
Как осуществляют хранение флюсов и их подготовку к сварке
Обновлено: 30.06.2024
Правильный выбор марки сварочной (электродной) проволоки и флюса - один из главных элементов разработки технологии сварки под флюсом.
Электродная проволока: марки, обозначение, поставка
Химический состав электродной проволоки определяет состав металла шва и, следовательно, его механические свойства.
Стальная сварочная проволока, изготавливаемая по ГОСТ 2246-70, который предусматривает 77 марок проволоки.
В условные обозначения марок проволоки входит индекс Св (сварочная) и следующие за ним цифры и буквы. Цифры после индекса Св указывают среднее содержание углерода в сотых долях процента.
Так же, как и в марках стали, легирующие элементы в марках проволоки обозначаются буквами:
- А - азот;
- Ю - алюминий;
- Р - бор;
- Ф - ванадий;
- В - вольфрам;
- К - кобальт;
- С - кремний;
- Г - марганец;
- Д - медь;
- М - молибден;
- Н -никель;
- Б - ниобий;
- Е - селен;
- Т - титан;
- Х - хром.
Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элемента в процентах. Если содержание легирующего элемента менее 1%, то ставится только соответствующая буква.
Буква А в конце условных обозначений марок низкоуглеродистой и легированной проволок указывает на повышенную чистоту металла по содержанию серы и фосфора. В проволоке марки СВ-08АА содержится не более 0,020% серы и не более 0,020% фосфора.
В условном обозначении сварочной проволоки перед индексом Св указывается цифра, обозначающая диаметр проволоки в мм, а после условного обозначения - номер ГОСТа.
Например: сварочная проволока диаметром 3 мм марки Св-08А, предназначенная для сварки (наплавки), с неомедненной поверхностью условно обозначается таким образом: проволока 3 Св-08А ГОСТ 2246-70.
Если проволока поставляется с омедненной поверхностью, то после марки проволоки ставится буква О.
Буква Э обозначает, что проволока предназначена для изготовления электродов.
Буквы Ш, ВД или ВИ обозначают, что проволока изготовлена из стали, выплавленной электрошлаковым или вакуумнодуговым переплавом, или переплавом в вакуумно-индукционных печах.
Сварочные проволоки делятся на:
- низкоуглеродистые (с суммарным содержанием легирующих элементов до 2%);
- легированные (суммарное содержание легирующих элементов от 2 до 6%) и высоколегированные (суммарное содержание элементов более 6%).
Проволока поставляется в бухтах массой до 80 кг. На каждой бухте крепят металлическую бирку с указанием завода-изготовителя, условного обозначения проволоки, номера партии и клейма технического контроля. По соглашению сторон проволоку могут поставлять намотанной на катушки или кассеты.
Транспортировать и хранить проволоку следует в условиях, исключающих ее ржавление, загрязнение и механическое повреждение. Если же поверхность проволоки загрязнена или покрыта ржавчиной, то перед употреблением ее необходимо очистить. Проволоку очищают при намотке ее на кассеты в специальных станках, используя наждачные круги. Для удаления масел используют керосин, уайт-спирит, бензин и др. Для устранения влаги применяют термическую обработку: прокалку при температуре 100 - 150°С. Рекомендуется также обрабатывать проволоку в 20%-ном растворе серной кислоты с последующей прокалкой при температуре 250°С 2-2,5 ч. Необходимость в обработке электродной проволоки перед сваркой отпадает, если использовать омедненную проволоку.
В соответствии с требованиями EN 756 обозначение сварочных проволок строится по схеме:
Ni0,5 ? Ni = 0,4. 0,8;
Сварочные флюсы: функции, классификация, общие требования
Сварочный флюс - один из важнейших элементов, определяющих качество металла шва и условия протекания процесса сварки. От состава флюса зависят составы жидкого шлака и газовой атмосферы. Взаимодействие шлака с металлом обусловливает определенный химический состав металла шва. От состава металла шва зависят его структура, стойкость против образования трещин. Состав газовой атмосферы обусловливает устойчивость горения дуги, стойкость против появления пор и количество выделяемых при сварке вредных газов.
Функции сварочных флюсов
Флюсы выполняют следующие функции:
- физическую изоляцию сварочной ванны от атмосферы;
- стабилизацию дугового разряда;
- химическое взаимодействие с жидким металлом; металла шва;
- формирование поверхности шва.
Лучшая изолирующая способность - у флюсов с плотным строением частиц мелкой грануляции. Однако при плотной укладке частиц флюса ухудшается формирование поверхности шва. Достаточно эффективная защита сварочной ванны от атмосферного воздействия обеспечивается при определенной толщине слоя флюса.
Необходимая высота слоя флюса для сварки низкоуглеродистых и низколегированных сталей на различных режимах следующая:
| Сварочный ток, А | 200 - 400 | 600 - 800 | 1000 - 1200 |
|---|---|---|---|
| Высота слоя флюса, мм | 25 - 35 | 35 - 40 | 45 - 60 |
В состав флюса вводят элементы-стабилизаторы, повышающие стабильность горения дуги. Введение этих элементов позволяет применять переменный ток для сварки, более широко варьировать режимы сварки.
Химический состав металла шва формируется за счет основного и электродного металлов. Состав флюса также может приводить к изменениям химического состава металла шва. Однако эти изменения возможны, как правило, только в пределах долей процента. Для легирования металла шва применяют керамические флюсы.
Формирующая способность флюсов определяется вязкостью шлака, характером ее зависимости от температуры, межфазным натяжением на границе металл- шлак и т. п. Формирующая способность в значительной степени зависит от мощности дуги. При сварке мощной дугой (ток свыше 1000 А) хорошее формирование обеспечивают "длинные" флюсы, вязкость которых при повышении температуры монотонно уменьшается. При сварке кольцевых швов малого диаметра для предотвращения отекания шлака следует использовать "короткие" флюсы, вязкость которых резко уменьшается с повышением температуры.
Существенное влияние на формирование шва оказывает газопроницаемость флюса, которая определяется размерами частиц и насыпной массой флюса. Рекомендуемые размеры частиц стекловидного флюса в зависимости от мощности дуги, обеспечивающие удовлетворительное формирование шва, приведены ниже.
| Сварочный ток, А | 200 - 600 | 600 - 1200 |
|---|---|---|
| Грануляция частиц, мм | 0,25 – 1,6 | 0,4 – 2,5 |
Классификация флюсов
Флюсы можно классифицировать по:
- способу изготовления;
- химическому составу;
- строению и размеру частиц;
- назначению.
По способу изготовления флюсы подразделяются на:
- плавленые;
- керамические;
- механические смеси.
Плавленые флюсы получают путем сплавления компонентов шихты в электрических или пламенных печах.
Керамические флюсы производят из смесей порошкообразных материалов, скрепляемых с помощью клеящих веществ, главным образом жидкого стекла. Спеченные флюсы изготовляют путем спекания компонентов шихты при повышенных температурах без их сплавления. Полученные комки затем измельчают до требуемого размера.
Флюсы-смеси изготовляют механическим смешением крупинок различных материалов или флюсов. Большим недостатком механических смесей является склонность к разделению на составляющие при транспортировке и в процессе сварки вследствие разницы в плотности, форме и размере крупинок. Поэтому механические смеси не имеют постоянных составов и сварочных свойств и недостаточно надежно обеспечивают получение стабильного качества сварных швов.
В зависимости от химического состава флюсы классифицируют по содержанию:
Низкокремнистые флюсы содержат менее 35% оксида кремния (SiO2). При содержании более 1% оксида марганца (МnО) флюс называют марганцевым. Высококремнистые флюсы содержат более 35% SiО2; в составе безмарганцевых флюсов менее 1% MnO. Особую группу при классификации флюсов по химическому составу занимают бескислородные флюсы.
По степени легирования различают флюсы:
- пассивные (практически не легирующие металл шва);
- слаболегирующие (плавленые);
- и легирующие (керамические).
По строению частиц плавленые флюсы разделяют на:
- стекловидные (прозрачные зерна)
- пемзовидные (зерна пенистого материала белого или светлых оттенков желтого, зеленого, коричневого и других цветов).
Пемзовидные флюсы имеют меньшую насыпную массу (0,7-1,0 кг/дм 3 ), чем стекловидные (1,1-1,8 кг/дм 3 ). Наибольшее применение нашли плавленые флюсы.
В зависимости от назначения и преимущественного применения различают флюсы для электродуговой и для электрошлаковой сварки, а также для механизированной сварки и наплавки углеродистых сталей, легированных сталей, цветных металлов и сплавов. Такое разделение в известной степени условно, поскольку флюсы, преимущественно применяющиеся для сварки и наплавки металлов или сплавов одной группы, могут быть с успехом использованы для сварки и наплавки металлов другой группы. Вместе с тем флюсы, предназначенные для сварки одних цветных металлов или одних марок легированных сталей, могут оказаться непригодными для сварки других цветных металлов или других марок легированных сталей.
Общие требования к флюсу
Флюсы для механизированной сварки должны обеспечивать устойчивое протекание процесса сварки, отсутствие кристаллизационных трещин и пор в металле шва, требуемые механические свойства металла шва и сварного соединения в целом, хорошее формирование шва, легкую отделимость шлаковой корки, минимальное выделение токсичных газов при сварке, а также иметь низкую стоимость и возможность массового промышленного изготовления.
В соответствии с EN 760 сварочные флюсы классифицируют по химическому составу как показано в таблице ниже.
Классификация (типы) флюсов по химическому составу
Al2O3 > 20%; CaF2 (общее содержание фтора) 20%
SiO 2 20%; CaF2 (общее содержание фтора) > 15%
Сочетания флюс-проволока при сварке под флюсом
Если сварочно-технологические характеристики процесса сварки под флюсом определяются в основном свойствами флюса, то механические свойства металла швов и сварных соединений зависят от сочетаний "флюс-проволока".
Получение качественных швов на углеродистых и некоторых низколегированных конструкционных сталях обеспечивается путем использования следующих сочетаний флюсов и сварочных проволок: плавленый высококремнистый марганцевый флюс и низкоуглеродистая или марганцовистая сварочная проволока, плавленый высококремнистый безмарганцевый флюс и марганцовистая сварочная проволока, керамический флюс и низкоуглеродистая или марганцовистая проволока.
При использовании плавленого высококремнистого марганцевого флюса и низкоуглеродистой или марганцовистой сварочной проволоки либо плавленого высококремнистого безмарганцевого флюса и марганцовистой сварочной проволоки последняя должна быть из кипящей или полуспокойной стали. Успокоение металла сварочной ванны и предупреждение пористости при сварке кипящей стали осуществляется в результате введения некоторого количества кремния из флюса в зону сварки. Легирование металла шва марганцем с целью повышения его стойкости против образования кристаллизационных трещин производится через флюс (первое и третье сочетания) или через проволоку (второе и третье сочетания).
Сварочные свойства высококремнистых марганцевых флюсов несколько лучше, чем свойства высококремнистых безмарганцевых. Положительной характеристикой высококремнистых марганцевых флюсов является высокая стойкость сварных швов против образования кристаллизационных трещин. Это обусловливается малым переходом серы из флюсов данного типа в металл шва и сравнительно сильным выгоранием углерода из металла сварочной ванны. Кроме того, на качество шва положительно влияет более низкое по сравнению с марганцовистой проволокой содержание углерода в низкоуглеродистой проволоке, используемой в сочетании с высококремнистыми марганцевыми флюсами. При сварке под ними пористость сварных швов меньше, чем при сварке под высококремнистыми безмарганцевыми флюсами.
Если прочность и химический состав металла шва определяются химическими составами сварочной проволоки и основного металла, то его ударная вязкость в значительной степени зависит от флюса. Высокая ударная вязкость металла шва обеспечивается при его мелкокристаллической структуре, низком содержании неизбежных вредных примесей и неметаллических включений. Для выполнения этих требований во флюсе обычно снижают содержание SiO2. Поэтому при сварке низколегированных сталей преимущественно применяются низкокремнистые флюсы. Дополнительным требованием является возможно более низкое содержание водорода в металле шва. Измельчению структуры металла шва способствует также уменьшение погонной энергии сварки. Однако при этом уменьшается эффективность процесса сварки вследствие увеличения количества проходов.
В процессе сварки современных низколегированных сталей повышенной прочности допускается лишь ограниченный подвод тепла для исключения повреждения структуры основного металла в околошовной зоне. Это требование обеспечивается путем наложения многослойных швов при сварке металла средней и большой толщины. В связи с этим флюсы, предназначенные для сварки таких сталей, должны обеспечивать легкую отделимость шлаковой корки, высокие качество формирования шва и его механические свойства. В результате повышения механических свойств металла шва путем применения соответствующего сочетания флюса и проволоки исключается необходимость наложения неэкономичных тонких швов при многопроходной сварке толстого металла.
Реакции шлак-металл и газ-металл, восстановление и выгорание элементов
Во время сварки плавлением происходит взаимодействие между жидкими шлаком и металлом. Длительность этого взаимодействия обычно очень невелика. При электродуговой сварке она колеблется от 10 с до 1 мин. Взаимодействие прекращается после затвердевания металла и шлака. Несмотря на кратковременность, реакции взаимодействия между шлаком и металлом при электродуговой сварке могут проходить очень энергично, что обусловливается высокой температурой нагревания металла и шлака, большими поверхностями их контактирования и сравнительно большим относительным количеством шлака.
Взаимодействие между шлаком и металлом описывается реакциями вытеснения из шлака в металл одного элемента другим или распределения между шлаком и металлом. Реакции вытеснения преимущественно ведут к обогащению или обеднению металла шва легирующими элементами, реакции распределения - к образованию в металле шва неметаллических включений.
В процессе реакций вытеснения на поверхностях контактирования жидких металла и шлака взаимодействуют атомы металла и молекулы окислов шлака. Весьма существенную роль при этом играют реакции восстановления кремния и марганца:
(МnО) + [Fe] = (FeO) + [Mn]; (SiO2) + 2 [Fe] = 2 (FeO) + [Si].
Символы в круглых скобках обозначают элементы и соединения, находящиеся в шлаке, в квадратных - в металле. При высоких температурах реакции преимущественно идут слева направо (восстановление марганца и кремния из шлака в металл), при снижении температуры - справа налево (окисление марганца и кремния и переход их из металла в шлак). Направление реакций зависит также от концентрации реагирующих веществ. Если в металле сварочной ванны содержится мало марганца и кремния, а в шлаке много МпО и SiO2 и мало FeO, марганец и кремний при высоких температурах (вблизи дуги) восстанавливаются из шлака в металл. Если в металле сварочной ванны много марганца и кремния, а в шлаке нет МпО и SiO2, или много FeO, марганец и кремний окисляются даже в зоне высоких температур сварочной ванны.
Реакции взаимодействия между шлаком и металлом сварочной ванны проходят в условиях быстрого изменения температуры и постоянного обновления состава реагирующих фаз. В связи с этим изменяются как интенсивность прохождения этих реакций, так и их направление. Однако, хотя взаимодействие шлака и металла при сварке не достигает состояния равновесия, оно всегда направлено в сторону его установления.
Интенсивность взаимодействия шлака и металла зависит от режима сварки, причем, наиболее сильно на нее влияют сила тока и напряжение дуги; плотность тока и скорость сварки оказывают малое влияние. Уменьшение силы тока и увеличение напряжения дуги усиливают взаимодействие шлака и металла, увеличивают интенсивность восстановления или окисления кремния и марганца при сварке, усиливают переход серы и фосфора из шлака в металл или из металла в шлак. При автоматической сварке под флюсом заданный режим поддерживается постоянным, в единицу времени плавятся определенные количества электродного и основного металлов, одинаково проходят процессы взаимодействия металлической, шлаковой и газовой фаз при высоких температурах. Благодаря постоянству режима автоматической сварки получается шов стабильного химического состава. Если известны химический состав основного металла и сварочной или присадочной проволоки, а также характер изменения химического состава металла сварочной ванны в результате взаимодействия со шлаковой или газовой фазой, то можно заранее приблизительно рассчитать химический состав шва, который получится при сварке на выбранном режиме.
Обращение с флюсами для сварки и их хранение
Во избежание появления пор в швах влажность сварочных флюсов не должна превышать установленных норм. Влажность флюса АН-60 не должна превышать 0,05%; для остальных марок плавленных флюсов, выпускаемых по ГОСТ 9087-81 не более 0,10%.
Флюсы повышенной влажности просушивают в печах при 100-110°С (стекловидные флюсы) и 290-310°С (пемзовидные флюсы). Фторидные флюсы прокаливают при 500-900°С.
При повторном использовании флюсов размеры их частиц уменьшаются. Поэтому следует периодически просеивать флюс через сито и произоводить сварку под флюсом на меньших сварочных токах.

