
Как правильно осуществлять контактное зажигание дуги
Обновлено: 02.07.2024
Электрические заряды в сварочной дуге переносятся заряженными частицами – электронами, а также положительно и отрицательно заряженными ионами. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ – ионизированным. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды.
Дуга, горящая между электродом и изделием на воздухе, называется свободной. Свободная дуга (рис. 13) состоит из трех зон: катодной с катодным пятном, служащим для эмиссии (выхода) электронов; анодной с анодным пятном, бомбардирующимся электронным потоком, и столба дуги, который занимает промежуточное положение между катодной и анодной зонами.

Рис. 13. Схема строения свободной дуги: 1 – электрод; 2-катодная зона; 3-столб дуги; 4-анодная зона; 5 – изделие; /д – длина дуги (расстояние между торцом электрода и поверхностью сварочной ванны)
Температура в зоне столба дуги при сварке достигает 6 000-7 000 °С в зависимости от плотности сварочного тока. Сварочные дуги классифицируются:
по применяемым электродам – дуга с плавящимся электродом и с неплавящимся электродом;
по степени сжатия дуги – свободная и сжатая дуга;
по схеме подвода сварочного тока – дуга прямого и косвенного действия;
по роду тока – дуга переменного тока (однофазная и трехфазная) и дуга постоянного тока;
по полярности постоянного тока – дуга на прямой полярности и дуга на обратной полярности;
по виду статической вольтамперной характеристики – дуга с падающей, жесткой и возрастающей характеристикой (рис. 14).
Дугу называют "короткой", если длина ее составляет 2-4 мм. Длина "нормальной" дуги 4-6 мм. Дугу длиной более 6 мм называют "длинной".
Рис. 14. Статическая вольт-амперная характеристика дуги в общем виде
Контрольные вопросы:
1. Назовите три основных состояния вещества и в чем их различие.
2. Почему газы в обычных условиях не проводят электрический ток?
3. Что называют сварочной дугой?
4. Чем переносятся электрические заряды в сварочной дуге?
5. Расскажите о зажигании дуги.
6. Расскажите о строении свободной дуги.
7. Расскажите о классификации сварочных дуг.
8. Какие дуги называются "короткими", "нормальными" и "длинными"?
2. Условия зажигания и устойчивого горения дуги
Сварочная дуга должна иметь определенные технологические условия, обеспечивающие ее быстрое зажигание, устойчивое горение, малую чувствительность к изменениям ее длины в определенных пределах, быстрое повторное зажигание (возбуждение) после обрыва, необходимое проплавление основного металла.
Условия зажигания и устойчивого горения дуги зависят от таких факторов, как состав обмазки при сварке штучными электродами, род тока (постоянный или переменный), прямая или обратная полярность при сварке на постоянном токе, диаметр электрода, температура окружающей среды.
Для зажигания дуги требуется напряжение большее по величине, чем напряжение для горения дуги. Напряжение, подводимое от источника питания к электродам при разомкнутой сварочной цепи, является напряжением холостого хода. При сварке на постоянном токе напряжение холостого хода не превышает 90 В, а на переменном токе – 80 В. В момент горения дуги напряжение, подаваемое от источника питания, значительно снижается и достигает величины, необходимой для устойчивого горения дуги. В процессе горения дуги ток и напряжение находятся в определенной зависимости.
Зависимость напряжения дуги от тока в сварочной цепи, при условии постоянной длины дуги, называют статической вольтамперной характеристикой дуги, которая графически представлена на рис. 14.
В области 1 (до 100 А) с увеличением тока напряжение значительно уменьшается, так как при повышении силы тока увеличивается поперечное сечение столба дуги и его проводимость. Вольт-амперная характеристика будет падающей и дуга горит неустойчиво. В области 2 (100-1 000 А) при увеличении тока напряжение сохраняет постоянную величину, так как поперечное сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Вольт-амперная характеристика будет жесткой, дуга горит устойчиво, и обеспечивается нормальный процесс сварки. В области 3 (свыше 1 000 А) увеличение тока вызывает возрастание напряжения, так как увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна из-за ограниченного поперечного сечения электрода, при этом вольт-амперная характеристика будет возрастающей. Дуга с возрастающей вольт-амперной характеристикой используется при сварке под флюсом и в защитных газах.

