
Какими способами можно обеспечить прецизионные и ультрапрецизионные движения
Обновлено: 04.07.2024
Ужесточение параметров точности деталей машиностроения уже стало нормой. Такое ужесточение, по прогнозам, будет характерно и для XXI века. Постоянно увеличивается номенклатура прецизионных изделий. Одновременно увеличиваются объемы их годового выпуска. Допуски на различные геометрические параметры изделий назначают в микрометрах и долях микрометра, что становится обычной практикой при конструировании прецизионных деталей. Ужесточение параметров деталей связано с обеспечением их служебного назначения.
На рис.1.6 представлены примеры прецизионных деталей. Так, деталь №1 представляет собой золотник с допустимым отклонением основной поверхности до 0,001 мм. Регламентируется также и отклонение от цилиндричности. Нарушение таких допусков ведет к недопустимому перетеканию жидкостной или газообразной среды через образовавшиеся зазоры. Аналогичные допустимые отклонения приведены и для другого золотника - деталь № 2. Для ротора - деталь № 3 - регламентируется отклонение от перпендикулярности осей шеек к торцу А. Этим обеспечивается допустимое торцовое биение поверхностей. Важную роль играет соосность шеек ротора, что также регламентируется допуском. Для подпятников (деталь № 4) исключительно большое влияние на работу всего изделия оказывает отклонение от параллельности опорных торцов. Аналогичные требования предъявляются и к отклонениям от плоскостности для других конструкций подпятников (детали № 5 и 6). Для детали № 7 регламентируется отклонение от сферичности. Такая деталь выполняет в изделии функции ролика.
Рис.1.6 Примеры прецизионных деталей
Установление требований к параметрам прецизионных изделий производят в связи с проявлениями особенностей изделия при эксплуатации физическими и химическими законами, возникающими при эксплуатации.
На рис.1.7 в сильно утрированном виде представлена шейка 3 вала, вращающегося в смазочной среде 2 подшипника скольжения, размещенного в корпусе /. При больших частотах п вращения валов смазочный слой - жидкость или газ - уже теряет свои первоначальные свойства так, что затрачиваемая мощность на вращение существенно возрастает. Для некоторых шеек изделий, например турбодетандеров, отклонение формы шеек, т.е. их овальность, не должна превосходить 0,002 мм. При частоте вращения 100 000 . 200000 об/мин такой вал можно уподобить валу с двумя лопастями, перемешивающими газовую или жидкостную среду. Нарушение допусков в сторону увеличения вообще делает недопустимым запуск изделий. Этот и аналогичные примеры показывают, что изготовление прецизионных деталей вполне оправдано и в большинстве случаев не имеет альтернативы.
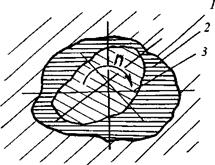 |
| Рис. 1.7 Схема вала, вращающегося в смазочном слое подшипника скольжения |
Проблема изготовления прецизионных деталей настоятельно требует более глубокого подхода к выбору материалов, изменению их свойств в ходе технологических процессов. Становится более необходимым учет физико-механических характеристик материалов, инструментов и технологической системы вообще.
На рис. 1.8 представлены результаты обработки заготовок с определением отклонений от круглости для различных материалов. Обтачивание заготовок производилось на одном и том же токарном станке, одним и тем же режущим инструментом из алмаза, с одинаковой глубиной резания и одинаковыми режимами обработки. Все прочие особенности (факторы) работы технологической системы старались во всех случаях оставить без изменений. Таким образом, изменяли только материал заготовок. Оказывается, что при прочих равных условиях отклонение от круглости латунных заготовок оказалось почти в 5 раз больше, чем у стальных, и более чем в 2 раза больше, чем у чугунных. Результаты таких экспериментов играют особенно важную роль для изготовления прецизионных деталей. Отыскание причин наблюдаемых явлений требует особого подхода. Можно только утверждать, что объяснение причин возникновения различных некруглостей нельзя объяснять различными по величине модулями упругости материалов. Если модули упругости для стали и латуни различаются на порядок, то для латуни и чугуна различие оказывается весьма малым.

Рис. 1.8. Влияние свойств материала на отклонение от круглости деталей
В настоящее время заданную точность в машиностроении в основном обеспечивает метод резания. Однако он находится в явном противоречии с возрастающим ужесточением всех параметров деталей машин и изделий в целом. Дело в том, что режущий клин инструмента, как лезвийного, так и абразивного, имеет скругление режущей кромки. Такое скругление, характеризуемое соответствующим радиусом, не может характеризоваться даже десятыми долями микрометра. Такие радиусы исчисляются единицами и десятками микрометров. Поэтому сам слой материала, удаляемый с помощью метода резания, как бы разделяется на две части: верхняя часть уходит в стружку, а нижняя как бы прикатывается в упругопластическом режиме к обработанной поверхности.
Органические недостатки режущего инструмента приводят к выводу, что в определенные моменты развития технологии машиностроения применительно к изготовлению прецизионных деталей придется отказаться от метода резания. Необходимая точность размера, формы и расположения будет обеспечиваться не удалением материала, а его наращиванием. Уже сейчас имеются установки, позволяющие осуществлять прямое выращивание деталей. В ряде случаев геометрическая точность таких деталей не является пока высокой, но очевидно, что проблема точности при таком подходе к изготовлению прецизионных деталей может быть успешно решена.
Одним из безусловных преимуществ нового метода изготовления деталей является отсутствие технологической оснастки в обычном понимании. При этом детали изготовляют из композитов, а поверхностный слой, состоящий из различных более тонких слоев, буквально конструируется так, как обычно конструируется деталь.
Проблема размерной точности уже сейчас может успешно решаться с помощью ионной обработки, напыление на деталь тончайших слоев изменяет размер, исчисляемый с точностью до миллиардной доли метра. Именно такие процессы составляют суть нанотехнологии.
Обеспечение точности прецизионных деталей имеет ту явно выраженную особенность, что каждая погрешность должна рассматриваться состоящей из двух частей: первая характерна собственно для процесса обработки, вторая имеет наследственную природу. Именно вторая составляющая очень устойчива и с трудом поддается как ликвидации, так и уменьшению. Если при изготовлении деталей нормальной точности наследственная составляющая представляет собой весьма малую часть допуска, то при изготовлении прецизионных деталей (микрометрическая и долемикро-метрическая точность) она составляет его основную часть, а в некоторых случаях и превосходит допуск. Так, если производят шлифование в центрах, возникает наследственный перенос погрешностей центровых отверстий на обработанную поверхность. Ликвидировать такие погрешности оказывается весьма трудно. К настоящему времени уже имеется теория технологического наследования в машиностроительном производстве. В соответствии со сказанным можно утверждать, что учение о технологической наследственности представляет собой основу достижения точности при производстве прецизионных деталей.
При достижении наивысшей точности размеров и формы наблюдается очень тесная связь с параметрами шероховатости поверхностей. Действительно, значения параметров Ra и Rz могут выражаться числовыми значениями, существенно превосходящими допуски размеров и формы. В случаях прецизионной обработки такие связи оговаривают особо. Научный интерес вызывает утверждение о том, что в разных зонах одной и той же поверхности физико-механические и химические характеристики оказываются различными. Детальному анализу подвергается положение о том, что единичный микровыступ поверхности по высоте имеет различную энергию, а энергетические особенности всего поверхностного слоя в суммарном выражении используются для получения благоприятных коэффициентов трения сопрягаемых деталей.
В случае прецизионной обработки и нанотехнологии иногда становится затруднительным оценивать шероховатость поверхности по шести известным параметрам. Например, в случаях обеспечения отражающих поверхностей металлических зеркал шероховатость оценивают энергией выхода электронов отраженного потока света.
Практика современного прецизионного машиностроения предполагает использование для изготовления деталей аттестованных технологических систем и сред. Особые требования предъявляют к точности металлорежущих станков и термостатированию производственных помещений. Во многих случаях и точные станки оказываются сравнительно грубыми. Тогда стараются исключить из технологического процесса элементы станков, снижающие точность. Так, шпиндели круглошлифовальных станков вносят существенные погрешности в обработку. Поэтому изделие вращается на неподвижных центрах, а крутящий момент передается поводковым устройством.
Работа с прецизионными изделиями производится в термостатированных помещениях со среднегодовыми колебаниями температуры 20 ± 0,5 °С. В таких помещениях отсутствует дневное освещение, поскольку наличие окон нарушает тепловой режим. В помещениях поддерживается заданная влажность. В термостатированных помещениях не должно устанавливаться оборудование, выделяющее пыль, токсичные вещества и тепло. Кодеры окраски помещений должны обеспечивать отражательную способность стен и потолков не менее 50 %. Специальными нормами регламентируется допустимое отклонение от температуры 20 °С в зависимости от массы изделия. При этом указывается время, по истечении которого температура детали выравнивается с температурой цеха.
