
На основе чего осуществляют членение конструкции на отдельные элементы соединяемые сваркой
Обновлено: 17.05.2024
В рамках этой статьи мы расскажем об основных принципах классификации сварных металлических конструкций, что это, где они применяются и их особенности.
Металлоконструкции применяются повсеместно: здания промышленные и гражданские, производственные объекты и оборудование, части транспортных путей и т.д. Существуют разные способы для соединения металлоконструкций, различают:
- Заклепочные соединения;
- болтовые соединения;
- сварные соединения;
Сварка становится частым решением при выборе способа соединения элементов из металла, поскольку сварная конструкция обладает рядом достоинств:
- Относительная простота изготовления;
- Высокая скорость производства работ;
- Большой выбор материалов и оборудования для сварки;
- Возможность создания конструкций сложной конфигурации;
- Создание равнопрочного герметичного соединения;
- Соединение металлических сеток и арматурных каркасов.
Поговорим подробнее о сварных металлоконструкциях.
Что же из себя представляет сварочная конструкция?
Сварная конструкция — это конструкция, элементы которой соединены посредством сварки. Наиболее часто применяемы в строительстве:
- Конструкции из прокатного профиля (балка двутаврового сечения, таврового сечения, швеллер, профильная труба, уголок, труба и т.д.);
- арматурные сварные сетки и каркасы
Классификация
Классификация сварных металлических конструкции подразделяют по:
По материалам заготовок, из которых выполняют:
- Трубные
- Листовые
- Профильные
- Стержневые
По материалу, из которого изготовлена конструкция:
- Из черной стали;
- Из низко, средне и высоколегированной стали;
- Из цветных металлов;
- Из сплавов;
- Полиэтиленовые;
- Полипропиленовые;
- Композитные;
По типу объекта промышленности, на котором монтируются:
- Нефтяные;
- Газовые;
- Теплоэнергетические;
- Конструкции атомной энергетики;
- Судовые;
- Авиационные;
- подъемные сооружения.
Виды сварных конструкций из металла
Металлоконструкции — это то, без чего очень сложно себе представить самое современное строительное производство. Наряду с железобетоном, они являются наиболее частым решением для промышленных, общественных и гражданских зданий и сооружений, машиностроения и других отраслей промышленности. Наиболее частыми видами (группами) строительных металлических сварных конструкций стали:
- Колонны.
- Балки.
- Связи.
- Обечайки.
- Корпуса.
- Стержневые.
- Решетчатые.
- Фермы.
- Сварные опоры (для трубопроводов или оборудования).
- Листовые.
Поговорим более подробно о некоторых сварных конструкциях, о их особенностях при изготовлении и монтаже. Их производство осуществляется на предприятиях, изготавливающих металлоконструкции и прямо на строительно-ремонтной площадке.
Металлические сварные фермы

Стальные сварные фермы представляют собой плоскую решетчатую систему из металлических элементов, позволяющую перекрывать большие пролеты зданий и сооружений. Ферма— это элемент конструкции здания, служащий для опирания кровельной системы (прогонов, настила, кровельного пирога) и передачи нагрузки от неё на колонны или стены.
Металлические фермы часто используются при строительстве промышленных зданий, поскольку зачастую технологический процесс не позволяет установить промежуточные стойки. Также наиболее широко стальные фермы применяются в строительстве социальных и административных зданий. Таких как: торговые центры, кинотеатры, стадионы, бассейны и многие другие.
Именно для таких зданий характерно наличие большого свободного внутреннего пространства. Металлическая сварная ферма состоит из:
- Узлов верхнего пояса.
- Раскосов.
- Стоек.
Раскосы, в свою очередь, подразделяются на опорные и рядовые. Опорные раскосы располагаются в месте опирания фермы. Они несут большие нагрузки, поэтому зачастую их сечение больше, чем у рядовых раскосов (или же выше марка стали). Фермы могут быть однородными, а также комбинированным. Поскольку в своём составе могут сочетать элементы, выполненные из разных марок сталей.
Именно комбинированные металлоконструкции являются эффективным решением их применение наиболее рационально в случаях когда, нагрузки на элементы которых значительно отличаются. Раскосы, а также стойками фермы соединяются с нижним, а также с верхним поясом напрямую, либо с помощью фасонок. Их элементы могут быть выполнены из:
- Квадратной трубы.
- Прямоугольной трубы.
- Круглой трубы.
- Уголка.
- Различных профилей.
Именно стальные фермы являются наиболее частым решением. Фермы разрабатывают для конкретного объекта строительства или же выполняют подбор по серии, выполнив соответствующие расчеты.
Чертежи ферм разрабатываются в разделе КМ и КМД, там же прописываются основные инструкции по производству, а также установке сооружений.
Как производится сварка металлических ферм
Сварка производится либо в заводских условиях, либо на строительно-ремонтных площадках площадке. В заводских условиях изготовление ответственных конструкций, такие как фермы для перекрытия общественных, промышленных зданий, а также объектов.
Как правило, металлические фермы большого пролета делят на отправочные марки (раздел КМ), которые доставляют на строительно-ремонтную площадку. Там производят укрупнённую сборку отправочных марки, а также монтаж согласно разработанной технологии. Длина отправочных марок обычно не превышает 12 метров, это необходимо для безопасной транспортировки отправочной марки по автомобильным дорогам или же иным способом.
Последовательности операций при сварке металлической фермы
Как при сварке любого другого изделия, до начала работ необходимо ознакомиться с нормативной документацией по изготовлению и разработанной технологией в полном объеме. С чертежами раздела КМ, КМД, технологическими картами, а также подготовить необходимые материалы, инструменты, организовать рабочее место.
Соединение отдельных узлов (изотавливаемых из труб или профиля) ведут от средних узловых элементов к опорным. С начало варят имеющиеся стыковые соединения деталей, далее переходят к тавровым, а также угловым. Далее провариваются швы с большей толщиной. Сборка производится с помощью прихваток длиной в 25-40 мм. Швы располагающиеся рядом друг с другом необходимо выполнять, выдержав технологическую паузу.
Выполнение данного условия необходимо для уменьшения деформаций. Только после полного остывания металла, где будет накладываться близко расположенный шов. Конец каждого продольного соединения (при соединении раскосов, стоек или прочих узлов с фасонкой) необходимо вывести на торцевую части привариваемого узла на величину 2см.
Металлические листовые конструкции.
Металлические листовые сварные конструкции наиболее часто применяются в промышленности, к ним относятся: резервуары, цистерны, бункеры, газгольдеры, настилы и т.д. Для листовых металлоконструкций свойственно объединение несущих, а также ограждающих функций.
Для листов зачастую применяется автоматическая, полуавтоматическая, электрошлаковая сварка. Детали имеют большую протяженность, а также к ним предъявляются более строгие требования по прочности соединения и его герметичности. Ознакомиться с последовательностью выполнения швов можно на изображении.
Способы сварки
Еще одна классификация это по способу сварки. Существует много способов сварки, различающихся по условиям выполнения. На производстве (заводе), как правило, применяют:

- Полуавтоматическую сварку в среде СО2.
- Автоматическую электросварку в среде защищающего газа (для сварки электрическим током толстого металла сварка под слоем флюса).
- В монтажных работах, применяют: Ручную дуговую сварку. Автоматическую и полуавтоматическую (редко); Ручную сварку в среде аргона неплавящимся электродом (в основном применяется для алюминия и нержавейки).
Какие типы сварных соединений существуют
Шов образующиеся в результате кристаллизации или пластической деформации (сварка давлением) материала стыкуемых элементов. Представляет же собой пространство на стыке. Сварные швы можно поделить на:
Они имеют разные обозначения на чертежах, поэтому внимательно изучите проектную документацию, до такого как приступить к выполнению работ по возведению данной сварочной конструкции. Независимо от того заводской шов или монтажный, он должен соответствовать предъявляемым требованиям и обеспечивать равнопрочность соединения. Существует много типов сварных соединений, предлагаем наглядно ознакомиться с наиболее применяемыми и распространенными:
- Стыковое соединение.
- Угловое соединение.
- Тавровое соединение.
- Нахлёсточное соединение
Допуски указываются в нормативной документации, а именно в ГОСТ Р 13920-2017.
Как выполнять сварочные швы правильно
Чтобы выполнить сварной шов правильно, во-первых, необходимо ознакомиться нормативной сварочной и проектной документацией. Необходимая проектная документация представляется в виде основного комплекта чертежей марки КМ, и КМД (конструкции металлические, конструкции металлические деталировочные). В альбоме раздела КМ вы получите общие сведения о металлических сварных конструкциях объекта строительства (или его части):
- Общий вид;
- состав конструкций (сколько балок, колонн, ферм, связей и др. деталей);
- основные узлы соединения;
- указания к выполнению работ;
- сведения о нагрузках на конструкции;
- спецификация металлопроката.

В разделе КМД вы найдете:
- подробные чертежи каждого металлического элемента;
- детально разработанными узлы соединения элементов;
- уточненную спецификацию металлопроката.
Читайте примечания и указания к выполнению работ на чертежах. Там могут содержаться важные моменты, без соблюдения которых изготавливаемая металлоконструкция не будет отвечать применяемым к ней требованиям.
Сборку и сварку элементов необходимо производить только при наличии документально разработанной технологии работ по сварке данной конструкции.
Документация выполняется в виде технологических карт и (или) проекта производства (ППСР) на сварочные работы. В них детально отражены все вопросы по процессу и материалам.
Последовательность выполнения сварки
Расскажем более подробно как правильно выполнить шов. Для этого важно вести работы поэтапно:

1 этап: Ознакомление с технической документацией на сварку.
3 этап: Осуществление самих сварочных работ.
4 этап: Неразрушающий контроль получившегося шва.
Выбор способа зависит от множества условий и различных факторов. Основные из них: толщина элементов, длина выполненного шва, тип используемой сварки и шва, ответственность заваренной конструкции и т.д.
Техника сварки металлоконструкций
Для швов различной протяженности необходимо применять специальные методы сварки.
Швы протяженностью 1000 мм называются средними. Такие швы правильно выполнять от центра изделия и перемещаться к краям. Наилучший способ осуществлять 2 сварщикам параллельно. При таком подходе два сварщика ведут работу к краю шва, стараясь выполнять ее с одинаковой скоростью.
Длинными называются швы протяженность которых превышает 1000 мм. Для соединения столь протяженных швов используется несколько различных методов. Первым является обратноступенчатый способ. При его использовании шов делиться на участки, которые заваривают путем провара 150-200 мм шва. Останавливаясь и выполняя следующий шов так, чтобы его конец пришел в начало предыдущего. Сварка идет в одном направлении, а расположение нового участка в противоположном. Это легко понять посмотрев на картинку ниже.

Аналогично обратноступенчатым методом можно произвести сварки от середины изделия к краям. Два сварщика выполняют работу на своей половине изделия. Этим способом можно заварить, как и за один проход изделие малой толщины, так и толстые, несколькими проходами. Участок каждого сварщика делится на более мелкие участки.
Процесс, как и в предыдущем случае идет в одну сторону, а наложение новых швов в другую.
Еще один способ – вразброс. Шов делиться на равные участки количеством 5-6 участков. Далее варят участок по центру. Также накладывая швы небольшой протяженности в противоположном направлении от направления сварки. Далее варятся наиболее удаленные участки по краям и завершают процесс средних участков шва. Каждый из этих методов значительно сократит деформации конструкции после сварки.
Видео – Сварка металлоконструкций
Технологичность конструкции – комплексное понятие, которое включает оценку трудоемкости изготовления изделия, коэффициент использования материала, себестоимость и другие параметры. Контроль проектной документации на оптимальность этих параметров является одним из элементов технической подготовки производства. Для каждой технологии изготовления существуют свои критерии оценки, которые регламентируются государственными стандартами изготовления данного вида продукции и другой нормативно-технической документацией.
Общее понятие
Под технологичностью конструкции изделия понимают комплекс его свойств, которые способствуют достижению минимальных затрат труда, материалов, средств и других показателей при производстве, ремонте и эксплуатации. Основные определения, касающиеся этого понятия, установлены в ГОСТ 14.205-83. Технологичность прорабатывается на самых ранних этапах жизненного цикла продукции – на стадии получения технического предложения, создания эскизного проекта и разработки конструкторской документации.
Вам будет интересно: Почитание - это что такое: значение слова и синонимы
В практическом плане технологичность обеспечивается определением наиболее рациональной конструкции деталей и узлов, сортамента и марок применяемых материалов, контролируемых размеров и их предельных отклонений, шероховатости поверхностей, требований к термической и другим видам обработки. В то же время все эти критерии должны способствовать получению продукции с высокими потребительскими свойствами и эксплуатационными характеристиками.
При оценке технологичности конструкции в производстве используют качественные и количественные параметры: удобство изготовления, соответствие техническим возможностям (имеющимся технологиям и оборудованию, квалификации персонала), низкую себестоимость изделия. Технологичность является относительным показателем и зависит также от типа производства (единичное, серийное или массовое).
Основными задачами для обеспечения технологичности конструкции изделия являются:
- повышение серийности производства с помощью унификации деталей и узлов, стандартизации, сокращения номенклатуры применяемых материалов и комплектующих;
- использование высокопроизводительных технологий, их типизация (выделение элементов, которые содержат конструктивные решения, присущие всем деталям данного класса);
- повышение уровня механизации и автоматизации, внедрение технологических приспособлений, позволяющих снизить трудоемкость работ;
- применение конструктивных решений, обеспечивающих удобный доступ к частям, взаимозаменяемость и сборку без подгонки при монтаже.
Вам будет интересно: Как образуется Present Continuous: правила и примеры
При разработке конструкторской документации технологичность конструкции деталей и узлов должна оценивать технологическая служба предприятия. При этом учитываются следующие критерии:
- способы изготовления заготовок;
- методики контроля и испытаний;
- способы обработки и сборки;
- особенности материального обеспечения производства.
Классификация критериев оценки
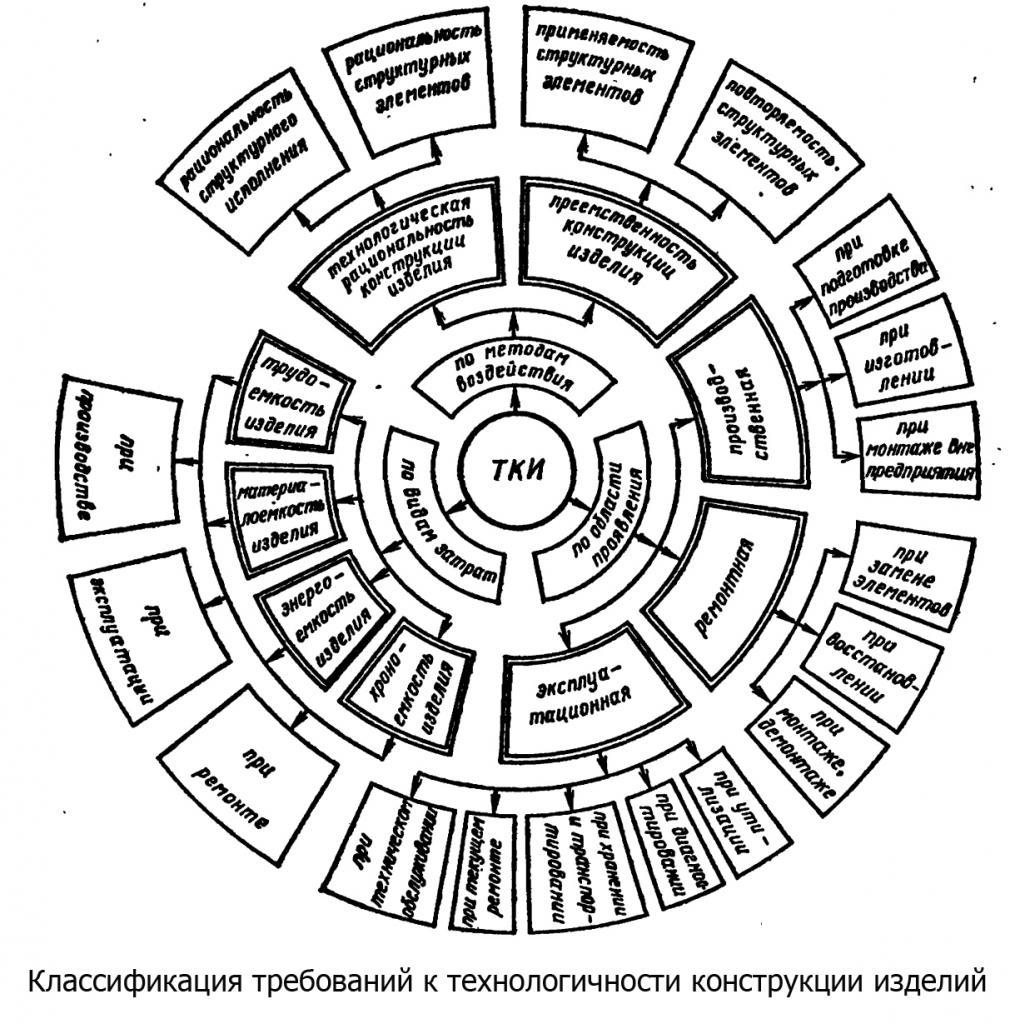
Количественные показатели технологичности конструкции разделяют на следующие группы:
- по области использования изделия - производственные, ремонтные, эксплуатационные;
- по количеству учитываемых признаков - частные и комплексные;
- по оценочной ценности - основные и дополнительные;
- по форме выражения - относительные и абсолютные;
- по сфере анализа - технические и технико-экономические (показатели работоспособности, долговечности и другие).
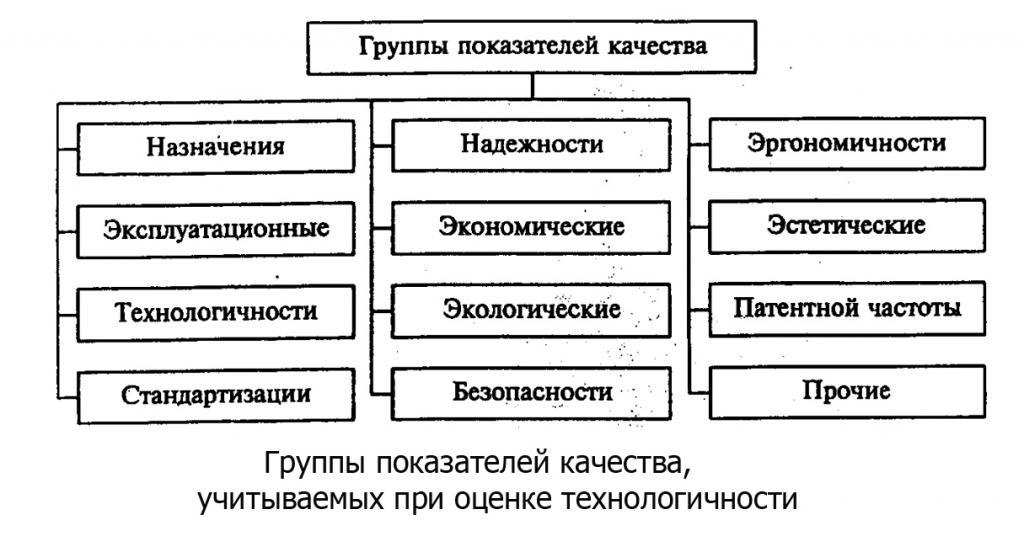
Анализ технологичности входит в систему оценки качества изделий, которая интегрирует несколько групп показателей. В практике машиностроительных предприятий чаще всего определяют критерии, указанные на схеме ниже.
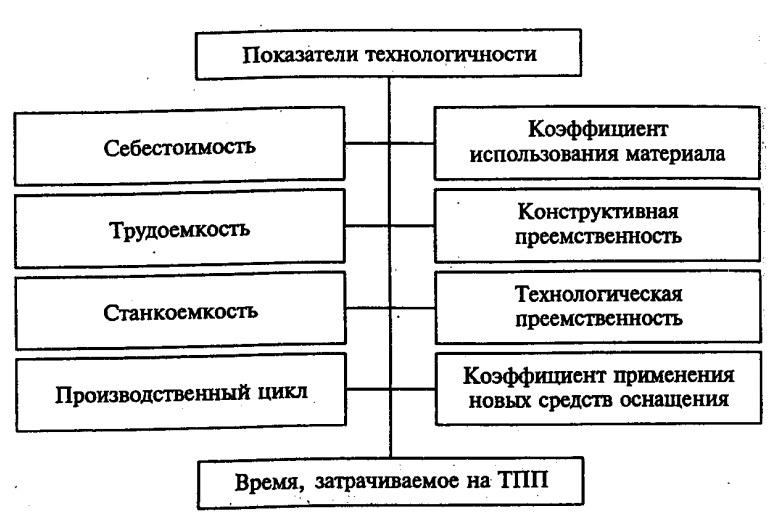
Относительные количественные характеристики
Наиболее удобны относительные показатели технологичности конструкции изделия, которые имеют вид К=k1/k2. Среди наиболее значимых конструктивных и технологических характеристик можно выделить следующие:
Вам будет интересно: Фразовый глагол set: перевод и примеры
Эти показатели применяются как для анализа технологичности конструкции деталей, так и применительно к сборочным единицам.
Количественные оценки в абсолютном выражении
Среди абсолютных показателей технологичности выделяют следующие:
- трудоемкость технической подготовки производства, изготовления и монтажа;
- материалоемкость;
- энергоемкость;
- себестоимость изготовления (сумма стоимости материалов, заработной платы и цеховых расходов).
Качественные показатели технологичности конструкции
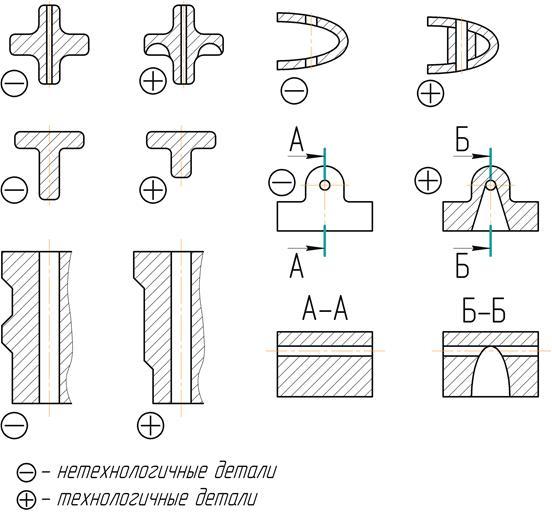
Качественная оценка проводится визуальной проверкой конструктивных и технологических параметров. Ее проводят перед количественным анализом. При этом определяют выполнение следующих условий:
- простота геометрии деталей и сборочных узлов;
- способы соединения элементов, возможность их разборки и повторной сборки (наименее технологичными в этом отношении являются заклепочные швы и другие неразборные узлы);
- унификация деталей, применение одного типоразмера комплектующих;
- номенклатура используемых материалов и возможность ее сокращения, технологические свойства сырья;
- виды заготовок и рациональность их выбора для той или иной степени серийности производства.
Методика оценки
Отработка конструкции на технологичность производится в следующем порядке:
- анализ исходных данных, изучение чертежей, эскизов, технических условий и другой документации, связанной с проектированием, изготовлением, эксплуатацией или ремонтом изделия;
- предварительная качественная оценка;
- определение перечня показателей технологичности;
- расчет количественных параметров;
- анализ полученной информации;
- разработка рекомендаций или плана конструкторско-технологических мероприятий для улучшения технологичности.
Номенклатура оцениваемых показателей должна быть минимальной для снижения трудоемкости подготовки производства, но достаточной для оценки и усовершенствования изделия.
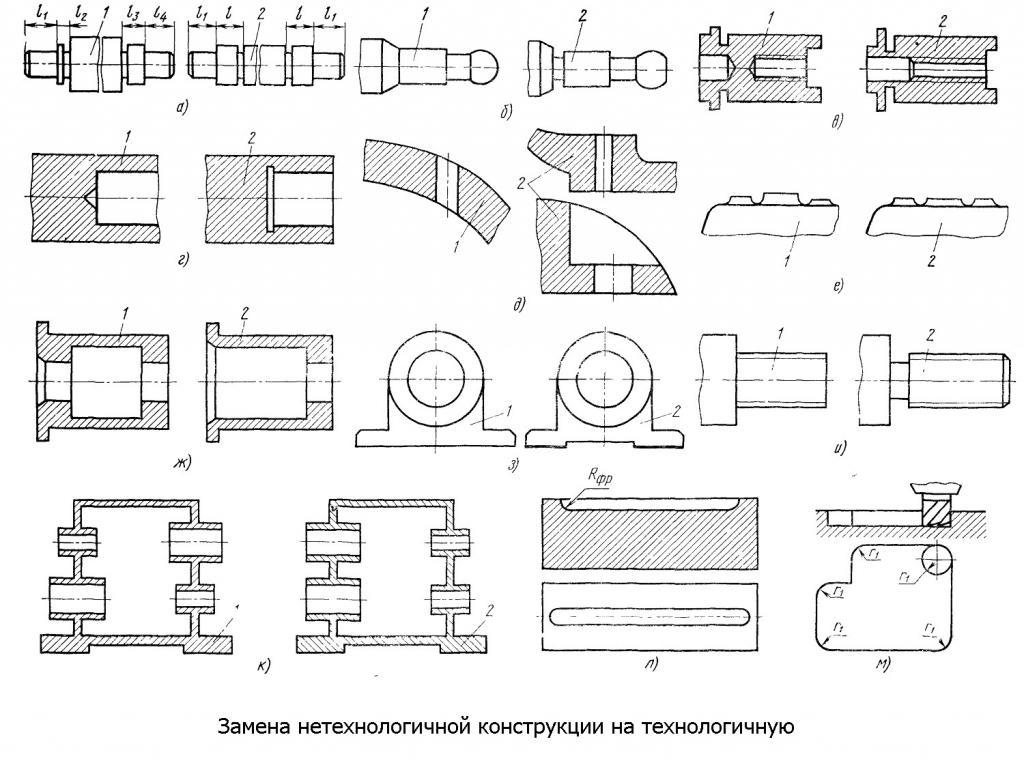
Типичные задачи
К характерным решениям, принимаемым при оценке технологичности конструкций, относят:
- исключение из состава каких-либо деталей или узлов;
- замену монолитной детали на сборку (или наоборот) с целью упрощения геометрии и технологии изготовления;
- типизацию элементов, разработку групповых чертежей;
- замену оригинальных деталей на стандартизованные, геометрия и регламент изготовления которых оговорены в государственных стандартах;
- снижение требований к точности и шероховатости поверхности, что позволяет сократить и упростить обработку;
- замену заготовки, предлагаемой конструктором, на более рациональную;
- подбор материала из имеющегося сортамента;
- использование совместного раскроя нескольких типов деталей для сокращения материалоемкости;
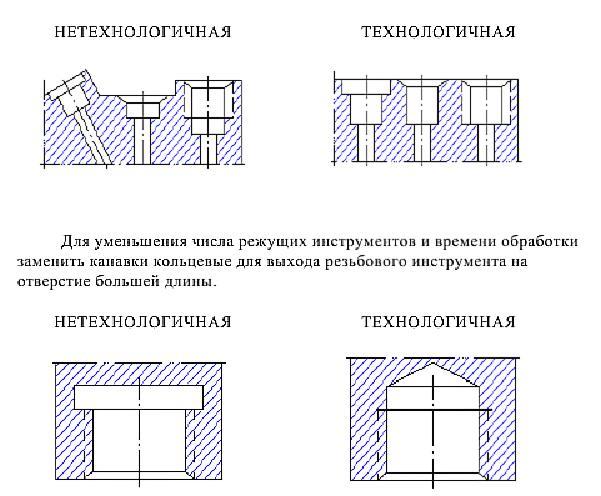
- проверку наличия поверхностей, обеспечивающих выход режущего инструмента при обработке, и другие.
Влияние вида производства
Технологичность – это не абсолютный показатель. Например, штампованные заготовки являются более технологичными в условиях массового производства (снижают общую трудоемкость), а при единичном изготовлении изделия – наоборот, так как это связано с высокой себестоимостью кузнечной оснастки и оборудования.
В единичном производстве технологичными могут оказаться методы изготовления заготовок, которые сопряжены с большей трудоемкостью и расходом материала (к примеру, газовая резка из листового металла), но с меньшими затратами на оснастку и оборудование. Конечная себестоимость изделий будет ниже. Приведенный пример наглядно показывает, что при оценке технологичности необходимо учитывать тип и условия производства.
Эксплуатационная технологичность
Вам будет интересно: Бидон - это что такое? Для чего используется
При анализе технологичности конструкции, являющейся объектом эксплуатации, проводят оценку следующих критериев:
- удобство управления и контроля работоспособности изделия;
- доступность к различным узлам и элементам;
- трудоемкость профилактических и ремонтных работ, демонтажа (легкосъемность);
- обеспечение техники безопасности;
- пригодность для транспортирования;
- взаимозаменяемость деталей и узлов.
Все эти параметры влияют на себестоимость эксплуатации объекта техники и его потребительские свойства.
Технологичность литых и кованых заготовок
При оценке технологичности заготовок, выполненных методом литья, проверяют соответствие чертежа отливки следующим основным требованиям:
- отсутствие острых углов, высоких выступов и тонких ребер;
- минимальное количество внутренних полостей;
- максимально возможная приближенность к контуру детали (для сокращения материалоемкости и объема механической обработки);
- отсутствие резких переходов от тонких сечений к толстым;
- наличие технологических элементов, которые обеспечивают полное заполнение литьевых форм и отсутствие остаточных напряжений;
- минимальное число разъемных поверхностей и стержней;
- наличие уклонов, способствующих извлечению отливки из форм;
- простая геометрия детали, позволяющая применять простую и недорогую оснастку и другие.
Технологичность конструкции штамповок должна удовлетворять таким требованиям, как:
- рациональные значения допусков и припусков, обеспечивающих необходимую точность детали после механической обработки;
- правильность простановки размеров, обеспечиваемых инструментом (радиус вогнутой поверхности при гибке листа, диаметр стакана, полученного вытяжкой, и другие);
- плавность сопряжения поверхностей;
- соблюдение минимальных значений диаметров пробиваемых отверстий и расстояний между ними, радиусов гиба (эти параметры ограничиваются пластичностью материала);
- обеспечение необходимых технологических припусков для захвата заготовки при ее формовании (оговариваются техническими параметрами оборудования) и другие.
При невозможности соблюдения этих условий рекомендуется использовать сварную конструкцию из нескольких деталей.
Сборочные узлы
Общими требованиями к технологичности сборочных единиц являются:
- минимизация числа элементов;
- возможность разбиения изделия на подсборки, изготовление которые можно распределить на рабочих участках, а также унифицировать;
- обеспечение удобного доступа для сборочно-монтажного инструмента, возможность механизации работ (применение гайковертов, шуруповертов и других инструментов);
- соблюдение симметричной схемы сборки для уменьшения коробления деталей;
- возможность установки фиксаторов и других вспомогательных приспособлений;
- использование деталей, предотвращающих самоотвинчивание крепежа.
В качестве количественных характеристик чаще всего рассчитывают трудоемкость и себестоимость изготовления, степень унификации, стандартизации и механизации.
Сварные соединения
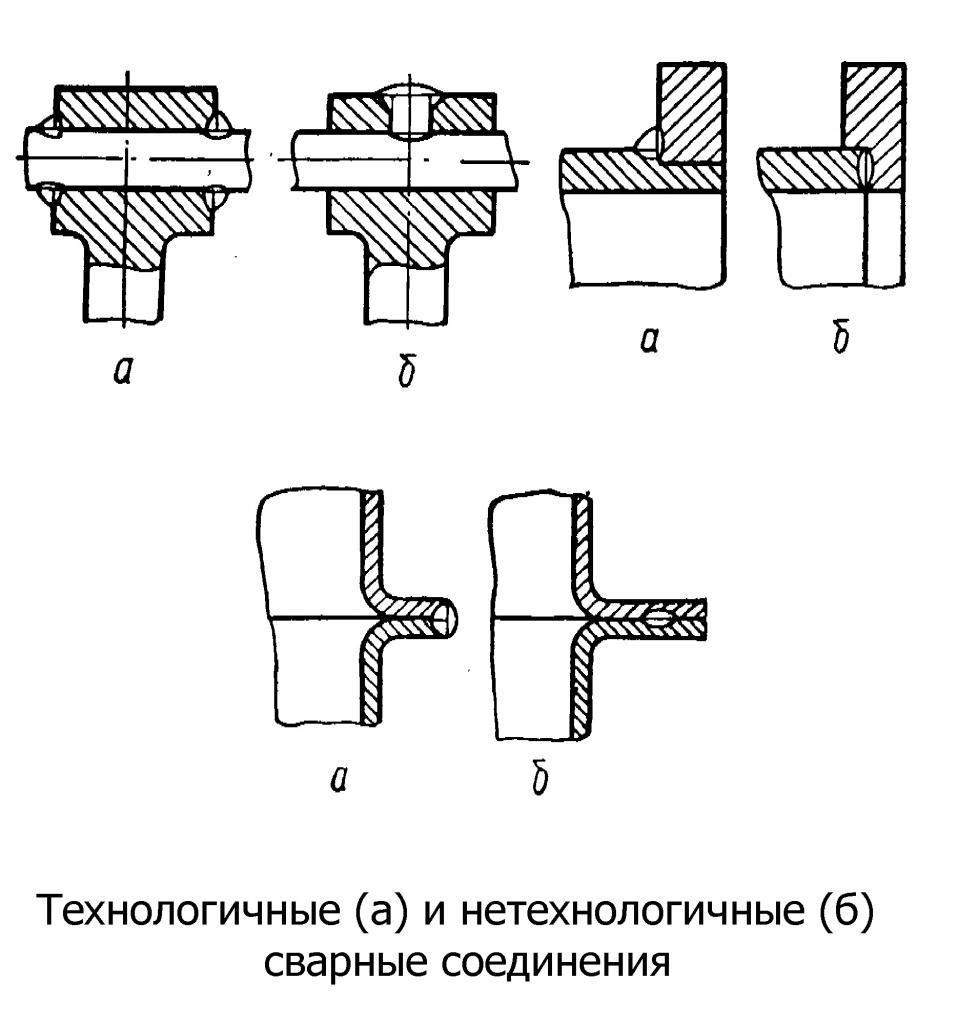
Технологичность сварных конструкций определяется такими параметрами, как:
Соединения сварные стальных строительных конструкций
ОБЩИЕ ТРЕБОВАНИЯ ПРИ ПРОЕКТИРОВАНИИ, ИЗГОТОВЛЕНИИ И МОНТАЖЕ
Дата введения 2005-07-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом ЗАО "ЦНИИПСК им. Мельникова" от 01 июля 2005 г. N 164
1 РАЗРАБОТАН И ВНЕСЕН ЗАО "ЦНИИПСК им. Мельникова"
2 ПРИНЯТ на научно-техническом Совете ЗАО "ЦНИИПСК им. Мельникова" от 27 января 2005 г.
3 ВВЕДЕН ВПЕРВЫЕ
4 Разработка, согласование, утверждение, издание (тиражирование), обновление (изменение или пересмотр) и отмена настоящего стандарта производится ЗАО "ЦНИИПСК им. Мельникова"
Настоящий стандарт разработан в соответствии с Федеральным законом "О техническом регулировании" N 184-ФЗ и предназначен для организаций, разрабатывающих проектную и технологическую документацию на проектирование, изготовление и монтаж сварных стальных конструкций производственных зданий и сооружений.
Стандарт может применяться организациями, выполняющими работы в области, установленной стандартом, если эти организации имеют сертификаты соответствия, выданные Органом по сертификации в системе добровольной сертификации, созданной организациями-разработчиками стандарта. Организация-разработчик не несет никакой ответственности за использование данного стандарта организациями, не имеющими сертификатов соответствия.
При разработке настоящего стандарта использованы нормативные документы, регламентирующие требования к сварным соединениям на настоящий момент в части проектирования, изготовления и монтажа стальных строительных конструкций.
Замечания и предложения по дополнениям и изменениям настоящего стандарта просим направлять по адресу: 117997, Москва, ул. Архитектора Власова, 49, ЗАО "ЦНИИПСК им. Мельникова", факс 960-22-77.
1 Область применения
1.1 Настоящий стандарт содержит требования к сварным соединениям при проектировании, изготовлении и монтаже стальных конструкций производственных зданий и сооружений (доменных цехов и газоочисток, вертикальных цилиндрических резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений, гидротехнических сооружений).
1.2 Требования стандарта распространяются на сварные соединения конструкций, изготавливаемых из углеродистой и низколегированной стали класса С225-С440.
1.3 Стандарт допускается применять при строительстве сооружений, подведомственных Ростехнадзору, с учетом требований правил безопасности, утвержденных Ростехнадзором.
1.4 При проектировании, изготовлении и монтаже конструкций, находящихся в особых условиях эксплуатации, а также для уникальных сооружений, должны разрабатываться специальные технические условия.
2 Общие требования к сварным соединениям при проектировании стальных строительных конструкций
2.1 В стальных строительных конструкциях со сварными соединениями следует: предусматривать применение высокопроизводительных механизированных способов сварки, обеспечивать в проектируемых сварных соединениях свободный доступ к местам выполнения сварки с учетом выбранного способа и технологии сварки.
Применяемые сварочные материалы и способ сварки должны указываться в проекте стальных конструкций и обеспечивать значение временного сопротивления металла шва не ниже нормативного значения временного сопротивления основного металла. В проекте также должны указываться особые требования к выполнению сварных соединений, если таковые необходимы в принятых проектных решениях.
2.2 Для сварки стальных строительных конструкций принимаются следующие способы сварки:
- ручная дуговая сварка применяется для выполнения прихваток при сборке конструкций, при исправлении дефектов сварных соединений, при выполнении сварных швов, расположенных в труднодоступных местах или в различных пространственных положениях, когда применение механизированных способов сварки не целесообразно;
- автоматическая сварка под флюсом применяется для укрупнения листовых заготовок при сварке связующих швов в элементах составного сечения, при изготовлении полотнищ резервуаров;
- механизированная сварка в защитных газах является наиболее широко применяемым способом сварки на заводах при изготовлении металлоконструкций единичного характера производства.
Разделку кромок под сварку и тип сварного соединения следует применять, исходя от принятого способа сварки, в соответствии с таблицами А.1, А.2, А.3 и А.4 (см. приложение А).
2.3 В сварных соединениях стальных конструкций следует исключать возможность хрупкого разрушения конструкций в процессе их монтажа и эксплуатации в результате неблагоприятного сочетания следующих факторов:
- высоких местных напряжений, вызванных воздействием сосредоточенных нагрузок или деформаций деталей соединений, а также остаточных напряжений;
- резких концентраторов напряжений на участках с высокими местными напряжениями и ориентированных поперек направления действующих растягивающих напряжений;
- пониженной температуры, при которой данная марка стали в зависимости от ее химического состава, структуры и толщины проката переходит в хрупкое состояние.
2.4 При конструировании стальных сварных конструкций следует исключать возможность вредного влияния остаточных деформаций и напряжений, в том числе сварочных, а также концентрации напряжений, предусматривая соответствующие конструктивные решения (с наиболее равномерным распределением напряжений в элементах и деталях, без входящих углов, резких перепадов сечения и других концентраторов напряжений) и технологических мероприятий (порядок сборки и сварки, предварительный выгиб, механическую обработку соответствующих зон путем строгания, фрезерования, зачистку абразивным инструментом и др.).
2.5 При конструировании сварных конструкций следует учитывать, что конструкции со сплошной стенкой имеют меньше концентраторов напряжений и менее чувствительны к эксцентриситетам по сравнению с решетчатыми конструкциями.
2.6 При конструировании сварных узлов конструкции следует избегать пересечения сварных швов.
2.7 Размеры и форму сварных угловых швов следует применять с учетом следующих условий:
а) катеты угловых швов должны быть не более 1,2, где - наименьшая толщина свариваемых элементов;
б) катеты угловых швов следует принимать по расчету, но не менее указанных в таблице 2.1;
в) расчетная длина углового сварного шва должна быть не менее 4 и не менее 40 мм;
г) расчетная длина флангового шва должна быть не более 85, за исключением швов, в которых усилие действует на всем протяжении шва;
д) размеры нахлестки должны быть не менее 5 толщин наиболее тонкого из свариваемых элементов;
е) соотношение размеров катетов угловых швов следует принимать, как правило, 1:1. При разных толщинах свариваемых элементов допускается принимать швы с неравными катетами, при этом катет, примыкающий к более тонкому элементу, должен соответствовать требованиям п.1.6а, а примыкающий к более толстому элементу - требованиям п.1.6б;
ж) в конструкциях, воспринимающих динамические и вибрационные нагрузки, а также возводимых в климатических зонах с температурой -40 °С-65 °С, угловые швы следует выполнять с плавным переходом к основному металлу при обосновании на выносливость или на прочность с учетом хрупкого разрушения.
2.8 Для крепления ребер жесткости, диафрагм поясов сварных двутавров, несущих статическую нагрузку, и вспомогательных конструкций зданий и сооружений, допускается применение односторонних угловых швов, катеты которых следует принимать по расчету, но не менее указанных в таблице 2.1.
Предел текучести стали, МПа (кгс/см)
Минимальные катеты швов , мм, при толщине более толстого из свариваемых элементов , мм
Тавровое с двусторонними угловыми швами, нахлесточное и угловое
св. 430 (4400) до 530 (5400)
Автоматическая и полуавтоматическая
св. 430 (4400) до 530 (5400)
Тавровое с односторонними угловыми швами
Автоматическая и полуавтоматическая
Применение этих односторонних угловых швов не допускается в конструкциях: эксплуатируемых в среднеагрессивной и сильноагрессивной средах; в конструкциях либо их элементах, работающих в особо тяжелых условиях или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок, а также в конструкциях, возводимых и эксплуатируемых в климатических районах с температурой -40 °С-65 °С.
2.9 Для расчетных и конструктивных угловых швов в проекте должны быть указаны вид сварки, электроды или сварочная проволока, положение шва при сварке.
2.10 Сварные стыковые соединения листовых деталей следует, как правило, выполнять прямыми с полным проваром и с применением выводных планок. В монтажных условиях допускается односторонняя сварка с подваркой корня шва и сварка на остающейся стальной подкладке.
2.11 Применение комбинированных соединений, в которых часть усилия воспринимается сварными швами, а часть - болтами, не допускается.
2.12 Применение прерывистых швов, а также электрозаклепок, выполняемых ручной сваркой с предварительным сверлением отверстий, допускается только во вспомогательных конструкциях зданий и сооружений.
3 Требования к сварным соединениям при изготовлении и монтаже стальных строительных конструкций
3.1 Сборка конструкций под сварку
3.1.1 Сборка конструкций должна производиться только из выправленных деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке транспортировании - остаточное деформирование их.
Не допускается перенос и кантовка краном тяжелых и крупногабаритных конструкций и их элементов, собранных только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы.
Собранные, предъявленные и принятые под сварку конструкции и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены ОТК.
3.1.2 Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах наложения основных сварных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения. Длина прихваток в конструкциях, выполненных из стали до С375 включительно, должна быть не менее 50 мм и расстояние между прихватками - не более 500 мм, а в конструкциях из стали С440 - соответственно 100 и 400 мм при катете шва прихватки не более половины катета шва сварного соединения.
Сборочные прихватки конструкций должны быть выполнены сварщиками, имеющими право на производство сварочных работ в соответствии с п.2.2 настоящего стандарта, с применением тех же сварочных материалов и тех же режимов, что и основные швы сварных соединений.
3.1.3 В сварных соединениях, осуществляемых автоматами и полуавтоматами, сборочные прихватки выполняются электродами, обеспечивающими заданную прочность с соблюдением требований пп.3.2.2 настоящего стандарта.
3.1.4 Формы кромок и размеры зазоров при сборке сварных соединений должны соответствовать величинам, указанным в таблицах А.1, А.2, А.3 и А.4 (см. приложение А), на швы сварных соединений, а в конструкциях из стали С440 - в соответствии со специальными указаниями в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
3.1.5 Общая сборка конструкций должна производиться путем последовательного соединения всех элементов конструкций или отдельных ее частей. При этом должна быть произведена подгонка всех соединений, включая установку фиксирующих устройств. На всех отправочных элементах должна быть проставлена индивидуальная маркировка и нанесены риски. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг.
3.1.6 Каждый первый и в последующем каждый десятый экземпляр однотипных конструкций, изготовленных по кондукторам, должен проходить контрольную сборку, в процессе которой производится проверка соответствия изготовленных конструкций чертежам КМД.
В объем контрольной сборки однотипных конструкций должны входить все элементы и детали, изготовленные с применением всего комплекта кондукторов.
3.2 Общие требования к выполнению сварочных работ
3.2.1 Сварку стальных конструкций следует производить по заранее разработанному и контролируемому технологическому процессу, который должен обеспечить требуемые геометрические размеры и механические свойства сварных соединений.
3.2.2 Сварка стальных конструкций должна выполняться по возможности высокопроизводительными механизированными способами.
Режимы сварки углеродистой и низколегированной стали классов до С440 включительно и размеры швов сварных соединений должны обеспечивать следующие показатели пластичности и вязкости металла шва и околошовной зоны:
Современное машиностроение характеризуется применением деталей, входящих в состав машин, которые изготавливаются литьем, штамповкой, резаньем, а также с помощью сварки. К ним относятся литосварные, штампосварные, кованосварные детали и узлы.
Задача машиностроения заключается в создании оригинальных машин, необходимых для выполнения новых функций.
В современной практике такие задачи встречаются достаточно редко. Создаваемая машина представляет собой в большинстве своем итог работы инженеров нескольких поколений, однако имеет и элементы оригинальности. Разнообразие форм и размеры конструкций, их назначение и требования, предъявляемые к ним, а также прогресс техники и технологий не позволяют конструктору просто повторять готовое решение, поэтому разработка нового изделия – задача творческая, не исключающая разумной преемственности.
Развитию производства сварных конструкций в различных отраслях промышленности способствует в значительной степени широкое внедрение прогрессивных технологических процессов сварки и сварочного оборудования. При этом успехи сварочной науки и техники, используемые в производстве сварных конструкций, сварочные технологии, оборудование и материалы способствуют расширению номенклатуры и повышению качества выпускаемых изделий.
1. Заготовительное производство.
2. Сборочно-сварочные приспособления и промышленные роботы.
3. Технология изготовления различных типов сварных конструкций.
Предлагаемый конспект лекций включает в себя информацию первого раздела, в котором студенты могут ознакомиться и закрепить знания в вопросах процессов изготовления сварных конструкций на этапе заготовительного производства, а именно: технологичности сварных конструкций, исходных данных для проектирования и изготовления сварных конструкций, а также этапы проектирования изделий, перспективы производства сварных конструкций, операции заготовительного производства и оборудование для их выполнения.
1. ОСНОВНЫЕ ПОНЯТИЯ
В ОРГАНИЗАЦИИ СВАРОЧНОГО ПРОИЗВОДСТВА
Пути повышения технологичности конструкции изделия
Разработка новых изделий, обладающих новыми технико-экономическими характеристиками, является сложной комплексной задачей, для решения которой необходимо обеспечить при конкретных производственных условиях высокую технологичность изделия. Под технологичностью изделия понимается совокупность свойств его конструкции, характеризующих возможность оптимизации затрат труда, времени, средств на всех стадиях создания и эксплуатации. Таким образом, под технологичностью можно понимать ту, отвечающую требованиям эксплуатации конструкцию, проектирование, изготовление и выпуск которой обеспечивается в заданном объеме производства с высоким качеством и минимальными производственными затратами. Необходимо также, чтобы сварная конструкция отвечала требованиям технической эстетики.
Улучшение технологичности конструкции проводится по трем направлениям:
1) экономия металла;
2) снижение трудоемкости изготовления изделия;
3) экономия времени.
1. Экономия металла обеспечивается в результате поиска конструктивных оптимальных форм, а также точного учета характера и значений действующих нагрузок. Это возможно за счет использования уточненных методов расчета, позволяющих уменьшить вес изделия при сохранении и прочности конструкции. В этом случае целесообразно вместо решетчатых конструкций использовать оболочковые, а для обеспечения высокой жесткости применять гнутые элементы вместо тянутых, а также сотовые элементы конструкций. При работе на продольную устойчивость высокую прочность обеспечивают трубчатые элементы. Наибольшая экономия металла может быть получена при использовании высокопрочных сталей и сплавов с высокой удельной прочностью. Снижению веса металла способствует также применение более прочных холоднокатаных элементов вместо горячекатаных. Повысить прочность конструкций позволяет термообработка материалов.
Однако повышение прочности путем перечисленных мероприятий приводит к ухудшению свариваемости материала и снижению сопротивления разрушению. Большие перспективы связаны с применением композиционных материалов.
2. Снижение трудоемкости изготовления изделия возможно путем оптимального членения изделия на отдельные простые заготовки, при этом надо сочетать простоту форм заготовок с рациональным расположением сварных соединений. При выборе метода сварки конструктор должен учесть свариваемость материала заготовок, назначить тип соединения и обеспечить удобство выполнения сборочных операций. Выбор метода сварки включает назначение, тип сварного соединения, приемы выполнения, а также термообработку, как в заводских условиях, так и на монтаже. Точность и стабильность размеров конструкций определяется не только выбором метода, но и учетом сварочных деформаций и напряжений и мероприятий при их устранении. Необходимо помнить, что неоправданное назначение операции термообработки может существенно повысить трудоемкость изготовления изделия, что значительно скажется на себестоимости изделий особенно в условиях массового производства.
3. Экономия времени в значительной мере достигается в условиях непрерывного автоматизированного производства при крупносерийном и массовом выпуске изделий. Однако доля сварных конструкций, которые могут выпускаться в крупносерийном и массовом производстве, невелика. В мелкосерийном и единичном производстве эффективно использовать поточные линии изготовления сварных конструкций, что позволяет типизация и нормализация.
Ограниченное число деталей, их легкая сборка, возможность использования точечной контактной сварки, не требующей переворачивания изделия, – все это позволяет организовать производство сварных конструкций, например стропильных ферм, с использованием механизированных и автоматизированных поточных линий.
1.2. Этапы проектирования технологии изготовления
сварной конструкции
Процесс разработки и изготовления сварной конструкции имеет несколько этапов проектирования:
1. Техническое предложение.
2. Эскизный проект.
3. Технический проект.
4. Рабочий проект.
Этап технического предложения предполагает следующие мероприятия: от заказчика исполнителю передается техническое задание (ТЗ) – исходный документ, в котором отражается вся необходимая информация, касающаяся технических, эксплуатационных требований к исследованиям или проектируемому объекту, указываются этапы проведения работ, разрабатываемая техническая документация, показатели качества и технико-экономические требования. После получения ТЗ исполнитель предлагает заказчику несколько вариантов выполнения задания и согласовывает их с заказчиком.
На этапе эскизного проектирования выявляется принципиальная возможность обеспечения заданных служебных свойств изделия при разных вариантах оформления и оценивается их технологическая целесообразность. Генеральное конструирование, оформление предопределяются опытом создания изделия данного типа, а выбор формы и размеров отдельных элементов конструкций определяется параметрами и особенностями данной конструкции. При проектировании этих элементов конструктор, наряду с выбором материалов и метода получения заготовок, назначает расположение сварных соединений, их тип и способ сварки. Таким образом, уже на первом этапе решаются вопросы технологичности конструкции путем использования возможностей компоновки конструкций из отдельных элементов и применения прогрессивных способов сварки. Если конструкция разработана без учета технологичности, то технолог не в состоянии использовать эффективные передовые сварочные технологии.
На этапе технического проекта конструкции основных и наиболее трудоемких деталей и элементов прорабатываются в нескольких вариантах, которые сравниваются между собой по технологичности и надежности, а также по другим технико-экономическим показателям.
Этап рабочего проектирования предполагает детальную технологическую разработку выбранного варианта изготовления сварной конструкции. На этом этапе уточняются чертежи и технические условия на изготовление крупных заготовок и узлов, в том числе поступающие от смежных предприятий. После этого прорабатывается документация на все основные узлы и детали, а также составляются технические условия на сборку изделия, его испытание и эксплуатацию. Рабочие чертежи отправляются в отдел главного сварщика, где при разработке технологий, конструкции выявляются недостатки, связанные с выбором материала с учетом свариваемости видов заготовок, размеров швов, характера подготовки кромок, припусков на обработку и т.д. и т.п. По согласованию с конструктором-технологом, который ведет разработку данного изделия, вносятся изменения в чертежи и технологическую документацию.
В ряде случаев при решении сложных вопросов, к которым можно отнести выбор материалов, способа сварки, технологии, привлекается научно-исследовательская организация для проведения научно-исследовательских и опытно-конструкторских работ (НИР и ОКР).
1.3. Исходные данные для проектирования
и изготовления сварных конструкций
Исходными данными для проектирования и изготовления сварной конструкции являются:
1) чертеж изделия;
2) технические условия на изготовление изделия;
3) программа выпуска изделия.
1. В чертежах дается информация о материалах заготовок, их конфигурации, размерах, типах сварных соединений. Это решение принимается конструктором, технолог должен принять его к исполнению, то есть технолог не имеет право вносить изменения в чертежи.
2. Технические условия на изготовление определенного типа конструкций содержат перечень требований, предъявляемых к материалу, оборудованию, выполнению технологических и контрольных операций, и достаточно обширный список требований. Технические условия бывают общие, дополнительные и специальные. Технические условия – это результат накопленного опыта конструирования и изготовления продукции на каком-либо предприятии или отрасли.
3. Программа выпуска содержит сведения о количестве изделий, которые надо изготовить в течение определенного периода, она служит обоснованием выбора технологии и оборудования, технологической оснастки, средств механизации и автоматизации. По программе выпуска производится оценка экономической эффективности предложенной разработки.
Производственный процесс изготовления сварных конструкций включает в себя различные заготовительные, сборочные, сварочные, контрольные, отделочные и другие операции. Главным требованием, определяющим последовательность этих операций, их содержание, обеспечение оснасткой и т.д., является выполнение заданной программы выпуска изделий высокого качества в кратчайшие сроки при минимальной стоимости.
Последовательность выполнения сборочно-сварочных операций определяется выбором варианта членения изделия на узлы, под-узлы и детали. Такое членение определяется следующим:
1. Изделие большого габарита необходимо разделять так, чтобы свести к минимуму работы на монтаже.
2. Должны быть обеспечены доступность и удобство при выполнении технологических операций и послеоперационного контроля.
3. Следует пользоваться расчетными методами для оценки ожидаемых деформаций и напряжений с тем, чтобы выбирать оптимальную последовательность сборочно-сварочных операций.
4. Точность размеров и форму сварочного изделия можно обеспечить рациональным построением технологии процесса и применением правочных работ на стадии получения заготовок, сборки и сварки отдельных узлов, поскольку правка готового изделия может быть достаточно трудоемкой или невозможной.
5. В случае необходимости улучшения механических свойств путем снятия остаточных напряжений или стабилизации размеров, в какой-либо зоне конструкции, надо выбирать такую последовательность сборки и сварки, которая позволяла бы производить местную или предварительную термообработку отдельных узлов и деталей или конструкции в целом.
1.4. Основные проблемы на пути механизации и автоматизации
при производстве сварных конструкций
При разработке технологического процесса требования экономии ручного труда всегда были и остаются основными.
Под механизацией производственного процесса понимают замену ручного труда работой машин. При автоматизированном процессе обслуживающий персонал выполняет лишь функции наладки и наблюдения за работой приборов и систем управления. Система управления – это механизмы и средства связи, обеспечивающие точное и согласованное во времени взаимодействия рабочих и вспомогательных агрегатов и устройств.
Трудовые затраты непосредственно на сварочные работы в области сварочного производства не превышают 30 % от общего объема работ производства сварных конструкций.
Большой объем занимают заготовительные, сборочные, а также другие вспомогательные и особенно транспортные операции. Следовательно, необходима механизация и автоматизация всего комплекса производства сварных конструкций. Совершенствование производства сварных конструкций требует не только наличия оборудования и механизмов, обеспечивающих операции технологического процесса, но и их рациональной компоновки. Так, в единичном и мелкосерийном производстве применяются универсальные устройства для серийного и массового производства, т.е. используется специализированное оборудование, на основе которого создаются механизированные и автоматизированные поточные линии.
Исходя из вышесказанного, основные направления совершенствования производства сварочных конструкций заключаются в следующем:
1. Увеличение серийности выпускаемых изделий путем изыскания прогрессивных конструктивных форм и технологий, отвечающих условиям непрерывного и механизированного типа производства.
2. Создание и централизованное изготовление специальной технологической оснастки.
3. Создание универсальных устройств, обеспечивающих комплексную механизацию технологических процессов в индивидуальном и мелкосерийном производстве.
Создание отечественных поточных механизированных и автоматизированных поточных линий отдельными отраслевыми министерствами в условиях неспециализированного производства ограничивает возможности этих линий при создании новых производств.
Здесь следует дать определение механизированных и автоматизированных поточных линий: они представляют собой совокупность рабочих мест, оснащенных основным и вспомогательным оборудованием, где выполняются технологические операции, связанные между собой транспортными средствами.
Расширение производства возможно при слиянии сварочных фирм с другими фирмами, специализирующимися, например, в области автоматики.
Вопросы совершенствования производства сварных конструкций могут быть решены путем создания промышленных сварочных роботов. Применение роботов в производстве сварных конструкций может избавить от необходимости создания сложного специализированного оборудования для каждой сложной и дорогостоящей автоматической линии. Универсальность роботов становится полезной благодаря относительной простоте при переходе на изготовление одного типа изделия к другому.
Эффективность технологической поточной механизированной линии с элементами автоматики может быть существенно повышена путем применения электронной вычислительной техники (ЭВМ). Система группового управления большого числа механизмов на основе ЭВМ может обеспечить работу не только на основных, но и вспомогательных операциях. С введением обратных связей этой системы с центральной ЭВМ можно организовать контроль качества выполнения технологических операций.
Таким образом, с применением ЭВМ возможна организация контроля работоспособности основного и вспомогательного технологического оборудования. Групповое управление агрегатами с помощью ЭВМ отражает один из основных принципов использования автоматических систем управления (САПР) – обеспечение полной автоматизации технологических процессов.
Технологическая подготовка в сварочном производстве
Технологический процесс изготовления сварной конструкции необходимо разрабатывать одновременно с ее проектированием. Для получения в достаточной степени технологичности конструкции надо использовать все свойства материалов, а также предусматривать максимальное использование автоматизированных способов сварки. Правильная последовательность операций сборки и сварки приводит к минимальным деформациям, повышению точности и прочности конструкции. При проектировании конструкции следует учитывать, что величина деформации зависит от свойств металла, конструктивной формы изделия, сечения свариваемых элементов, технологии сварки, то есть между технологией изготовления и самой конструкцией изделия имеется определенная взаимосвязь. Поэтому данные вопросы требуют комплексного решения на стадии разработки рабочих чертежей и рабочей технологии.
Разработка технологического процесса начинается с разработки принципиальной технологии. На этом этапе осуществляется разделение конструкции на отдельные технологические узлы, определяется необходимое сборочно-сварочное оборудование, производится технико-экономическое сравнение вариантов технологических процессов.
На основании полученной информации технолог составляет заявки на оборудование, разработку чертежей на стандартное оборудование и оснастку, которая передается в цехи для изготовления. Контроль над выполнением этих мероприятий проводит технолог, ведущий изделие.
По мере поступления сборочно-сварочного оборудования производится отладка отдельных операций технологических процессов, при этом уточняются режимы сварочных конструкций, приспособление и так далее. При разработке рабочих чертежей составляются технологии, в этот период уточняется принципиальная технология в связи с отдельными изменениями в конструкции и рабочих чертежах, определяется операция технологического процесса и последовательность, уточняется и дорабатывается конструкция оснастки, проектируются методы контроля качества и испытания изделия. Технологический процесс на следующем этапе разрабатывается на технологических картах на основании рабочих чертежей производственных возможностей технических условий. На основании карт технологических процессов определяется трудоемкость по всем видам работ, по ней определяется потребность оборудования, количество рабочих мест, сварочных материалов, основного металла, электроэнергии. Завершительным этапом технологической подготовки является изготовление опытной партии изделий, при этом уточняются все данные, относящиеся к технологическим процессам.
Читайте также:
- Ничто не угрожает или ничего не угрожает как правильно
- Как вступить в профсоюз госслужащему
- Нарушение неприкосновенности частной жизни ст 137 ук уголовно наказуемо если деяние
- Что может предусматривать межбанковское соглашение о расчетах чеками
- При помощи каких административно правовых средств обеспечивается исполнительная власть в рф