Рис. 15. Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали: кривые (а, б); при автоматической сварке под флюсом: кривые (в, г); кривая (д): вольт-амперная характеристика источника питания; точка 1 – точка устойчивого горения дуги
Для примера на рис. 15 приведена вольт-амперная характеристика дуги при ручной дуговой сварке штучным электродом низкоуглеродистой стали и автоматической сварке под флюсом при высоких плотностях тока.
Таким образом, первым условием зажигания и горения дуги является наличие электрического источника питания дуги достаточной мощности, позволяющего быстро нагревать катод до высокой температуры при возбуждении дуги.
Более полная стабилизация горения дуги достигается также при достаточной степени ионизации столба дуги, поэтому вторым условием для зажигания и горения дуги является наличие ионизации столба дуги за счет введения в состав покрытия штучных электродов или в состав флюсов таких элементов, как калий, натрий, барий, литий, алюминий, кальций и др. Эти элементы обладают низким потенциалом ионизации и в момент зажигания дуги способствуют быстрому ее возникновению.
Третьим условием устойчивости горения дуги при сварке на переменном токе является наличие в сварочной цепи дросселя (повышенной индуктивности). Это объясняется тем, что в сварочной цепи переменного тока, имеющей только омическое сопротивление, в процессе горения дуги образуются обрывы (100 обрывов дуги в секунду при промышленной частоте переменного тока 50 Гц). При включении дросселя в сварочную цепь переменного тока происходит сдвиг фаз между напряжением источника питания и током, горение дуги относительно стабилизируется.
При сварке на постоянном токе зажигание и горение дуги протекают несколько лучше, чем при сварке на переменном токе.
В сварочную цепь постоянного тока также включают дроссели для улучшения стабильности горения дуги.
Однако полная стабилизация горения дуги достигается в точке пересечения вольт-амперных характеристик дуги и источника питания. Эта точка будет определять устойчивое горение дуги (см. рис. 15).
Для улучшения возбуждения дуги применяют специальные высокочастотные устройства – осцилляторы, а для обеспечения надежного повторного возбуждения дуги применяют специальные генераторы импульсов высокого напряжения (стабилизаторы).
Зажигание и устойчивое горение дуги при любом роде тока зависит от динамической характеристики источника питания дуги. Источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети и обеспечивать регулирование сварочного процесса в зависимости от состояния поверхности свариваемого изделия и скорости подачи сварочной проволоки.
Технические особенности горения дуги на постоянном или переменном токе выражаются в том, что дуга, как гибкий газовый проводник, может отклоняться от нормального положения под воздействием магнитных полей, создаваемых вокруг дуги и в свариваемом изделии. Магнитные поля воздействуют на движущиеся заряженные частицы столба дуги и тем самым воздействуют на всю дугу. Такое явление принято называть магнитным дутьем. Магнитные поля оказывают отклоняющее воздействие на дугу при неравномерном и несимметричном расположении поля относительно дуги, особенно при сварке на постоянном токе. На рис. 16 показано влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.

Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
К зоне сварки газ подается из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Tig сварка видеоурок
Процесс зажигания электрической дуги можно разделить на три этапа (рис. 4):
- короткое замыкание электрода на заготовку;
- отвод электрода на расстояние 3-6 мм;
- возникновение устойчивого дугового разряда.
Короткое замыкание (рис. 4а) выполняется для разогрева
торца электрода I и заготовки 2 в зоне контакта с электродом. После отвода электрода (рис.46) с его разогретого торца (катода) под действием электрического поля начинается термоэлектрическая эмиссия электронов 3.
Столкновение быстро движущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул происходит дополнительная ионизация за счет их соударения. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги (рис. 4в) заканчивается возникновением устойчивого дугового разряда 6 с возникновением катодной области 5 и анодной области 7.
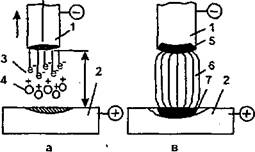
Рис. 4. Схема процесса зажигания дуги
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающий его первоначальную ионизацию. Для этого в сварочную цепь подключают на
короткое время источник высокочастотного переменного тока высокого напряжения (осциллятор).
В зависимости от длины дугового разряда различают:
- короткую дугу, если ее длина 2-4 мм;
- нормальную дугу, если ее длина 4-6 мм;
- длинную дугу, при ее длине более 6 мм.
Оптимальный режим сварки обеспечивается при короткой
дуге. При длинной дуге процесс сварки протекает неравномерно, с неустойчивым горением и разбрызгиванием металла. Металл, проходя через дуговой промежуток, больше окисляется и азотируется.
Специалисты рекомендуют длину дуги определять по звуку, издаваемому ею при горении. Дуга нормальной длины издает менее громкий и равномерный звук. Длинная дуга издает неравномерный и потрескивающий, более громкий звук, что легко определяется опытным путем.
Различают технологические условия горения дуги, такие как зажигание, чувствительность к изменениям длины в определенных пределах, быстрое повторное зажигание после обрыва и необходимое проплавление металла.
Условия зажигания электрической дуги:
- наличие электрического источника питания дуги достаточной мощности, позволяющего быстро нагреть катод до высокой температуры при вЬзбуждении дуги;
- наличие ионизации столба дуги (в электрод вводятся элементы с низким потенциалом ионизации или применяют осцилляторы для возбуждения дуги);
- стабилизация горения столба дуги (например, вводят дроссель в цепь питания). Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-ам - перной характеристикой дуги.
Вольт-амперная характеристика дуги имеет три области (рис. 5):
- падающая область I (при токах до 100 А);
- жесткая область II (при токах 100-1000 А);
- возрастающая область III (при токах свыше 1000 А).
Напряжение, необходимое для возбуждения дуги, зависит от
рода тока (переменный или постоянный), дугового промежутка, материала электрода и его покрытия, свариваемого металла.
Рис. 5. Статическая волът-амперная характеристика дуги
Дуга с падающей характеристикой (I) малоустойчива и имеет ограниченное применение, т. к. требует включения в сварочную цепь осциллятора.
Самое широкое применение нашла дуга с жесткой (II) и возрастающей (Ш) характеристикой. Каждому участку дуги соответствует определенный характер переноса расплавленного электродного металла в сварочную ванну:
-1 и II участок — крупнопанельный,
- Ш участок — мелкокапельный или струйный. t Для сохранения неизменного напряжения на дуге необходимо длину дуги поддерживать постоянной.
- источник питания сварочной дуги;
- сварочный и питающий кабели, электрододержатель;
- принадлежности сварщика—спецкостюм, маска с защитным стеклом;
- сварочный стол или приспособления для сборки и фиксации деталей;
- инструменты для измерения и разметки;
- инструменты для зачистки швов и удаления шлаковой корки;
- высокая технологичность процесса;
- возможность автоматизации и механизации процессов сварки;
- меньшая по сравнению с газовой сваркой зона термического влияния;
- простота регулирования процесса сварки;
- дешевые расходные материалы (электроды);
- высокая скорость соединения деталей.
- необходимость использования специальных сварочных трансформаторов или инверторов (преобразователей);
- энергозависимость (необходима электрическая сеть или генераторы);
- подготовка деталей для сборки (разделка кромок, фиксация элементов).
Сварочные работы: современное оборудование н технология работ
Сварочный кабель
Инструменты и принадлежности
Электрододержатели
Электрододержатели применяют для закрепления электрода и подвода к нему тока при ручной дуговой электросварке. Они должны прочно удерживать электрод, обеспечивать удобное и прочное крепление сварочного кабеля. Электрододержатель должен обеспечивать возможность …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Офицальный представитель
Made in Germany
![]()
Главная Аргонодуговая TIG сварка
Статьи о сварке
- Сварочные процессы
- Сварочное оборудование и материалы
- Сварка металлов
- Автоматизация и роботизация
- Разное о сварке
Рассылка новых материалов
ПОДПИСЫВАЙСЯ вКонтакте!
Аргонодуговая TIG сварка
Из всех процессов дуговой сварки TIG сварка (Tungsten Inert Gas) наиболее способствует достижению высокого качества сварочных швов и является наиболее универсальной. В плане того, какие различные материалы можно сваривать и в каких пространственных положениях.

Аргонодуговая TIG сварка является чрезвычайно универсальным процессом и может использоваться практически при сварке любых металлов, в том числе и разнородных, толщиной от 0,3 мм.
Иногда её называют сварка WIG сварка, сокращенно от Wolfram Inert Gas или аргонодуговая сварка переменного и постоянного тока AC/DC.
Высокое качество сварочного шва в обмен на скорость сварки
Однако высокое качество TIG сварки достигается за счет более длительного времени, затрачиваемого на этот процесс. TIG сварка, как правило, медленнее, чем другие процессы дуговой сварки (MIG или MMA), и применяется там, где качество имеет решающее значение.
TIG сварка используется для сварки легких металлов, таких как магний, алюминий на переменном токе AC. Тонкие листы из нержавеющей стали и сплавы из меди, как правило, также свариваются при помощи этого процесса, на постоянном токе DC.
Наиболее часто используемый газ для аргонодуговой TIG сварки - чистый аргон, для всех материалов. В отличие от MIG сварки, где определенный газ или газовая смесь должны быть использованы для соответствующего свариваемого материала.
TIG сварка в сочетании с высокой производительностью MIG/MAG сварки
В некоторых случаях, TIG сварку используют в сочетании с полуавтоматической MIG/MAG сваркой. Например, при соединении труб для морской промышленности, TIG применяется для корневой сварки, а MIG для последующего заполнения разделки шва. Это дает высокое качество корня шва, в сочетании со скоростью заполнения остальной части разделки.
При сварочном процессе TIG используется неплавящийся вольфрамовый электрод и инертный газ (обычно аргон). Вольфрам применяется в качестве материала для электродов и из-за его высокой температуры плавления и хороших электрических характеристик. Инертный газ используется в качестве защиты сварочной дуги, электрода и сварочной ванны от воздействия атмосферы. В сварочную ванну подается присадочная проволока, в ручном или автоматическом режиме.
Схема аппарата для аргонодуговой сварки

Для сварки процессом TIG требуется высокая квалификация сварщика. Сварщик должен держать сварочную горелку в одной руке, в то время как другой рукой должен обеспечивать подачу присадочного металла в ванну. Зажигание дуги является важным в процессе сварки. Оно бывает контактным и бесконтактным.
Контактное и бесконтактное зажигание дуги
Контактное зажигание дуги происходит при прикосновении вольфрамового электрода изделия, после чего, при подъеме горелки, возбуждается дуга. Данный способ зажигания является не оптимальным для аргонодуговой TIG сварки, так как при нем в основном металле остаются вольфрамовые включения, которые могут привести к дефектам сварного шва.
При бесконтактном способе зажигания, поджиг дуги обеспечивает высокочастотный генератор. Сварочная дуга возникает после нажатия на кнопку на сварочной горелке при расстоянии между электродом и изделием 1,5-3 мм.
При выборе сварочного аппарата TIG, вы должны знать, какая вам требуется мощность источника для проводимых работ. Необходимо оценить объем работ в настоящее время и с прогнозом на будущее. Следующий вопрос - нужен ли переменный ток или достаточно постоянного тока источника питания. Имейте в виду, что алюминий и магний свариваются переменным током (AC). А нержавеющие стали и обычная сталь - при помощи постоянного тока (DC). Если требуется варить и то и другое, используют аппараты с постоянным и переменным током AC/DC.
Аппараты для TIG сварки, как правило, доступны с диапазоном сварочного тока от 150А до 500А и способны работать при токах от 3A. TIG аппараты могут быть использованы для пайки и сварки штучными электродами.
Надеемся, эта статья поможет вам при выборе аппарата, с удовольствием поможем вам и в будущем.
© Смарт Техникс
Видео по аргонодуговой TIG сварке:
Читайте также:
- Нужен ли ковид паспорт для выезда за границу
- Как я откосил от армии через психушку пикабу
- Как аннулировать отцовство в свидетельстве о рождении ребенка
- Какие свидетельства присутствия балтов на территории беларуси существуют в исторической науке
- Можно ли после юридического колледжа поступить в мвд на прокурора