В термостатированных цехах регламентируются чистота воздуха и скорость его движения, например, для операции доводки поверхностей деталей с Ra 0,04 . 0,01 мкм наибольший размер частичек пыли не должен превосходить 1,0 мкм, а их появление за 1 ч не должно превосходить 40 шт.
Фундаменты в термостатированных цехах аттестуются по частоте собственных колебаний. Такая частота для отдельных конструкций фундаментов может регулироваться. Для точных работ, производимых с операциями сборки, собственная частота составляет 6 . 15 Гц, для высокоточной работы 2,5 . 6,0 Гц.
Освещенность рабочих мест оговаривается в соответствии с размерами объектов, контрастом объекта с фоном, видом освещения (общее, местное, смешанное) и видом ламп освещения.
Существует также ряд регламентов по транспортировке изделий, их закреплению на подъемно-транспортных устройствах, консервации, хранению. Установлено, что при игнорировании требований к производству прецизионные детали изготовить нельзя.
ГОСТ Р 54787-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОБРАБОТКА НАНОРАЗМЕРНАЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ
Nanodimensional processing of precision details. Production requirements
Дата введения 2012-07-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ОАО "ЭНИМС")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 "Станки"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. N 1026-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Коренные изменения, происходящие в настоящее время в отраслях высоких технологий - микромеханике, электронике, медицине, видеотехнике, освоении космоса и пр., требуют деталей с нетрадиционными особо высокими физико-техническими и технологическими характеристиками, которые могут быть получены при их обработке только на уровне, близком к атомному или молекулярному.
Получение деталей с принципиально новыми свойствами обеспечивают нанотехнологии, формирующие требуемые специфические свойства поверхностного слоя в результате прецизионной обработки материалов на наноуровне за счет механического, электрического, плазменного, химического, магнитного и пр. воздействия или их комбинации.
В настоящем стандарте изложены требования к реализации токарной обработки лезвийным инструментом с нанометрической точностью, при которой обеспечивается возможность изготовления поверхностей сложных форм, точно реализующих заданные требования нанообработки прецизионных деталей, - без нарушения структуры поверхности, что невозможно достичь другими методами, в частности, шлифованием, когда на обрабатываемой поверхности появляются риски, трещины, сколы и т.п. местные дефекты, что требует дополнительных ручных операций по доводке дефектной поверхности, но при этом нарушается геометрическая форма.
1 Область применения
Наноразмерная обработка позволяет изготовлять детали, точность размеров, формы и расположения поверхности которых определяются диапазоном от 10 до 10 м (от 1 до 100 нм).
Настоящий стандарт устанавливает технологические требования к обеспечению токарной наноразмерной обработки прецизионных деталей в части требований к производственным условиям, технологическому оборудованию (ТО), заготовкам, инструменту, средствам измерений, технике безопасности, охране окружающей среды и здоровью обслуживающего персонала, что способствует созданию и выводу на международный рынок отечественной конкурентоспособной нанопродукции.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51317.6.2-2007 (МЭК 61000-6-2:2007) Совместимость технических средств электромагнитная. Устойчивость к электромагнитным помехам технических средств, применяемых в промышленных зонах. Требования и методы испытаний
ГОСТ Р 51317.6.4-2009 (МЭК 61000-6-4:2006) Совместимость технических средств электромагнитная. Электромагнитные помехи от технических средств, применяемых в промышленных зонах. Нормы и методы испытаний
ГОСТ 8.050-73 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 12.1.003-83 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ ИСО 14644-1-2002 Чистые помещения и связанные с ними контролируемые среды. Часть 1. Классификация чистоты воздуха
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 лезвийная наноразмерная обработка: Метод токарной обработки монокристаллическим инструментом (алмазным и пр.) поверхностей различных форм с точностью в нанодиапазоне.
3.2 взвешенная частица: Твердый или жидкий объект, который определяет чистоту воздуха и характеризуется совокупным распределением, основанным на пороговом размере (нижнем пределе) в диапазоне 0,1-5 мкм.