В процессе электродуговой и газовой сварки высокотемпературная зона значительно увеличивает химическую активность, вследствие чего интенсивно окисляется металл, испаряется часть материала сварочной проволоки, снижается интенсивность металлургических процессов, из-за чего плавление оказывается не особо эффективным. С увеличением продолжительности сварки в ванночке скапливается все больше шлаков. Поэтому эта зона должна быть изолирована, что достигается использованием сварочных флюсов — неметаллических композиций с определенными свойствами.
Принцип и условия работы
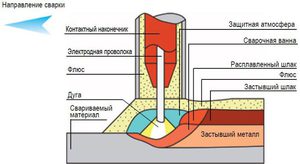
Сварочная зона при установившемся процессе включает такие области:

- Зона дугового столба с температурой внутри 4000−5000 °С.
- Зона газового пузыря, образующаяся вследствие интенсивного испарения атомов в кислородной среде.
- Шлаковый расплав, который легче металла и находится вверху газовой полости.
- Расплавленный металл — внизу полости.
- Шлаковая корка, образующая верхнюю, твердую границу зоны сварки.
На поведение свариваемого материала влияет и сварочная проволока. Так, любая сварка представляет собой миниатюрный металлургический процесс.
От шлаковой корки и окисления, которые ухудшают качество шва, свариваемый металл обезопасить можно путем непрерывной подачи в сварочную зону легкоплавких и одновременно химически инертных компонентов, коими и являются флюсы для сварки. Материалы могут применяться и для поверхностной наплавки. С использованием флюса снижается количество пыли, непременно образующейся в процессе работы.
Использоваться данные материалы должны при следующих условиях:

- Флюс должен не снижать производительность, а стабилизировать процесс.
- Не должно быть химической реакции флюса с основным металлом, сварочной проволокой.
- На протяжении рабочего цикла зона сварочного пузыря должна быть изолированной от окружающей среды.
- По окончании процесса остатки, связываясь с коркой шлака, должны без труда удаляться из рабочей зоны. Причем до 80% отработанного материала после очистки может использоваться снова.
Поскольку эти требования можно назвать даже противоречивыми, оптимальный состав флюса и способ его подачи определяется конкретным видом сварки, конфигурацией соединяемых деталей и производительность процесса.
Классификация сварочных флюсов
Разновидности флюсов характеризуются такими параметрами:

- Внешним видом. Бывают порошковидными, зернистыми, газовыми, в виде пасты. К примеру, для наплавки или электросварки используется порошок или мелкие гранулы (причем у материала должна быть соответствующая электропроводность). Для пайки или газосварки лучше взять пасту, порошок или газ.
- Химическим составом. Требуется химическая инертность при высоких температурах и способность к эффективной диффузии ряда компонентов в металл шва.
- Способом получения. Плавящиеся и неплавящиеся. Первые эффективны при наплавке, когда поверхность металла должна эффективно дополнять иные химические элементы. Вторая группа служит для улучшения механических показателей готового шва, поэтому они используются, когда варят высокоуглеродистые стали и цветные металлы, к примеру, алюминий, плохо сваривающийся в обычных условиях.
- Назначением. Легированная сварочная проволока с флюсом, к примеру, позволяет улучшить химический состав и повысить механическую прочность исходного металла. Высоко ценятся универсальные флюсы, которые могут использоваться для сварки стали, цветных металлов и сплавов.
Типовые составляющие — это марганец и кремнезем, но с целью легирования могут включаться металлы и ферросплавы.
Классификацию часто производится по марке. Определяется она производителем. Например, марки, разработанные Институтом электросварки им. Патона, в обозначении обязательно имеют литеры A. H. Если наличествуют буквы ФЦ, значит, флюс разработало Центральное НИИ транспортного машиностроения. Хоть рецептура изготовления материалов стандартизирована, единой маркировки не существует.
Процесс получения и химический состав
Основа неплавленых флюсов керамическая, а получаются эти материалы путем механического измельчения компонентов на шаровых мельницах. В зависимости от размера фракций флюсы делятся на мелкие (с зерном 0,25−1,0 мм) и нормальные (с зерном размером до 4 мм). Первые используются при сварке проволокой малых диаметров, не более 1,0−1,5 мм, в обозначение добавляется буква М. При значительном количестве компонентов в неплавленом флюсе они предварительно связываются склеиванием, а потом уже частицы размалываются до нужного размера.
В неплавленых флюсах, кроме кремнезема, есть ферросплавы, марганцевая руда, оксиды ряда элементов, металлические порошки. Компоненты подбираются по способности усиливать металлургический процесс в зоне сварки. В итоге улучшаются условия для поверхностного легирования и раскисления металла, зернистость сварного шва становится мельче, а количество вредных примесей в нем уменьшается. Легирующие способности неплавленых материалов позволяет использовать более дешевую сварочную проволоку.
К недостаткам неплавленых флюсов относится, к примеру, то, что их упаковка должна быть плотнее, поскольку компоненты гигроскопичны, а влага ухудшает качество материала. Неплавленые флюсы к соблюдению технологии сварки требовательнее, так как при этом существенно могут измениться условия легирования.
Магнитные флюсы тоже относятся к категории неплавленых. Их эффективность подобна керамическим, однако они дополнительно содержат железный порошок, увеличивающий производительность.
Плавленые флюсы главным образом используются при автоматической сварке. Технология их изготовления включает такие этапы:

- Подготовка и размол компонентов, кроме использующихся в неплавленых флюсах. Сюда же включается плавиковый шпат, мел, глинозем и пр.
- Перемешивание механической смеси во вращающихся мельницах.
- Плавка в газопламенных печах с защитной атмосферой или в электродуговых печах.
- Гранулирование для приобретения итоговыми фракциями требуемого размера зерен. С этой целью расплав флюса выпускается в воду и затвердевает в ней шарообразными частицами.
- Сушка в сушильных барабанах.
- Просеивание и упаковка.
Плавленые флюсы состоят из кремнезема SiO2 и оксида марганца. Марганец восстанавливает оксиды железа, постоянно образующиеся при сварке, и связывает серу в шлаках в сульфид, легко удаляющийся впоследствии со сварного шва. Кремний препятствует росту концентрации окиси углерода. Раскисляющие свойства последнего элемента повышают однородность химического состава металла.
Окраска плавленых флюсов прозрачная или светло-желтая, а плотность их не больше 1,6−1,8 г/см3.
Действие флюсов во время сварки

При ручной сварке флюс насыпается 60-миллиметровым слоем на поверхности металла, прилегающего к будущему стыку. При недостаточной толщине слоя возможен непровар и образование раковин и трещин. После этого при электросварке возбуждается разряд, а при газопламенной сварке поджигается горелка.
По мере перемещения электрода флюс подсыпается на новые поверхности. Так как размеры столба в дуге больше высоты флюса, разряд протекает в жидком расплаве компонентов, воздействующих на металлический расплав с удельным давлением до 9 г/см². В итоге исключается разбрызгивание металла, расходуется меньше сварочной проволоки, растет производительность. Это объясняется способностью флюса использовать более высокие значения рабочего тока без опасений получения прерывистого шва. Ток силой 450−500 А при открытой сварке невозможно применять, потому что дуга выплескивает металл из ванночки.
При полуавтоматической и автоматической сварке флюсы используются следующим образом:
- По специальной трубке флюс подается из бункера.
- Позже подается электродная проволока с катушки, расположенной после емкости с флюсом.
- По мере протекания рабочего процесса часть флюса, не использованная и связанная шлаками, пневматикой отсасывается в емкость.
- Расплавленная и охлажденная шлаковая корка механически удаляется со шва.
Плюсы применения флюсов:

- Отсутствие необходимости в предварительной разделке кромок будущего шва, так как с большими токами электросварки или повышенной концентрации кислорода при сварке газовой металл плавится гораздо интенсивнее.
- Отсутствие угара металла в зоне шва и прилегающих поверхностях.
- Более устойчивая дуга.
- Повышение КПД источника питания в результате снижения потерь энергии, которая тратится на нагрев металла, разбрызгивание его и повышенного расхода флюса и сварочной проволоки.
- Комфортные условия труда, ведь значительную часть пламени дуги экранирует флюс.
Ограничение применения в невозможности быстрого осмотра участка выполненной сварки. Данное обстоятельство требует более тщательных подготовительных работ, особенно при соединении сложных по конфигурации деталей. Еще флюсы довольно много стоят, а расходуются практически как сварочная проволока.
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 72; Институтом электросварки им. Е.О. Патона НАН Украины
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 9 от 12 апреля 1996 г.)
За принятие проголосовали:
Наименование национального органа по стандартизации
Госстандарт Республики Казахстан
Главная государственная инспекция Туркменистана
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 21 апреля 1999 г. № 134 межгосударственный стандарт ГОСТ 22974.0 - 96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2000 г.
4 ВЗАМЕН ГОСТ 22974.0 - 85
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛЮСЫ СВАРОЧНЫЕ ПЛАВЛЕНЫЕ
Общие требования к методам анализа
Melted welding fluxes. General requirements for methods of analysis
Дата введения 2000 - 01 - 01
Настоящий стандарт устанавливает общие требования к методам химического анализа сварочных плавленых флюсов.
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 3 - 88 Перчатки хирургические резиновые. Технические условия
ГОСТ 12.0.004 - 90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.004 - 91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005 - 88 Система стандартов безопасности труда. Общие санитарно - гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007 - 76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.010 - 76 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.2.007.0 - 75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.4.009 - 83 Система стандартов безопасности труда. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание
ГОСТ 12.4.013 - 85* Система стандартов безопасности труда. Очки защитные. Общие технические условия
* На территории Российской Федерации действует ГОСТ Р 12.4.013 - 97.
ГОСТ 12.4.021 - 75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.023 - 84 Система стандартов безопасности труда. Щитки защитные лицевые. Общие технические требования и методы контроля
ГОСТ 12.4.029 - 76 Фартуки специальные. Технические условия
ГОСТ 12.4.121 - 83 Система стандартов безопасности труда. Противогазы промышленные фильтрующие. Технические условия
ГОСТ 12.4.131 - 83 Халаты женские. Технические условия
ГОСТ 12.4.132 - 83 Халаты мужские. Технические условия
ГОСТ 1770 - 74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Технические условия
ГОСТ 6563 - 75 Изделия технические из благородных металлов и сплавов. Технические условия
ГОСТ 6613 - 86 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 6709 - 72 Вода дистиллированная. Технические условия
ГОСТ 9087 - 81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9147 - 80 Посуда и оборудование лабораторные фарфоровые. Технические условия
ГОСТ 20010 - 93 Перчатки резиновые технические. Технические условия
ГОСТ 21130 - 75 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры
ГОСТ 24104 - 88 Весы лабораторные общего назначения и образцовые. Общие технические условия
ГОСТ 25336 - 82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 29227 - 91 Посуда лабораторная стеклянная. Пипетки градуированные. Часть 1. Общие требования
ГОСТ 29251 - 91 Посуда лабораторная стеклянная. Бюретки. Часть 1. Общие требования
4.1 Химические анализы должны выполняться в соответствии с нормативной документацией по безопасному ведению работ в химической лаборатории, утвержденной в установленном порядке.
4.2 Лабораторные помещения, в которых проводятся химические анализы, должны быть оборудованы приточно - вытяжной вентиляцией в соответствии с требованиями ГОСТ 12.4.021.
4.3 Требования к пожарной безопасности при работе в химической лаборатории должны соответствовать ГОСТ 12.1.004.
4.4 Виды пожарной техники и средств пожаротушения должны соответствовать требованиям ГОСТ 12.4.009.
4.5 Вытяжные шкафы должны быть оборудованы закрытыми нагревательными плитами и муфельными печами.
4.6 Для подготовки флюсов к анализу, атомно - абсорбционных установок, лабораторных весов необходимо иметь отдельные помещения.
4.7 Электрооборудование и электроприборы должны соответствовать требованиям ГОСТ 12.2.007.0, ГОСТ 21130 и правилам устройства электроустановок.
4.8 Пары кислот и пыль сухих щелочей и оксидов раздражающе действуют на дыхательные пути и слизистую оболочку глаз и носа. Растворы и щелочи, попадая на кожу, вызывают сильные ожоги. Согласно ГОСТ 12.1.005 минеральные кислоты (соляная, азотная, серная и фтористоводородная) и щелочи относятся ко второму классу опасности. Предельно допустимые концентрации этих веществ в воздухе рабочей зоны должны соответствовать требованиям ГОСТ 12.1.005.
4.9 Контроль за содержанием вредных веществ в воздухе рабочей зоны производственных помещений должен производиться в соответствии с требованиями ГОСТ 12.1.007 и ГОСТ 12.1.005.
4.10 Требования при работе с горючими и взрывоопасными газами должны соответствовать ГОСТ 12.1.010 и ГОСТ 12.1.004, а также правилам безопасности в газовом хозяйстве.
4.11 При использовании газов в баллонах следует соблюдать правила по устройству и безопасной эксплуатации сосудов, работающих под давлением.
4.12 Хранение реактивов и прочих необходимых материалов должно соответствовать требованиям нормативной документации, регламентирующей их хранение.
4.13 Размещение и хранение химических реактивов и прочих материалов, применяемых при анализе и обладающих опасными и вредными свойствами, а также их использование должны соответствовать нормативной документации на их изготовление и применение.
4.14 К работе в химической лаборатории допускаются лица не моложе 18 лет, прошедшие предварительное обучение безопасным методам работы в химической лаборатории и правилам обращения с защитными средствами согласно ГОСТ 12.0.004 и специальный инструктаж по технике безопасности с записью в установленном порядке согласно ГОСТ 12.0.004.
4.15 В зависимости от выполняемого анализа, работающие в химической лаборатории должны быть обеспечены средствами индивидуальной защиты (халатами по ГОСТ 12.4.131 и ГОСТ 12.4.132, резиновыми перчатками по ГОСТ 20010 или ГОСТ 3, фартуками по ГОСТ 12.4.029, защитными очками по ГОСТ 12.4.013, защитными щитками по ГОСТ 12.4.023, противогазами по ГОСТ 12.4.121).
Ключевые слова: флюс сварочный плавленый, общие требования к методам анализа, метод разложения, определения, массовая доля, доверительная вероятность, градуировочный график, погрешность
СОДЕРЖАНИЕ
1 Область применения
2 Нормативные ссылки
3 Общие требования
4 Требования безопасности

Качество сварного шва определяется не только способностями мастера правильно организовать дугу, но и специальной защитой рабочей зоны от внешних воздействий. Главным врагом на пути к созданию прочного и долговечного металлического соединения является естественная воздушная среда. Изоляцию шва от кислорода обеспечивает флюс для сварки, но не только в этом заключается его задача. Различные конфигурации состава этой добавки с сочетанием защитной газовой среды позволяют по-разному управлять параметрами шовного соединения.
Назначение флюса

Сварочный расходник данного типа направляется в зону горения и в зависимости от характеристик своего расплава оказывает защитно-модифицирующее воздействие на участок формирования шва. В частности, материал может выполнять следующие функции:
- Создание шлаковой и газовой изоляции для сварочной ванны.
- Наделение сварного соединения определенными технико-физическими свойствами.
- Поддержание стабильности горения дуги.
- Перенос электродного металла (или проволочного расплава) в зону сварки.
- Устранение нежелательных примесей в шлаковой прослойке.
Если говорить о совместимости разных флюсов для сварки с металлами, то наиболее распространенные марки имеют следующие назначения:
Составы флюса

Сам по себе флюс, как правило, выпускается в виде гранулированного порошка с фракцией порядка 0,2–4 мм. Но наполнение и происхождение данного продукта может быть очень разным и не всегда однородным. В связи с этим выделяют следующие виды флюса для сварки:
- Оксидные. Большую часть в содержании составляют металлические оксиды и примерно на 10% приходится доля фторидных элементов. Такой флюс используется для работы с низколегированными и фтористыми стальными сплавами. Также в зависимости от содержания оксидные флюсовые составы делятся на бескремнистые, низкокремнистые и высококремнистые.
- Солеоксидные. Еще такие порошки называют смешанными, так как наполнение может в равной степени формироваться оксидами и солевыми соединениями. Используется такой флюс для обработки легированной стали.
- Солевые. Вовсе исключается наличие оксидов, а основу состава образуют фториды и хлориды. Целевое назначение солевого флюса – электрошлаковый переплав и сварка активных металлов.
Технология изготовления флюса
В процессе изготовления основа для флюса (шихта) подвергается нескольким процедурам переработки, в числе которых выплавка, грануляция, формовка и проверка на качество. Сырье шихты перед производственным процессом сегментируется на мелкое, среднее и крупное. Каждая партия проходит тщательную мойку и сушку, так как чистота и точность в параметрах будущего флюса поддерживаются изначально. Затем выполняют взвешивание, дозировку и смешивание с другими технологическими компонентами. Выплавка и грануляция флюса для сварки производится на специальном оборудовании – задействуются газопламенные или электродуговые печи, бассейны для обливки холодной водой и металлические поддоны. На финальных этапах обработки выполняется сушка с просеиванием. Прошедший контроль флюс упаковывается в специальные мешки или ящики с огнеупорными свойствами.
Требования ГОСТа к флюсу

Нормативные требования затрагивают несколько направлений оценки качества флюса, а также регулируют правила обеспечения безопасности при обращении с материалом и методы проведения его испытаний. Что касается основных параметров, то к ним предъявляются следующие требования:
Что касается требований безопасности, то меры индивидуальной защиты являются главным предметом регуляции ГОСТа. Сварка под флюсом должна выполняться в соответствии с мерами противопожарной безопасности. Отдельно должна контролироваться концентрация применяемого флюсового порошка, который по умолчанию считается химически опасным и производственно вредным.
Плавленый и неплавленный флюс

Содержание плавленого порошка в основном формируют шлакообразующие компоненты. Их вырабатывают в результате сплавления составляющих элементов, среди которых кварцевый песок, марганцевая руда и мел. Путем их смешивания в определенных пропорциях с последующей плавкой в печах можно получить модификатор для шва с определенным набором характеристик. Более функциональна дуговая сварка под флюсом, произведенным неплавленным способом. Это смесь зернистых и порошковых материалов, которые помимо шлакообразующей основы также включают в состав легирующие элементы и раскислители. Отсутствие операции плавления дает возможность вводить в состав флюса металлическую пыль и ферросплавы, которые расшифруют возможности улучшения соединений.
Виды сварки под слоем флюса
С применением флюса может выполняться как ручная, так и автоматическая сварка – принципиальная разница будет зависеть от выбранного оборудования. Электродуговая сварка выполняется в режиме саморегуляции или при поддержке автоматического контроля напряжения. Оптимально использовать инверторные установки, дополненные барабанами для подачи проволоки. Также распространена сварка с флюсом без газа, который по умолчанию выступает в качестве защитной среды от кислорода и азота. Чем же хороша техника, исключающая этот барьер перед негативными факторами воздействия? Во-первых, при условии выбора подходящего флюса он сможет выполнить весь перечень защитных и вспомогательных задач применительно к формируемому шву. Во-вторых, отсутствие газовой среды облегчает саму организацию процесса. Не нужно подготавливать баллон с аргонно-углекислотная смесью, а также защищать зону сварки от избыточного термического воздействия при использовании горелки.

Техника применения флюса

Плюсы от применения флюса
Использование флюса, безусловно, сказывается на формировании шва наилучшим образом, так как минимизируются негативные факторы рабочего процесса в условиях открытого воздуха. Из очевидных преимуществ можно отметить снижение дефектов в зоне соединения, минимизацию разбрызгивания и более эффективный контроль дуги со всеми возможностями автоматического регулирования. Что еще очень важно, участок сварка под флюсом всегда виден оператору. Это позволяет при необходимости своевременно вносить корректировки в процесс, а в некоторых случаях даже обходиться без специальной маски.
Недостатки от применения флюса
Слабые места данной технологии обуславливаются более высокими требованиями к оборудованию, так как для эффективного расплава флюса требуется большая мощность. Сегодня выпускаются специальные модификации аппаратов для аргонодуговой сварки в среде флюса, имеющие специальную оснастку для его подготовки и подачи. Логично, что такие модели стоят на 15-20% дороже. Еще один недостаток связан с увеличением зоны расплава. Хотя ее можно контролировать в определенных границах, мелкие элементы точечно обрабатывать в таких условиях проблематично.
Заключение

Флюс как расходный материал, улучшающий качество сварочного процесса, облегчает многие производственные и строительные мероприятия данного спектра. Но и в бытовых условиях его нередко используют на даче, в гараже или просто в ремонтных операциях. Выбирая данный материал для собственных нужд, очень важно не прогадать в оценке качества. Как отмечает тот же ГОСТ, флюс для сварки должен поставляться на рынке в плотных бумажных мешках от 20 до 50 кг с указанием транспортной маркировки. По специальному заказу можно оформлять и мелкую фасовку, но и для этого должны предусматриваться специальные контейнеры. Причем взвешивание должно производиться с максимальной погрешностью в 1% относительно общего веса тары.
Читайте также: