
Может ли рабочий осуществлять движение подачи вручную или оно должно быть обязательно механическим
Обновлено: 17.05.2024
Формообразующие движения — движения, осуществляемые инструментом и заготовкой, необходимые для осуществления процесса резания, при изготовлении деталей со снятием припуска, на металлорежущих станках.
Содержание
У металлорежущего станка имеется привод (механический, гидравлический, пневматический), с помощью которого обеспечивается передача движения рабочим органам: шпинделю, суппорту и т. п. Комплекс этих движений называется формообразующими движениями. Их классифицируют на два вида: основные и вспомогательные.
К основным движениям, которые предназначены непосредственно для осуществления процесса резания относят: главное движение, движение подачи, делительное движение, движение обката, дифференциальное движение.
Главное движение Dг – обеспечивает снятие стружки. — осуществляется с максимальной скоростью. Может передаваться как заготовке (например в токарных станках) так и инструменту (напр. в сверлильных, шлифовальных, фрезерных станках). Характер движения: вращательный или поступательный. Характеризуется скоростью — v (м/с).
Движение подачи Ds – обеспечивает обработку всей поверхности. — осуществляется с меньшей скоростью и так же может передаваться и заготовке (напр. движение стола в станках фрезерной группы)и инструменту (напр. движение супорта в токарных станках). Характер движения: вращательный, круговой, поступательный, прерывистый. Виды подач:
— подача на ход, на двойной ход Sх. (мм/ход), Sдв.х. (мм/дв.ход);
— подача на зуб Sz (мм/зуб);
— подача на оборот So (мм/оборот);
— частотная (минутная) подача Sm (мм/мин).
Делительное движение — это движение, при котором осуществляется поворот заготовки на требуемый угол или линейное перемещение заготовки относительно инструмента на определенную величину.
Движение обката — это согласованное движение между инструментом и заготовкой, имеющее при формообразовании необходимое последовательное положение. Это движение используется преимущественно при нарезании зубчатых колес методом обката на зубофрезерных или зубодолбежных станках.
Дифференциальное движение алгебраически добавляется к какому-либо движению инструмента или заготовки. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяют в затыловочных, зубофрезерных и других станках.
Вспомогательные движения — способствуют осуществлению процесса резания, но не участвуют в нём непосредственно. Виды вспомогательных движений:
— установка ограничителей хода в соответствии с размерами и конфигурациями заготовок;
— управление станком в процессе работы;
— установка заготовки, снятие готовой детали;
— установка и смена инструмента и прочие.
Вспомогательные движения осуществляются вручную, либо от специальных приводов.
Обработка металлов резанием – это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения требуемой геометрической формы, точности размеров и шероховатости поверхностей деталей.
На металлорежущих станках из заготовок получают окончательно готовые детали. В качестве заготовок могут выступать: отливки из чугуна, стали и цветных сплавов; поковки и штамповки из стали и цветных сплавов; сортовой прокат из стали и цветных сплавов, который поступает в виде и разрезается на определенные заготовки.
Припуском называется слой металла, удаляемый с заготовки при обработке. От правильности выбора припусков зависят рациональный расход металла и экономичность обработки.
Пространственная форма детали ограничивается геометрическими поверхностями. Как бы ни сложна была форма детали, ее поверхность всегда можно представить в виде отдельных геометрических поверхностей: плоских, линейчатых, цилиндрических, конических шаровых и т.п.
Любую поверхность можно рассматривать как совокупность последовательных положений (следов) одной производящей линии, называемой образующей, движущейся по другой производящей линии, называемой направляющей (рис.4.2).
Рис.4.2. Примеры представления поверхностей – линейчатой (а), конической (б) и цилиндрической (в) – как совокупности последовательных положений образующей (1) и направляющей (2) линий.
Плоские, линейчатые и цилиндрические поверхности являются обратимыми, так как для их воспроизведения образующие и направляющие линии можно менять ролями. При обработке на станках воображаемые образующие и направляющие линии воспроизводятся комбинацией согласованных между собой движений заготовки и режущего инструмента, называемых формообразующими.
Все движения рабочих органов станков подразделяются на движения резания (рабочие движения) и установочные движения.
Движения резания – движения, при которых с обрабатываемой заготовки срезается слой металла и изменяется состояние обработанной поверхности. К ним относится главное движение, с помощью которого осуществляется снятие стружки, и движение подачи, дающее возможность начатое резание распространить на необработанные поверхности заготовки, т.е. обеспечивающее непрерывность врезания режущего лезвия инструмента в новые слои материала. Скорость главного движения (скорость резания) обозначают буквой V, а скорость движения подачи – буквой S.
В металлорежущих станках наиболее распространенным из методов формообразования поверхностей является метод следов, при котором оба движения резания (главное и подачи) являются формообразующими. Например, при точении образующая линия 1 является траекторией движения вершины режущего лезвия, а направляющая 2 – траекторией движения точек заготовки (рис.4.3). Иногда, например, в методе копировании, из двух движения резания формообразующим является только одно – главное движение. Образующей линией (1) в данном случае является режущее лезвие инструмента, а направляющая (2) воспроизводится или движением заготовки или инструмента.
| Рис. 4.3. Формообразование при точении. |
При обработке резанием, как главное движение, так и движение подачи может придавать или инструменту или заготовке, быть прерывистым или непрерывным, вращательным или поступательным и т.д.
Установочные движения – движения рабочих органов станка, с помощью которых инструмент по отношению к заготовке занимает положение, позволяющее при осуществлении движений резания снимать с нее определенный слой материала. К установочным движениям относится подведение режущего инструмента к поверхности заготовки. Установочные движения обозначаются St.
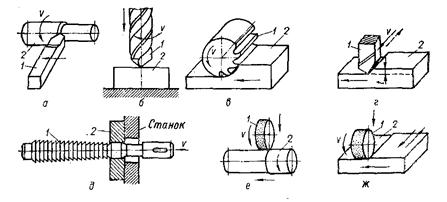
Рис.4.4. Движения в основных методах обработки резанием: точении (а), сверлении (б), фрезеровании (в), строгании (г), протягивании (д), шлифовании (е, ж).
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: При сдаче лабораторной работы, студент делает вид, что все знает; преподаватель делает вид, что верит ему. 9077 – | 7217 – или читать все.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
- I. Основные положения
- II. Основные правила черной риторики
- II. Основные принципы и правила служебного поведения государственных гражданских служащих Федеральной налоговой службы
- II. Основные цели и задачи Программы, срок и этапы ее реализации, целевые индикаторы и показатели
- II. Основные этапы развития физики Становление физики (до 17 в.).
- II. Системы, развитие которых можно представить с помощью Универсальной Схемы Эволюции
- III.2.1) Понятие преступления, его основные характеристики.
- III.2.2) Основные группы и виды преступлений.
- IV. Законы динамики вращательного движения.
- IX.3.1.3. Основные химические вещества
Процесс получения на станках деталей определенной формы поверхности и размеров состоит в снятии с заготовки липшеего металла инструментом, режущая кромка которого перемещается относительно заготовки. Необходимое относитель-ное перемещение создается в результате сочетания движений инструмента и заго-товки. Они называются основными или, рабочими движениями. Их разделяют на главное (режущее) д в и ж е н и е (за счет него инструмент производит резание металла) и движение п о д а ч и, которое служит для перемещения инструмента или обрабатываемой заготовки (в зависимости от типа станка) для снятия слоя металла с целью придания детали определенной формы.
В зависимости от вида обработки основные движения могут иметь различный характер. Так, при строгании сочетаются поступательное движение детали или инс-трумента (движение резания) и перпендикулярное к нему поступательное движение инструмента (подачи); при токарной обработке происходит вращение заготовки и поступательное движение инструмента (см.рис.7-3); фрезерование осуществляется путём сочетания вращательного движения инструмента и поступательного движе-ния заготовки; при сверлении оба основных движения совершает инструмент.
Главные движения в станках осуществляются при помощи электроприводов (применяются и гидроприводы), движения подачи – либо через механическую передачу от главного привода, либо от отдельных электро- или гидроприводов.
Кроме основных движений в станках имеются вспомогательные движения. Они непосредственно не участвуют в процессе резания, но необходимы для обработ-ки изделий, например: для установки инструмента, автоматического подвода его к заготовке и обратного отвода, контроля размеров в процессе обработки, подачи смазки и охлаждающей жидкости и т. д.
 |
Передача движений в станках от двигателей к рабочим органам осущест-
Передача движений осуществляется кинематическими цепями механизмов станка. Структуру этих цепей, их взаимные связи и особенности можно проследить по кинематической схеме станка.По такой схеме легко рассчитываются ско-рости движения рабочих органов станка или, наоборот, по заданным скоростям дви-жения рабочих органов находятся требуемые значения угловой скорости двига-телей. Кинематическая схема нужна также для определения моментов,действующих на валу двигателя, КПД и т.п.
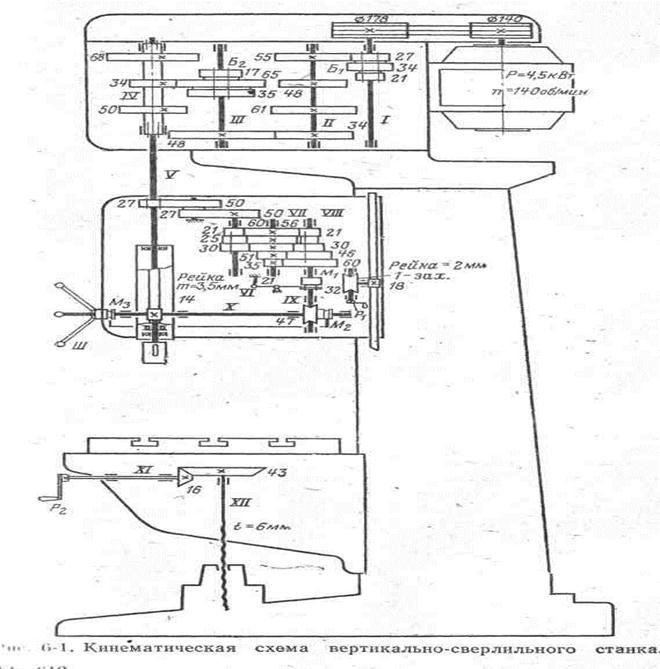
В качестве примера рассмотрим кинематическую схему вертикально-свер-лильного станка 2А135. Главное движение станка – вращение шпинделяV(рис.6-1). Движение от двигателя через клиноременную передачу /0140 – /0178 передаётся на вал 1 коробки скоростей, на котором находится тройной подвижный блок Б1 обеспечивающий валу 11 три частоты вращения.От вала 11 через шестерни 34-48 вращение передается валу 111, на нём расположен тройной подвижный блок 1 шестерен Б2, приводящий в движение полый вал IV ,связанный шлицевым соеди-нением со шпинделем V, который имеет девять частот вращения. Частота вращения
 |
шпинделя при соединении шестерён, указанных на рис.6-1, с учётом упругого скольжения ремня передачи:
В с п о м о г а т е л ь н ы е движения производятся вручную. Перемещение шпиндельной бабки осуществляется от рукоятки Р1 через червячную передачу 1-32 и реечную шестерню 18, сцеплённую с рейкой т=2мм, закреплённой на станине. Вер-тикальное перемещение стола производится посредством рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII. Быстрое перемещение шпинделя с гильзой достигается поворотом штурвала Ш, связанного специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а при больших углах поворота – связывает их в одно целое.
ОБЩИЕ ВОПРОСЫ ЭЛЕКТРОПРИВОДА СТАНКОВ
Требования к электроприводам основных и вспомогательных движений. Одним из важнейших вопросов электрооборудования металлорежущих станков яв-ляется выбор типа электропривода для основных движений. На этот выбор оказы-вает влияние ряд факторов: 1) диапазон и плавность регулирования скорости рабо-чего механизма; 2) характер нагрузки привода; 3) частота включений привода; 4) соотношение периодов машинного и вспомогательного времени работы станка; 5) энергетические показатели работы привода – КПД и коэффициент мощности; 6) на-дёжность привода, простота его обслуживания и наладки.
Регулирование скорости приводов главного движения станков производится в диапазоне от (3-6) до (100-120) : 1 и может быть осуществлено одним из следую-щих способов: 1) механическим – изменением передаточного отношения от дви-гателя к рабочему органу станка; 2) электрическим – изменением частоты вра-щения двигателя; 3) электромеханическим – комбинированием двух первых спосо-бов. При этом механическое регулирование, как правило, является ступенчатым, а электрическое может быть ступенчатым и бесступенчатым.
Механические характеристики электродвигателей главных приводов должны быть жёсткими. Перепад угловой скорости при изменении нагрузки валу двигателя от холостого хода до номинальной н должен превышать 5-10%.
Выбор типа двигателей для станков. Для современного станкостроения характерно стремление приблизить двигатель к рабочему органу станка, это позво-ляет упростить кинематические цени, снизить потери в передачах и сделать привод более компактным, что в свою очередь ведет к органическому слиянию электри-ческой и механической частей станка. Это обстоятельство привело к применению на станках кроме двигателей нормального исполнения со станиной на лапах, двига-телей специального исполнения со станиной без лап, имеющих фланец на подшип-никовом щите. На рис.6-3 показаны условные обозначения различных форм испол-нения двигателей на кинематических схемах станков. Применение фланцевых двига-телей, которые могут устанавливаться непосредственно на основание станка как го-ризонтально, так и вертикально, позволяет в ряде случаев упростить конструкцию станка, например, за счёт изъятия конических шестерён, служащих для сочленения взаимно перпендикулярных валов, и осуществить более компактную встройку двига-теля в станок.
Приводные двигатели станков должны быть защищены от вредного влияния окружающей среды (попадании в них машинного масла, эмульсии, металлической и абразивной пыли и др.). Если при работе станка не образу
Читайте также: