таблице:

Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней. В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга. Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.

Рис. 2. Насечка и зубья напильников.
а — правильная насечка, б — неправильная, в — углы зубьев, г — насеченный зуб, д — фрезерованный или шлифованный зуб, е — зуб, полученный протягиванием
Классификация напильников и их применение.
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.

Рис. 3. Специальные напильники.
а — ножовочный, б — ромбический, в — овальный, г — напильник-брусовка
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).

Рис. 4. Напильники-диски.
а — д — виды дисковых напильников; е — приспособление, в котором закрепляется дисковый напильник для работы.
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.

Рис. 5. Рашпиль и рашпильная насечка.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).

Рис. 6. Надфили.
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
- 1-й класс — напильники драчевые (крупная насечка); применяются для грубого чернового опиливания;
- 2-й класс — напильники личные (мелкая насечка); применяются для чистовой обработки поверхностей;
- 3-й, 4-й, 5-й и 6-й классы — напильники бархатные с мелкой и очень мелкой насечкой; применяются для подгонки деталей, для отделки, доводки и шлифования поверхностей.
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания. Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса. Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними.
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности.
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)

Рис. 7. Отделка поверхности напильником.
а — поперечным штрихом, б и в — продольным штрихом, г — круговым штрихом.
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы. Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет. Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали. В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.
Читайте также:
- Превенция как цель уголовного наказания означает исправление осужденного
- Как восстановить сим карту мтс без паспорта
- Кто должен выполнять осмотр ремонт проверку испытание и техническое освидетельствование инструмента
- Можно ли позвонить на почту и узнать пришло ли пособие
- Какое завещание получил молчалин от своего отца выполнил ли он его