4 Общие положения по технологическому обеспечению наноразмерной обработки
4.1 Основные виды наноразмерной обработки
Наноразмерная обработка осуществляется следующими видами обработки (и их подвидами):
- механическими (дифференцированное пластическое деформирование и пр.);
- электрическими (электроэрозия, анодное растворение микронеровностей и пр.);
- магнитными (магнито-электрореологические, магнитоимпульсное взаимодействие микрочастиц и пр.);
- плазменными и электронно-лучевыми (напыление покрытий, осаждение наночастиц, упрочнение наночастицами и пр.);
- комбинациями обработки указанных видов.
4.2 Организация работ и требования к производственным условиям при наноразмерной обработке
4.2.1 Изделия должны сохранять свои параметры в пределах норм, установленных в НД (ТЗ, ТУ и пр.).
4.2.2 Обеспечение стабилизации основных параметров рабочего помещения
4.2.2.1 Температурный режим в помещении должен быть 20 °С с колебаниями в зоне обработки не более ±0,5 °С в течение рабочего дня в соответствии с ГОСТ 8.050. Действие местного нагрева, в том числе действие прямых солнечных лучей, не допускается.
4.2.2.2 Колебания температуры воздуха, подаваемого в пневмосистему ТО, не должны быть более ±1 °С.
4.2.2.3 Относительная влажность воздуха - 58% в соответствии с ГОСТ 8.050. Колебания относительной влажности воздуха - ±3%.
4.2.2.4 Атмосферное давление - 101,3 кПа. Давление окружающего воздуха в рабочем помещении должно быть не меньше атмосферного. Не допускается превышение атмосферного давления более чем на 3 кПа.
4.2.2.5 Максимально допустимая концентрация частиц, взвешенных в 1 м воздуха в рабочем пространстве (чистом помещении, чистой зоне) по классу точности 4-6, - в соответствии с ГОСТ ИСО 14644-1.
4.2.2.6 Частота возмущающих гармонических вибраций (), действующих на объект нанообработки и средства измерений, не должна превышать 30 Гц, при этом:
- при 1 Гц амплитуда возмущающих вибраций 0,01 мм.
- при 130 Гц амплитуда возмущающих вибраций - по ГОСТ 8.050.
4.2.2.7 Напряженность магнитного поля не должна превышать 80 А/м, напряженность электростатического поля - 5 В/м. Пределы допускаемой амплитуды колебаний магнитного поля в процессе измерений при наличии в средствах измерений неэкранированных электромагнитных преобразователей - 10 А/м по ГОСТ 8.050.
4.2.2.8 Требования по обеспечению электромагнитной совместимости в части устойчивости к электромагнитным помехам к электротехническим, электронным и радиоэлектронным изделиям и аппаратуре - согласно ГОСТ Р 51317.6.2 и ГОСТ Р 51317.6.4.
4.2.2.9 При установке ТО используется шина, соединенная с низкоомным контуром заземления. Сопротивление контура должно быть не более 4 Ом. ТО должно подключаться к трехфазной четырехпроводной сети переменного тока напряжением 380±(10% - 15%) В и частотой (50±1) Гц. Выполнение заземляющих устройств должно соответствовать требованиям ГОСТ 12.1.030.
5 Технологическое обеспечение наноразмерной обработки
5.1 Требования к заготовкам
Основные параметры и размеры заготовок при наноразмерной обработке должны соответствовать требованиям нормативных документов для особо точных деталей.
5.2 Требования к технологическому оборудованию
5.2.1 Для обеспечения точности реализации линейных размеров в пределах ±50 нм, точности определения формы поверхности в пределах ±25 нм, точности определения шероховатости поверхности в пределах 0,5-1 нм кинематическая разрешающая способность систем перемещения (прямых приводов) и точность позиционирования должна быть в пределах от 5 до 10 нм, повторяемость - не более 20 нм.
5.2.2 Компоновка ТО (станка, стенда и пр.), точность самих узлов ТО (основания, станины, шпинделя, суппорта) и их перемещений (вращения) должны обеспечивать заданную точность движений формообразования и исключать деформации взаимного расположения узлов ТО в горизонтальной и вертикальной плоскостях от колебаний температуры.
5.2.3 Плавность перемещения рабочих органов (суппортов, шпинделя и пр.) по всем координатам (, , , , , ) должна соответствовать - 0,001 g.

5.2.4 ТО должно иметь специальный изолированный фундамент на виброизолирующих опорах, имеющих собственную частоту колебаний Гц.
5.2.5 ТО предусматривает балансировку предметного стола с деталью, приспособления, элементов крепления и инструмента.
5.2.6 Рабочая позиция ТО предусматривает расположение устройств контроля формы, положения резца и правки режущего инструмента.
5.2.7 В ТО используются прецизионные подшипники с осевым и радиальным биением в пределах нанометрического диапазона.
5.3 Требования к режущему инструменту
5.3.1 Отсутствие на режущей части наружных и внутренних трещин, заусенцев, прижогов, сколов, выкрошенных мест, физических и химических загрязнений (капель).
5.3.2 Передний угол инструмента должен иметь отрицательные значения в зависимости от обрабатываемого материала.
5.3.3 Радиус кривизны вершины лезвия в плане должен быть в пределах от 20 до 80 нм, а в секущей плоскости - в пределах от 5 до 10 нм.
5.3.4 Дискретность перемещения и точность позиционирования инструмента - не более 5 нм для его работы в зоне до 100 нм.

Ультрапрецизионный высокопроизводительный токарный станок KUMMER K250 LSK разрабатывался для твердого точения и шлифования, чтобы полностью раскрыть потенциал точности, ускорения и скорости линейных двигателей.
Новая концепция кинематики линейных перемещений LSK (подана заявка на патент) обеспечивает ускорение 10 м/с² и до 60 м/мин быстрых ходов, на перемещениях 250 мм х 100 мм, гарантируя сверх микронную точность.
Токарный станок имеет ультра легкую верхнюю (подвешенную) подвижную шпиндельную бабку с прямым приводом, установленную на сверхжесткую 7-тонную станину, состоящей из стальной рамы, заполненной полимербетоном. Таким образом, мобильная масса составляет лишь 2,5% от общего веса станка.
- Две линейные салазки являются компактными узлами с независимым управлением. Перемещаются по оси Х по двум высокопрезиционым роликовым направляющим с центральной смазкой, от встроенных линейных двигателей с жидкостным охлаждением.
- Перемещение по оси X является результатом синхронных перемещений линейных салазок по оси Х1 и X2 вдоль их общих направляющих.
- Предотвращает перегруз двигателей салазок и обеспечивает компактность узла
- Раскрывает потенциал линейных двигателей по скорости и ускорению
- Благодаря линейным двигателям исключены тепловые деформации поперечных салазок
- Повышает точность за счет уменьшения расстояния между торцем шпинделя и линейными направляющими.
- Ускорение 10 м/с 2
- Ускоренные подачи до 60 м/мин (при ходе 250 мм)
- Уникальная точность позиционирования и повторяемость
- Отсутствие ШВП и погрешностей связанных с тепловым расширением и износом винта
- Стальная моноблочная рама U-образной формы, заполнена полимербетоном
- Имеет 3 опоры. Благодаря своей жесткости отсутствует необходимость крепления к фундаменту.
- Конструкция оптимальна для отвода СОЖ и стружки
- Для дополнительной термостабилизации возможно применение системы циркуляции охлаждаемой СОЖ внутри станины
- Поперечная балка заполнена полимербетоном, на ней смонтирована система суппортов (LSK) и шпиндельная бабка
- Поперечная балка также может быть дополнительно термостабилизирована
- Две стальные опоры заполнены полимербетоном и служат соединением основной станины и поперечной балки
- Опоры можно снять для выполнения технического обслуживания суппортов и направляющих (LSK)
- Рама для установки многорезцовых плит установлена спереди основной станины (заполнена полимер бетоном)
Для мониторинга и лёгкого доступа к систематически заменяемым компонентам (масла, фильтра и т.п.) данные органы были размещены с левой стороны.
- Ультраэффективная траектория инструмента, путем максимального сокращения холостого хода и оптимального использования концепции короткого перемещения инструмента
- Уникальная конструкция суппорта позволяет установить предварительно настроенные базовые плиты резцедержателей. Каждая базовая плита позволяет установить до 8 державок.
- Полное использование потенциала новейшего режущего инструмента, благодаря высокой скорости шпинделя.
- Торец шпинделя предназначен для быстрой и точной смены различных типов патронов.
- Широкий выбор зажимных устройств, таких как вакуумный, осевой, цанговый, планетарный и автоматически индексируемый патроны.


Примеры твердого точения и шлифования
Ключ успеха станков KUMMER — это применение твердого точения и шлифования
Получив техническое задание специалисты ГК ФИНВАЛ (при поддержке KUMMER) готовят технико-коммерческое предложение на оборудование, оснастку, инструмент и внедрение в производство.
- Материал заготовки
- Диапазон твердости
- Программа выпуска
- Чертёж заготовки
- Чертеж готовой детали
Применение твердого точения или шлифования зависит от требований чертежа (требования к поверхностям), а также связанно с возможностью инструмента (вылетом, диаметром).
Гибрид процессов также применяется при обработке закалённых заготовок, требования к поверхности которых могут превосходить возможности применения твердого точения. Процессы твердого точения или шлифования выполняются на одном установе.
С помощью станков KUMMER многие производители ушли от многостаночной, многооперационной финишной обработки. Отказались от селективной сборки, таким образом сократили время обработки деталей и сборки. Тем самым получили положительный экономический эффект.

Пример 1. Втулка резьбовая

Пример 2. Шестерня
Пример 3. Втулка


Пример 4. Сопло
| Характеристики шпинделя | |
|---|---|
| Расположение | Фронтальный, верхний,установленный на направляющих LSK |
| Частота вращения, мощность и крутящий момент шпинделя | До 8000 мин-1/, Мощность 6.3кВт от 6000 мин-1, Постоянный крутящий момент до 6000 мин-1 |
| Подшипники | Смонтированы на радиально-упорных шарикоподшипниках UP-класса,набит смазкой на весь срок службы. Водонепроницаемость и герметичность от стружки гарантированы при помощи продувки воздухом |
| Варианты зажимных цилиндров и усилия зажима при давлении в сети 5,5 бар | |
|---|---|
| диаметр 130 мм | 7800 Н |
| диаметр 88 мм | 3400 Н |
| диаметр 68 мм | 1900 Н |
| диаметр 50 мм | 900 Н |
| диаметр 40 мм | 525 Н |
| Наибольший диаметр заготовки | До 500 мм, в зависимости от конфигурации |
| Направляющие LSK | |
|---|---|
| Ход по оси Х (мм) | 250 |
| Ход по оси Z (мм) | 100 |
| Направляющие | Высокопрецизионные роликовые направляющие с центральной смазкой |
| Приводы подачи | Линейные |
| Ускорение (м/сек²) | 10 |
| Скорость | 60 м/мин (достигается на ходе 250 мм) |
| Контроль перемещения | Прямое считывание с оптической линейки. Водонепроницаемость и герметичность от стружки гарантированы при помощи продувки воздухом |
| Инструментальные плиты и резцедержатели | |
|---|---|
| Главный суппорт | С подготовкой для быстрой смены инструментальной плиты |
| Инструментальные плиты | Чугунные, с пазами для прецизионного позиционирования |
| Резцедержатели | До 8 на плиту. Резцедержатели Kummer сконструированы для прецизионной наладки инструмента за пределами станка. |
| Параметры энергопотребления | |
|---|---|
| Общая потребляемая мощность (кВа) | 16.5 |
| Характеристика сети | 3×400 В/50 Гц |
| Привод шпинделя | Синхронный, цифровой |
| Приводы подачи | Линейные двигатели, цифровые |
| Напряжение сети управления | 24 В пост. тока |
| Терморегулирование / Управление подачей СОЖ и удаление стружки | |
|---|---|
| Терморегулирование | Встроенное устройство охлаждения для шпинделя и линейных двигателей, мощность 5.1 кВт |
| Система подачи СОЖ | Стандартный насос подачи СОЖ - 3 бар. Опция: системы высокого давления |
| Объем бака СОЖ (л) | 500 |
| Безопасность | |
|---|---|
| Стандарты | Сертификат CE |
| Масса (кг) | Приблизительно 7000 |
| Требования при транспортировке оборудования | Вилочный погрузчик, мин. 12000 кг |
| Габариты | |
|---|---|
| Размеры (мм) | 4250×3215×2571 |
Технические характеристики и спецификация могут быть изменены заводом-изготовителем без предварительного уведомления. Компания не несет ответственности за типографские опечатки и ошибки.

То или иное качество, характеристику порой необходимо выделить точным и емким определением, специфическим по своей природе. Но при этом нужно и важно знать его значение - и в общем смысле, и для конкретных случаев. Давайте рассмотрим в таком ключе, что это - прецизионный. И начнем с основных определений.
Прецизионный - это.
Значения слова следующие:
- Что-либо, обладающее высокой точностью (сверхточностью).
- Что-либо, созданное с соблюдением высокой точности параметров.
Теперь мы в курсе, что это - прецизионный. Синонимы слова следующие:
- точный;
- высокоточный;
- прецессионный.

Антонимы выделяются такие:
Также в речи употребляются следующие устойчивые сочетания совместно с этим прилагательным:
- прецизионный прибор;
- прецизионное слово;
- прецизионный сплав;
- прецизионный контроль;
- прецизионный станок.
Происхождение слова - иноязычное. От франц. précision, что значит "точность". Имеет, в свою очередь, собственный исток - лат. praecīsus - "отрубленный". Это слово происходит от еще более древних корней - праиндоевр. prai- +caedere, что значит "сечь", "рубить", "ударять", "убивать".
Прецизионные кондиционеры
Теперь будем рассматривать частности. Прецизионные кондиционеры - что это? Иное название устройства точного контроля. Это кондиционеры шкафного типа, которые могут с высокой точностью обеспечивать как поддержание, так и регулирование температуры воздуха в пространстве с чувствительным оборудованием.
Что важно, такие помещения требуют от техники также справляться и с повышенными показателями значительных тепловых нагрузок. Кроме того, чтобы не нанести вред оборудованию, кондиционеры должны бесперебойно функционировать круглые сутки. Чтобы все это обеспечить, в прецизионной технике используется следующее:
- высокоэффективные спиральные герметичные компрессоры;
- микропроцессорное управление на основе современных контроллеров;
- ЕС-вентиляторы с электронной плавной регулировкой скорости вращения.
Представлены моделями как с водяным, так и с воздушным охлаждением конденсатора. Кроме того, прецизионные кондиционеры разбиваются по сериям в зависимости от того, в каком помещении будут использоваться. Есть специальные модели для серверных, музейных залов, научных лабораторий, библиотек, медицинских пространств, АТС, машинных залов, коммутационных аппаратных, высокоточного производства, метеостанций.
Прецизионные работы
Еще одно довольно часто употребляемое сочетание. Прецизионные работы - это деятельность, для которой характерна высокая степень точности в измерениях, производстве, контроле, настройке. Также прецизионные работы могут характеризовать и труд, связанный с применением современных технологий, одним из отличительных признаков которых будет являться сверхточность.
Где их можно наблюдать? Сфера довольно широка - изготовление электроники, химическая промышленность, медицина, производство, основанное на биотехнологиях, работа с опасными элементами, видами энергии и многое другое.
Прецизионное оборудование
И еще одно словосочетание. Прецизионное оборудование - это станки, которые предназначены для высокоточного производства либо обработки деталей. К ним относятся шлифовальные, токарные, фрезерные, сверлильные, электроэрозионные наименования.
Внутри себя прецизионное оборудование разделяется по точности на несколько классов:
- Н - нормальной точности;
- П - повышенной точности;
- В - высокоточные;
- А - особо высокоточные;
- С - особо точные приборы.
Примеры употребления прилагательного
Разобрав, что это - прецизионный, рассмотрим и употребление слова в речи:
- "Для производства этой аппаратуры требуются прецизионные инструменты. Мы закупаем их у одного надежного поставщика".
- "Александр всегда отличался осуществлением прецизионного контроля. За это специалиста ценило начальство, но невзлюбили коллеги по цеху - никому не хотелось иметь дело с таким скрупулезным проверяющим".
- "Здесь используются только прецизионные сплавы. Это объясняет и долговечность продукции, и ее высокую цену".
- "На нашем предприятии появились прецизионные станки. Следующий этап развития - организация курсы повышения квалификации, чтобы в сжатые сроки обучить сотрудников работе на высокоточных инструментах".
- "Он мог любое явление охарактеризовать таким прецизионным словом, что, казалось, точнее определения просто не найти! Наверное, этот факт тоже повлиял на то, что Василий Петрович стал признанным известным писателем".
- "На объекте скоро стартуют прецизионные работы. Это самый долгожданный, но и самый ответственный момент всей реконструкции".
- "Для нашего музея наконец-то закупили прецизионные кондиционеры! Теперь точно можно сказать, что экспонаты будут находиться в комфортной и безопасной микросреде".

Теперь вы в курсе значения слова "прецизионный". Употребление прилагательного достаточно широко - оно характеризует высокоточные явления в самых разных сферах.
Читайте также: