
Как обеспечить врезание полотна в начале резания ножовкой
Обновлено: 04.05.2024
Какой инструмент применить для разрезания металла, зависит от толщины и формы заготовки. Тонкостенная профильная или тонколистовая сталь быстро и с небольшой затратой сил разрезается слесарной ножовкой. Для разрезания массивных полос прямоугольного сечения потребуется мощная угловая шлифовальная машина. В то время как применение ручного инструмента относительно безопасно, работа с машиной требует строгого соблюдения правил техники безопасности. Эти правила предусматривают как безопасные условия управления машиной, так и надежную фиксацию обрабатываемой детали и принятие мер по защите глаз и рук от возможных травм. Тот, кто намерен часто выполнять слесарные работы, должен позаботиться о приобретении соответствующего инструмента.
Металл, как известно, гораздо тверже дерева, а значит, инструмент, которым металл обрабатывают, должен быть острее и мощнее столярного. Необходимо также при работе с металлом строго соблюдать правила техники безопасности.
Ножовкой работают так:
Зубья ножовочного полотна должны быть направлены вперед. На концах полотна они мелкие и расположены чаще, чем в середине. Винт на конце рамы закрепляет полотно. Пилят всегда толчками, используя в основном средние зубцы. Возвращают пилу взмахом вверх.
Ножовочные полотна
Для каждого вида металла надо подбирать соответствующее ему ножовочное полотно.
Для резки твердых металлов (например, обычной и нержавеющей стали) выбирают ножовочное полотно с мелкими зубьями, для более мягких металлов (медь, латунь, алюминий) — с более крупными и редкими.
В соответствии с толщиной
Необходимо учитывать толщину разрезаемого материала: для тонких деталей берут ножовку с мелкими зубьями, для толстых — соответственно с более крупными.
При резке в контакте с материалом всегда должно находиться не менее трех зубьев ножовки, чтобы разрез был прямолинейным. Ножовочные полотна изготавливаются из различных материалов, зарекомендовавших себя наилучшим образом. Из высокопрочной быстрорежущей стали делают универсальные полотна, которые хороши в работе, но не терпят перекоса. Быстрорежущая сталь очень упруга и подходит для материалов толщиной до 2 мм. Полотна из инструментальной стали пригодны для мягких материалов. Они стоят совсем недорого. Полотна из биметалла со слоем быстрорежущей стали годятся для резки твердых металлов. Твердосплавная проволока режет стекло и керамику, а вот металл ей поддается с трудом.
Слева направо: твердосплавная проволока; полотна из биметалла, а также высокопрочной быстрорежущей и закаленной инструментальной стали.
Выбор инструмента или на что нужно обратить внимание
Чтобы выбрать лучшую ножовку по металлу ручную, обратите внимание на следующие параметры:
- Длина инструментов и полотен. Полотна имеют разную длину, но если выбирается устройство, то нужно брать такое, которым удобно работать. Если инструмент подбирается с определенной целью, то помните, что длина ножовки должна быть в 2 раза больше распиливаемой детали
- Рукоятка. Чтобы выбрать лучший прибор, нужно взять несколько моделей и подержать их в руке. Разница ощущается сразу, так как некоторые рукоятки неудобные. Инструмент с пустотелыми ручками лучше не брать, так как они не надежные. Ручка должна быть удобной, и лежать хорошо в руке
- Полотно. Главными характеристиками полотен являются: форма зуба и шаг. В зависимости от того, какая деталь будет распиливаться, подбираются соответствующие полотна с размерами зубьев. Так как в домашнем обиходе мало кто обращает на это внимание, то лучше взять несколько разных изделий
- Стоимость. Цена зависит от качества и функционала
- Производитель. Если вы относитесь к подбору инструментов строго, тогда уделите внимание моделям известных фирм производителей. Популярной маркой, специализирующейся на изготовлении ручных инструментов, является фирма IRWIN
Такой надежный инструмент, как ручная ножовка по металлу, необходим в хозяйстве, поэтому стоит отнестись к его выбору ответственно и грамотно. После использования полотна, не стоит его выбрасывать, так как оно может сгодиться для изготовления дополнительных инструментов: ножи, резаки, циркули и даже стамески (при условии, что зубья не стерлись и не притупились). Все зависит от фантазии мастера, поэтому никогда не поздно приступать к воплощению задумок, и не забудьте при этом поделиться своими изобретениями с другими. В видеоролике рассказывается о правильности эксплуатации ручных ножовок по металлу, что также будет полезно и интересно узнать.
Правильная резка металла
Слесарная ножовка — инструмент, используемый чаще всего для разрезания профильной стали, труб, листового металла. В продаже имеются ножовки различной длины, наиболее часто применяется ножовочное полотно длиной 300 мм.
Закрепляйте полотно так, чтобы зубья были направлены вперед. Для врезания используйте переднюю или заднюю треть длины полотна: здесь зубья мельче и расположены чаще, чем в середине.
Затем прорежьте канавку, по которой и будет продвигаться полотно ножовки.
Можно также проделать канавку трехгранным напильником. Главное, чтобы с самого начала пила велась под прямым углом. Когда ножовка войдет в металл, на нее больше уже не нужно нажимать.
Направляйте ножовку обеими руками: правая удерживает рукоятку, левая находится на раме. Пилите равномерными толчками и с сильным нажимом.
При резке тонкого металлического листа используйте деревянные подкладки: тогда лист не будет вибрировать, а полотно не будет зажато.

Виды ножовок по металлу ручных
Различают следующие виды ножовок по металлу:
-
Домашние. Простейшие варианты, которые имеются в наборе у каждого мастера. Такие приборы считаются устаревшим вариантом, но их производство продолжается и по сегодняшний день. Преимуществом этих инструментов является простота конструкции. Ручка выполнена из дерева, и расположена в одной плоскости с полотном



Слесарная электроножовка
Если вам редко приходится резать длинные листы, то покупка специальных инструментов для резки металла себя не оправдывает.
Иметь обычную электрическую ножовку вполне достаточно. Более удобна машинка с электронным регулированием частоты ходов, позволяющая согласовать скорость резания с материалом и с ножовочным полотном. Большинство имеющихся в продаже электрических ножовок мощностью 300-400 Вт режут заготовки из конструкционной стали толщиной от 5 мм и из алюминия — до 15 мм. При выполнении длинных разрезов ведите машинку по опорной планке.
Берегитесь стружек
Электрические ножовки передвигаются тяговым усилием, то есть толчок(собственно режущее движение) происходит при перемещении полотна вверх. Металлическая стружка летит, следовательно, тоже вверх. Поэтому защищайте глаза предохранительными очками, а руки — рукавицами! Не будьте легкомысленными!
Длинные прямые разрезы хорошо выполнять слесарной ножовкой с электроприводом. Машинку нужно вести медленно и без нажима.
Как правильно пилить ручной ножовкой по металлу
Ручная пилка по металлу требует от мастера соблюдения следующих правил эксплуатации:
Важно обратить внимание! Полотно на раме ручной ножовки по металлу должно фиксироваться в положении направлением зубьев в противоположную сторону от рукоятки.
Столярная электроножовка
Столярная электроножовка прорезает более толстый листовой слой, чем слесарная, например стальной лист толщиной 12 мм и профильный материал толщиной 8 мм. Это объясняется большей мощностью инструмента (в среднем около 550 Вт) и более длинным ходом ножовочного полотна.
Скорость резания
На электроножовке можно установить скорость резания, оптимально подходящую для конкретного материала, и тем самым обеспечить сохранность ножовочного полотна. Использование очень гибкого биметаллического полотна позволяет осуществлять резку деталей даже заподлицо с поверхностью стены. Однако длинные прямые разрезы электроножовкой выполнить тяжело.
Облегчение резки
Ножовочное полотно будет скользить лучше, если его протереть мыльным раствором или специальной эмульсией для охлаждения режущих инструментов. Кроме того, смазанные полотна дольше остаются острыми и не так быстро нагреваются.
Преимущество столярной электроножовки — возможность вести резку материала, включая металл, гибким узким полотном без жесткой фиксации самого инструмента.
Шлиоовалыная машина
Обработка и резка толстостенных профильных изделий, а также листов толщиной более 2 мм — вот область применения угловой шлифовальной машины. Обычно работа ведется с опорой на руку. Тому, кто часто выполняет поперечную резку изделий, рекомендуется приобрести подходящую стойку.
Жесткое закрепление
Резка материала машиной требует некоторого навыка и может производиться только с помощью специальных шлифовальных кругов. Обрабатываемая деталь должна быть надежно закреплена. Во время работы не следует допускать перекоса машины.
Безопасность
Работать угловой шлифовальной машиной можно только в защитных очках, рукавицах и невоспламеняющейся одежде. Можно воспользоваться про-тивопылевым респиратором и звукоизолирующими наушниками. Если работа ведется в закрытых помещениях, то следует изолировать легковоспламеняющиеся вещества, так как при резке возникает искрение.
Угловой шлифовальной машиной можно разрезать самый толстый профильный материал. Возможности машины ограничивает лишь диаметр режущего круга.
Зубило
Такие работы, как, например, пробивание отверстий в толстых листах, срубание заржавленных гаек, перерубание толстой проволоки, выполняются лучше всего с помощью зубила.
Лезвие инструмента должно иметь угол заострения 40-60 градусов, быть остро заточенным и хорошо закаленным. Если режущая кромка уже после нескольких ударов тупится или деформируется, инструмент явно непригоден для дальнейшей работы.
Наиболее применяемы плоские зубила и крейцмейсели. Режущая часть плоского зубила имеет ту же ширину, что и рукоятка. У крейц-мейселя лезвие расположено поперек рукоятки и гораздо уже. Для вырубания криволинейных проемов лезвие можно чуть сточить по краям, придав ему выпуклую форму.
Соблюдайте правила безопасности
Работая зубилом, наденьте защитные очки: отскакивающие кусочки металла могут тяжело поранить глаза! Необходимо также работать на толстой (15-20 мм) стальной подкладке и обязательно пользоваться рукавицами.
Зубило ставится на линию разметки с небольшим наклоном — под ударом молотка лезвие прорубает материал.
Ножницы
Листы оцинкованной стали, меди, латуни и алюминия толщиной до 1 мм легко и чисто режутся с помощью специальных ножниц. Резка листов высокопрочной стали требует больших усилий и соответственно больше времени.
Ручными ножницами с прямыми ножами выполняют прямые разрезы, с ножами, слегка закругленными, — криволинейные. Существуют также универсальные ножницы для резки металлических листов. Но независимо оттого, какую форму имеют ножницы, целесообразно использовать заднюю часть их лезвий, так как там рычажное действие максимально. Благодаря этому вы будете значительно меньше тратить сил.
Специалистам
Для обычных работ достаточно иметь стандартные ручные ножницы. Как и в любом другом случае, чем выше качество инструмента, тем он дороже. Если вы часто занимаетесь работой по листовому металлу, стоит подумать о приобретении ручных рычажных (с параллельными ножами) или же высеченных ножниц.
Для резания по кривой линии лучше использовать ножницы с легким изгибом ножей. С помощью этого простого инструмента можно резать тонкие листы, не затрачивая больших усилий.
Для чего нужны ножовки ручные по металлу
Ручные ножовки по металлу предназначается для распиливания металлических материалов. Это не единственное назначение инструмента, так как он зарекомендовал себя хорошо по отношению к таким материалам, как пластик, ДСП, пенопласт, пенополистирол, оргстекло, керамика, ламинат.
Рассматриваемая пилка для распиливания металла – это очень нужный инструмент в хозяйстве, ведь при отсутствии болгарки, он всегда может помочь в сложившейся ситуации – отпилить шляпку окислившегося болта или перепилить стальную проволоку. Большим недостатком такого инструмента является большая затрата физической силы и времени. Наличие мелких зубцов отражается на времени достижения результата. Для получения результата от мастера требуется приложение не только титанической силы, но еще и терпение. Итогом продолжительной и упорной работы инструментом является максимально-точный результат, который порой превосходит рез болгаркой.
Важно обратить внимание! Линия разреза ножовкой по металлу ручной получается максимально тонкой, что связано с присутствием мелких зубьев в конструкции полотен.
Труборез
Разрезать трубу слесарной ножовкой аккуратно и точно под прямым углом довольно сложно. А если это тонкостенные медные трубы, которые обычно применяются при монтаже кухонного и сантехнического оборудования, то их резка ножовкой вообще нежелательна, поскольку под действием разведенных зубьев пилы они легко деформируются, что, в свою очередь, делает невозможным плотное соединение таких труб, выполняемое обычно роликовой сваркой с раздавливанием кромок.
Режущий ролик
Для резки труб — особенно тонкостенных — лучше использовать труборез. Режущим роликом трубу подводят с небольшим нажимом к направляющему ролику, затем труборезом делают полный оборот. При каждом обороте режущий ролик осторожно поджимают. Повторяют эту операцию до тех пор, пока труба не будет разрезана.
Удаление заусенцев
При резке труб с очень тонкими стенками следует крайне осторожно регулировать подачу режущего ролика: существует риск продавить стенку. Лучше подавать ролик на небольшую глубину за несколько оборотов, чем пытаться резать с большим усилием. У разрезанной трубы на внутренней стороне остаются заусенцы. Их нужно аккуратно зачистить круглым напильником с мелкой насечкой.
После каждого оборота инструмента вокруг трубы необходимо ручным шпинделем отрегулировать положение режущего ролика. Затем резание продолжают.
Инструменты для холодной резки металла по размеру
Кажется парадоксальным, что материал, который ценится в основном за свою стойкость к резанию, излому и изгибу, может легко обрабатываться. Тем не менее при хорошо наточенном инструменте и соответствующих методах металл на удивление хорошо поддается обработке. Для проектов, связанных с такими распространенными материалами, как чугун или мягкая сталь, базовыми видами обработки являются пиление, рубка и опиловка.
Металл на удивление хорошо поддается обработке. Главное — умение и хорошо наточенный инструмент
Для резки металла могут использоваться некоторые электроинструменты. Электролобзики, ножовочные и ленточные пилы могут оснащаться специальными полотнами и пилками. Есть и специальные механические ножовки по металлу. Они отлично выполняют прямое резание, но дóроги и не могут делать криволинейные резы.
Ножовка по металлу
Ножовка по металлу, вероятно, самый известный режущий инструмент для металла, а также один из самых полезных. Его полотно из упрочненной стали справится с большинством металлов, что можно найти в доме или около него; ножовка способна резать металл толщиной до трети длины ее полотна.
Ножовка по металлу
Ножовочные полотна общего применения имеют закаленные зубья и делаются из молибденовой, углеродистой или вольфрамовой стали. Главными факторами при выборе полотна являются количество зубьев на дюйм (этот же параметр может обозначаться просто как шаг зубьев — расстояние между соседними зубьями) и развод/разводка зубьев — угол, под которым они расположены на режущей кромке. Для эффективного резания хотя бы два зуба полотна ножовки должны всегда быть в контакте с металлом. Если металл слишком тонкий, для того чтобы на его кромке помещались два зуба, при пилении поместите его между двумя листами тонкой фанеры (другой вариант — пилить под наклоном к плоскости металлического листа).
Ножовка по металлу
Приемы работы ножовкой
В целях безопасности избегайте избыточного нажима, каким бы твердым ни был металл. Слишком большой нажим может сломать полотно или выбить его из пропила; оба варианта могут быть опасны.
Прямые резы ножовкой
Резка поперек узкой полосы
Резка поперек узкой полосы
Зажмите заготовку в тиски так, чтобы линия разметки отреза располагалась вертикально и рядом с губками тисков.
Приставьте полотно к линии отреза со стороны отхода и легко потяните по металлу, так чтобы зубья начали врезаться в кромку.
Затем, действуя двумя руками, пилите вдоль линии. Толкайте инструмент вперед с небольшим равномерным нажимом, обратный ход делайте без нажима. Пусть полотно само делает работу; не старайтесь поглубже пропилить с каждым ходом ножовки.
Приближаясь к концу реза, придерживайте отходную часть металла рукой для предупреждения вибрации и заедания.
Последние ходы перед отделением отхода делайте укороченными.
Резка вдоль длинной кромки
Резка вдоль длинной кромки
Зажмите заготовку в тиски так же, как для поперечного реза, так чтобы линия отреза проходила вертикально.
Поверните полотно ножовки перпендикулярно ее рамке и держите рамку горизонтально; в таком положении рамка не будет мешаться при продвижении полотна вдоль заготовки.
Начинайте резание так же, как при поперечном резе, и так же поддерживайте одной рукой отход до полного завершения реза.
Разметка линий под углом
Разметка линий под углом
Для разметки линий выреза воспользуйтесь комбинированным угломером и чертилкой.
Для правильного расположения линий сначала разметьте вершину выреза с помощью кернера и молотка.
Затем выставьте транспортирную головку угломера на нужный угол и прижмите ее к кромке заготовки, которая должна немного свешиваться с края верстака.
Перемещайте угломер вдоль кромки, пока линейка не станет на метку кернера, и прочертите первую линию разметки выреза.
Затем, если требуется перенастройка угломера, отрегулируйте головку на угол, нужный для второй линии выреза, и повторите процесс разметки.
Зажмите заготовку в тиски так, чтобы одна линия разметки выреза была вертикальной и максимально близко к губкам тисков.
Для начала реза поддерживайте полотно свободным большим пальцем; в противном случае полотно может соскользнуть по наклонной кромке заготовки. Когда зубья врежутся в металл, пилите легкими движениями вперед, пока не достигнете точки пересечения. При необходимости сдвиньте заготовку в тисках, чтобы линия реза оставалась близко к губкам.
Затем переверните заготовку так, чтобы вертикальной стала вторая линия разметки, и продолжайте тем же порядком, снова придержав полотно, пока зубья не врежутся в металл.
Приближаясь к точке пересечения линий разметки, одной рукой придерживайте треугольный отход и укоротите ходы ножовки.
Выпиливание ножовкой криволинейной кромки
Разметка кривой линии
Разметка кривой линии
Выставьте разметочный циркуль на нужный радиус и кернером с молотком наметьте центр дуги.
Одну иглу циркуля поставьте в накерненное углубление и, свободно держа верхний конец циркуля одной рукой, второй иглой проведите по металлической поверхности. Циркуль держите вертикально, под прямым углом к металлу. Нажим должен быть не больше, чем для прочерчивания видимой линии.
Зажмите заготовку в тиски, расположив линию разметки рядом с губками тисков. Это воспрепятствует раскачиванию детали при пилении ножовкой.
Использование полотна-струны с твердосплавным напылением
Использование полотна-струны с твердосплавным напылением
Держа ножовку двумя руками, поставьте струну к линии разметки со стороны отхода и медленно проведите пилу вперед. Повторяйте это движение, начиная каждый ход с переднего конца струны, пока она полностью не погрузится в металл.
Затем медленно перемещайте пилу вперед и назад с легким равномерным нажимом при обоих направлениях хода вдоль линии разметки. При необходимости перезажмите заготовку, так чтобы место пиления оставалось вблизи губок тисков.
Слесарное зубило и его разновидности
Зубила по металлу бывают разной длины и варьируются по ширине от 3 до 25 мм. Их принято подразделять на несколько основных видов, отличающихся по форме в зависимости от их задач:
канавочники (для вырубания канавок различного профиля),
крейцмейсели (разновидность канавочника),
кузнечное зубило (с длинной деревянной ручкой),
высечное зубило и подсечка (для высечения фигурных линий в листовом материале),
бородки/пробойники (для пробивания круглых отверстий в тонком листовом материале),
кернер/механический кернер-самострел (для маленьких углублений, в которые устанавливается сверло).
Зубила могут быть разными в зависимости от вида выполняемых ими работ
В РФ параметры зубил определяются ГОСТами (например, ГОСТ 7212-74 — крейцмейсели, ГОСТ 7211-86 — зубила и т. д.). При резке металла понадобятся 4 типа зубил: широкое, остроконечное, крейцмейсель и полукруглое зубило-канавочник. Зубила по металлу могут использоваться не только для прямолинейной рубки или резки, но и для придания металлу формы, а также для зачистки кромок и поверхностей.
Разновидности зубил по металлу
У самого распространенного вида зубила режущая кромка прямая, с клиновидной заточкой. Оно применяется для придания формы, рубки металлических прутков, срезания головок болтов или заклепок.
Крейцмейсель тоже имеет клиновидную заточку, но режущая кромка гораздо уже; им делают канавки или каналы.
Полукруглое зубило-канавочник удобно при скруглении внутренних углов паза или канавки и для вырубания полукруглых желобков.
Остроконечное зубило затачивается в точку. Используется для выравнивания углов и высечения узких канавок в металле.
Для безопасной и эффективной работы зубило должно быть острым с заточкой закаленной режущей кромки под углом 60–70°. Важно! При использовании зубила обязательно защищайте глаза специальными очками. Кожаные перчатки дают некоторую защиту от заусенцев и зазубренных кромок, но могут снизить вашу маневренность при работе с тонкими листами металла.
Приемы работы слесарным зубилом
Резка металла зубилом
Зажмите металлическую заготовку в тиски, так чтобы линия отреза была параллельна губкам и чуточку выше их.
Наденьте защитные очки, затем приставьте зубило к линии реза у одного конца заготовки, наклонив зубило на 30°.
Продолжайте наносить удары, постепенно передвигаясь по верху тисков.
Завершение прямоугольного выреза
После вырезания боковых кромок выреза ножовкой положите заготовку на массивную металлическую пластину или на верстак с металлической столешницей.
Завершение прямоугольного выреза
Зубилом прорубите внутреннюю кромку выреза. Зубило поставьте вертикально, выровняв его режущую кромку с одним концом линией отреза, и легко ударьте молотком.
Повторяйте процедуру для насечки всей линии разметки, каждый раз немного передвигая зубило.
После насечки всей линии снова начните с одного конца, нанося более тяжелые удары молотком теперь уже с целью отрубить отход.
После резки любых металлов лучше сразу опиливать заусенцы. Для этого служат напильники по металлу. О приемах работы с ними мы поговорим в следующей публикации.
Вставить полотно в боковые прорези ножовки так, чтобы а рабочем положении рамка ножовки располагалась горизонтально (слева или справа от полотна).
Вставить штифты и натянуть полотно.
Место разрезания располагать сбоку или сверху от губок тисков в зависимости от конфигурации детали.
Соблюдать все правила разрезания, указанные ранее (рис. 79).
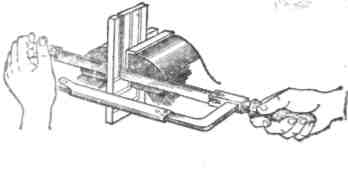
Рис. 79
При выполнении приемов резания металла ножовкой выполнять следующие правила безопасности труда:
1.Нельзя выполнять резание ножовкой со слабо или чересчур сильно натянутым полотном, так как это приводит к поломке полотна и ранению рук.
2. Чтобы избежать поломки полотна и ранения рук, не следует при резании сильно нажимать на ножовку вниз.
3. Запрещается пользоваться ножовкой со слабо насаженной или расколотой рукояткой.
4. При сборке ножовки использовать штифты, которые плотно, без качки, входят в отверстия головок.
5. При выкрашивании зубьев ножовки работу прекратить и доложить об этом мастеру.
6. Чтобы избежать соскакивания рукоятки и ранения рук, не ударять во время движений передним торцом рукоятки о разрезаемую деталь.
Упражнение 4 -Резание труб труборезом
1. Закрепить трубу в трубном прижиме или в тисках.
Отметить мелом место резания по всему периметру трубы.
Следить, чтобы линия отрезания находилась от губок прижима или от тисков на расстоянии не более чем 80—100 мм.
В тисках трубу закрепить горизонтально или вертикально между специальными деревянными прокладками.
2. Надеть труборез на трубу.
Смазать шарниры дисков трубореза и раздвинуть их по диаметру трубы.
Подвести неподвижные диски к линии разметки, установить рукоятку трубореза перпендикулярно оси трубы и, вращая рукоятку, подвести к трубе подвижный диск.
Винт трубореза повернуть по часовой стрелке на ¼ оборота для врезания режущего ролика.
3. Отрезать кусок трубы.
Делать рукояткой трубореза движения на пол-оборота в ту и другую сторону.
После каждого движения винт трубореза поворачивать на ¼ оборотадо полного отрезания трубы.
Следить за перпендикулярностью рукоятки трубореза к трубе.
Смазывать трубу в месте разрезания.
В конце разрезания поддерживать труборез обеими руками: следить, чтобы отрезаемый кусок трубы не упал на ноги (рис. 80).

Контрольные вопросык инструкционной карте 9
1. Как собрать слесарную ножовку?
2.Для чего гайку-барашек ножовки делают с лопастями (объяснить на основе законов физики)?
3.Почему ножовочное полотно после закрепления его в рамку ножовки все время находится в натянутом состоянии?
4. Как стоять у тисков при резании металла ножовкой?
5.Как держать ножовку правой и левой руками?
6.Как организовать рабочее место при резании металла и труб ножовкой и труборезом?
7. В чем особенности закрепления в тиски для резания ножовкой:
а) пруткового металла (квадратный, круглый) ?
б) полосового металла?
в) листового металла?
8. Какие правила необходимо соблюдать
при резании металла ножовкой?
9. Как резать трубу слесарной ножовкой?
10.В каких случаях производят резание металла ножовкой с полотном, повернутым на 90°?
11.Каковы причины поломки полотна ножовки? Как избежать поломок полотна?
12.Как закрепить трубу в трубном прижиме?
13.В какой последовательности разрезать трубу труборезом?
14.Почему труборез имеет три, а не два и не четыре режущих ролика?
Какие правила безопасности труда нужно соблюдать при резании металла и труб слесарной ножовкой и труборезом?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
_______________ Петухова Е.Г..
Инструкционная карта №10 по МДК:
Мценск,2017
ИНСТРУКЦИОННАЯ КАРТА 10
РЕЗАНИЕ МЕТАЛЛА НОЖНИЦАМИ
Упражнения.
1.Резание металла ручными ножницами.
2. Резание металла рычажными ножницами.
3. Резание металла электровибрационными ножницами.
Примерные объекты работ: заготовки из листовой низкоуглеродистой стали толщиной 0,7—2 мм с прямолинейными и криволинейными контурами.
Инструменты:ножницы ручные, линейка измерительная, разметочные инструменты (циркуль разметочный, кернер), ножницы рычажные, электровибрационные ножницы.
© 2014-2021 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.004)
Металл режут ручными или механическими ножовками, а также ручными и механическими, рычажными, параллельными и дисковыми (круглыми) пилами.
Крупный сортовой металл (круглый, полосовой, угловой, двутавровый и т.п.) разрезают на приводных ножовках и дисковых пилах, а также электрической и газовой резкой, листовой металл — ручными и приводными ножницами, трубы — вручную ножовкой и труборезом (механическую резку осуществляют на специальных станках).
Для резки закаленной стали и твердых сплавов применяют тонкие дисковые шлифовальные круги, а также анодно-механический и электроискровой способы резки металлов.
Устройство ручной ножовки. Ручная ножовка (рис. 1) состоит из станка (рамки), в котором закреплено ножовочное полотно.

Рис. 1. Ручная ножовка: 1 — барашек; 2 — натяжная серьга; 3 — станок; 4 — неподвижная серьга; 5 — ручка; 6 — ножовочное полотно
Ножовочные полотна изготовляют из инструментальной стали марок 9ХС, У10, У10А, У12, У12А или мягкой углеродистой стали (У8, У8А, У9 и У9А) с последующей цементацией зубьев. Ножовочное полотно термически обработано так, что нижняя рабочая часть полотна с зубьями термически обработана с большей твердостью, чем верхняя. Такая термическая обработка уменьшает поломки ножовочного полотна при работе. Ножовочные полотна изготовляют с мелким и крупным зубом. Количество зубьев на 25 мм длины ножовочного полотна колеблется от 15 до 32. Зубья полотна разводят в разные стороны, чтобы уменьшить трение полотна о боковые поверхности обрабатываемой заготовки и исключить заклинивание полотна в пропиле. Величина развода зубьев должна быть такой, чтобы ширина пропила была больше толщины ножовочного полотна на 0,25–0,5 мм.
Разводят зубья отгибанием каждых двух смежных зубьев в противоположные стороны на 0,25–0,6 мм. Применяют развод мелких зубьев созданием волны вдоль нижней части полотна. Амплитуда и шаг волны зависят от толщины полотна и размера зубьев.
Для резки мягких и вязких металлов (медь, латунь) применяют ножовочные полотна с шагом зубьев — 1 мм, твердых металлов (сталь, чугун) — 1,6 мм, мягкой стали — 2 мм. Для слесарных работ обычно применяют ножовочные полотна, у которых на длине 25 мм размещается 15 зубьев.
Прорезание шлицов в головках мелких винтов под отвертку производят ножовками с тонким полотном (толщина 0,8 мм). В головках более крупных винтов шлицы прорезают обыкновенной ножовкой. Широкие шлицы в крупных винтах прорезают полотнами толщиной 1,5–3 мм или в ножовку вставляют одновременно два-три полотна нормальной толщины.
Процесс резки ножовкой. Прежде чем приступить к работе, нужно выбрать ножовочное полотно, сообразуясь с твердостью, формой и размером разрезаемого материала. Необходимо также проверить, правильно ли вставлено полотно в рамку: зубья должны быть направлены остриями от рукоятки, натяжение полотна должно быть достаточно сильным, но не чрезмерным, так как это может вызвать поломку полотна.
Положение корпуса и рук слесаря при работе должно быть таким, как показано на рис. 2, а. Другой способ захвата рамки приведен на рис. 2, б (разница — в положении пальцев).

Рис. 2. Положение рук на рамке при резке ножовкой
Во время резки ножовку держат преимущественно в горизонтальном положении. Движения должны быть плавными, без рывков и с таким размахом, чтобы работало почти все полотно, а не только его середина (нормальный размах не менее 2/3 длины ножовочного полотна).
Усилие нажима на ножовку зависит от твердости обрабатываемого металла и его размеров. В среднем усилие должно соответствовать 1 кг на 0,1 мм толщины полотна.
Нажимать на станок необходимо обеими руками, при этом наибольшее давление оказывать левой рукой, а движение станка осуществлять главным образом правой рукой, приложенной к его ручке. При холостом ходе на ножовку не нажимают. При работе ножовочным станком нужно делать не более 40–50 ходов в минуту. При более быстром темпе полотно нагревается и быстрее затупляется.
Если в начале резки ножовка скользит по поверхности, то место распиливания надрубают зубилом или надрезают ребром напильника.
При резке деталей, имеющих острые ребра, необходимо обеспечивать плавный заход зубьев в металл и не допускать подпрыгивания станка при переходе от зуба к зубу. В противном случае зубья выламываются из полотна и процесс резки оказывается невозможным.
Ручной ножовкой чаще всего работают без охлаждения. Для уменьшения трения полотна о стенки пропиливаемой канавки его полезно смазывать машинным маслом, густой смазкой из сала или графитной мазью, в состав которой входят 2 части сала и 1 часть графита. При механической резке приводную ножовку необходимо охлаждать жидкостью — мыльной водой или эмульсией.
Для более продолжительного использования ножовочного полотна рекомендуется вначале разрезать им мягкие материалы, а затем, после некоторого затупления зубьев, — более твердые.
При поломке хотя бы одного зуба работу ножовкой следует прекратить, иначе произойдет поломка смежных зубьев и быстрое затупление всех остальных. Для восстановления режущей способности ножовки, у которой выкрошился зуб, необходимо на точиле или шлифовальном круге сточить дватри соседних с ним зуба по линии а — а (рис. 3).

Рис. 3. Восстановление режущей способности ножовки
Если во время резания сломалось старое, сработавшееся ножовочное полотно, то нельзя продолжать работу новой ножовкой, так как ширина пропила для нового полотна окажется мала и оно не войдет в прорезь. В этом случае поворачивают изделие и начинают резание в другом месте.
Разрезать материал ножовкой легче по узкой его стороне. Поэтому полосовой металл, как правило, режут по узкой стороне полосы, но это можно лишь при условии, если на длине реза с металлом соприкасается не менее двух-трех зубьев полотна. При меньшей толщине полосы зубья ножовки могут выломаться, поэтому тонкую полосовую сталь разрезают по широкой стороне.
Тонкие металлические листы при разрезке ножовкой зажимают между деревянными прокладками по одному или несколько штук и разрезают вместе с прокладками. Такой способ обеспечивает лучшее направление ножовочному полотну и предохраняет его от поломок.
Для вырезки в тонких листах криволинейных или угловых прорезей применяют лобзик. Вместо ножовочного полотна в лобзик вставляют узкую тонкую пилку, у которой зубья направлены к ручке. Пилят лобзиком на себя, а если выпиливаемый лист положен горизонтально, то сверху вниз, держа лобзик за ручку снизу. Перед выпиливанием внутренних фигур или прорезей в местах перехода контура в углах просверливают мелкие (по ширине пилки) отверстия. Пропустив в такое отверстие пилку, закрепляют ее в рамке лобзика.
Процесс резки ножницами. При разрезке листового материала ножницами режущие кромки челюстей ножниц, действуя одновременно, создают напряжения сжатия и растяжения вблизи режущих кромок (рис. 4) и разрушают связь между частицами материала.

Рис. 4. Процесс резки ножницами: 1 — напряжения растяжения; 2 — напряжения сжатия
Челюсти (ножи) ножниц, как и другие режущие инструменты, имеют задний угол α, передний угол γ и угол заострения β (рис. 5), величина которого зависит от свойств разрезаемого материала. Для мягких металлов (меди, латуни и др.) β = 65°, металлов средней твердости – β = 70 ÷ 75° и твердых металлов – β = 80 ÷ 85°.

Рис. 5. Углы заострения челюстей ножниц
При угле заострения меньше указанного ножи быстро затупляются или лезвия их выкрашиваются. Большие углы заострения увеличивают прочность лезвия, но при этом усилия резания возрастают.
Для уменьшения трения касающихся плоскостей режущие кромки ножниц рекомендуется смазывать машинным маслом. Чем точнее пригнаны одна к другой режущие части челюстей ножниц, тем чище получается поверхность среза. Закаленные челюсти ножниц ни в коем случае не должны тереться одна о другую, так как они при этом затупляются (между ними зазор 0,2–0,02 мм). При большем зазоре между челюстями тонкий листовой материал затягивается в зазор и закаленные режущие кромки могут выкрошиться.
Листовую сталь толщиной до 0,7–1 мм режут простыми ручными ножницами (рис. 6, а).

Рис. 6. Ручные ножницы: а — простые; б — рычажные
Допустимая толщина в мм других материалов, разрезаемых на ручных ножницах, следующая: твердый алюминий — 1,0; мягкий алюминий — 2,5; сталь — 0,7; латунь — 0,8; медь — 1,0.
Для слесарных работ применяют ручные ножницы, полная длина которых составляет от 200 до 400 мм, а длина лезвия от 55 до 110 мм.
Изготовляют ножницы из углеродистой инструментальной стали У7, У8, У10.
Ручные ножницы бывают правые и левые. У правых ножниц скос на режущей части каждой половинки находится с правой стороны, у левых — с левой. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, для того чтобы видеть риску, приходится левой рукой отгибать срезаемый металл, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности и закругления) без резких поворотов режут правыми ножницами.
Резка простыми ножницами происходит только под действием силы Р1, которая направлена перпендикулярно к поверхности листа и вдавливает челюсти в материал. Горизонтальная составляющая S выталкивает заготовку из зева ножниц до тех пор, пока величина ее больше силы трения, возникающей между челюстями ножниц и заготовкой. Это продолжается до раскрытия челюстей на угол 30°.
У ручных рычажных ножниц (рис. 6, б) угол раскрытия должен составлять 15°. Подвижная верхняя челюсть у ручных рычажных ножниц имеет криволинейную режущую кромку, что при всех положениях верхнего ножа обеспечивает угол раскрытия 15°. Теоретически этот угол должен быть около 8–9°, так как тангенс его имеет значение, равное коэффициенту трения стали о сталь в сухом состоянии μ0 = 0,15.
При поддерживании разрезаемого материала угол раскрытия ручных рычажных ножниц может быть больше. Резка под углом меньше 10° является самотормозящей, при таком угле заготовка не выталкивается из зева ножниц. Листовой материал толщиной до 2–3 мм разрезают стуловыми и рычажными ножницами. Стуловые ножницы отличаются от ручных размерами и конфигурацией. Одна из их ручек сделана так, что ее можно жестко закрепить в тисках или прикрепить к деревянной колоде (стулу). Общая длина стуловых ножниц 400–1000 мм, длина лезвий 100–250 мм, длина ручек 300–750 мм.
Кроме простых и рычажных существуют ручные ножницы с зубчатой передачей, маховые и дисковые. Ручные ножницы с зубчатой передачей предназначены для резания листового металла, тонких прутков и профильного материала. Рычажные маховые ножницы применяют обычно для прямых разрезов листового металла толщиной до 2 мм на полосы. На конце рычага помещен уравновешивающий груз.
Дисковые ножницы используют для резки листовой стали толщиной до 1 мм как с прямолинейным срезом, так и по кривой любого радиуса. Нижний режущий диск ножниц закреплен на эксцентриковой оси, которая позволяет изменять положение диска по высоте. Верхний режущий диск вращается на валике, который поворачивают рукояткой при помощи храпового колеса и собачки.
Машинные ножницы. Приводными машинными ножницами режут листы и полосы толщиной более 3 мм .
Дисковую ручную пилу применяют для резки профильного проката и труб (рис. 7). В зависимости от профиля разрезаемого металла пила комплектуется сменными направляющими упорами.

Рис. 7. Дисковая ручная пила
Резка производится вулканитовым кругом 4, шпиндель которого закреплен на качающейся раме 5. Вращение круга осуществляется через ременную передачу 7 электродвигателем 8, а подача круга — вручную рукояткой 6. Разрезаемый профильный прокат устанавливают на призмы 1 до регулируемого упора 2 и закрепляют откидным прижимом 3. По окончании резки рама 5 возвращается в исходное положение пружиной 9. Частота вращения абразивного круга 2000 об/мин.
Заменяя абразивный круг тонким стальным диском, можно производить резку на мерные длины резиновых шлангов и шлангов высокого давления из прорезиненных тканей для пневмо- и гидросистем.
Гильотинные ножницы с наклонными ножами (гильотинные) применяют для резки листового и реже полосового проката, а также листовых неметаллических материалов.
Существует большое количество различных типов ножниц, отличающихся друг от друга как по конструктивным признакам, так и по технологическим характеристикам.
На рис. 8 показаны ножницы с наклонными ножами.

Рис. 8. Гильотинные ножницы
Резать материал на этих ножницах можно по разметке и без нее с помощью удлинителей 3. Станина 1 ножниц сварная из листовой стали. В ее передней части закреплен стол 2, на котором установлены удлинители 3 с Т-образными пазами, служащими для удлинения стола в случае разрезания больших листов, а также для установки передних упоров и различных приспособлений.
Привод ножниц осуществляется от отдельного электродвигателя через клиноременную и зубчатую передачи на коленчатый вал. Ножевая платформа (ползун) 4, приводимая от коленчатого вала через шатуны, двигается вверх и вниз. Расположение привода верхнее. Управляют ножницами при помощи кнопок и педали 6. Задний упор 5 состоит из двух цилиндрических реек; на них от одного маховика передвигаются кронштейны для установки упорной линейки на необходимое расстояние от кромок ножей. Мерная резка листа достигается с помощью заднего упора. Ножницы могут работать одиночными ходами и непрерывными (автоматически).
Обычно ножницы снабжены прижимами для удержания разрезаемого материала. Прижимы действуют автоматически при перемещении ползуна вниз.
Максимальная толщина разрезаемого на этих ножницах материала составляет 20–32 мм при ширине реза 2000–3200 мм. Мощность электродвигателей для привода ножниц — от 1,7 до 20 кВт.
Ножницы с наклонными ножами используются для резки по прямым линиям. На них режутся листы на полосы для последующей штамповки, а также мерные заготовки. Изменяя положение упоров, можно изготовлять заготовки трапецеидальной, ромбовидной, треугольной и другой формы.
На ножницах можно вырезать и заготовки более сложной формы по разметке (без применения упоров), а также срезать кромки листа под углом к плоскости реза до 30° (например, при подготовке под сварку). В последнем случае заготовку располагают наклонно к плоскости стола с помощью специальных подставок.
Комбинированные пресс-ножницы (рис. 9) предназначены для резки листового и реже полосового проката, профильного сортового проката (круг, квадрат, уголок, швеллер), а также для пробивки отверстий и выполнения разрубочных работ.
У таких ножниц в зависимости от модели имеются: пробивное устройство 1, ножницы для резки профильного сортамента 2, разрубочное устройство 3 и ножницы для резки листового проката 4.

Рис. 9. Комбинированные пресс-ножницы
Принцип резки сортового проката заключается в том, что материал, помещенный между ножами соответствующего профиля, разрезается при сдвиге одного (подвижного) ножа по отношению к другому (неподвижному).
Пробивка отверстий, как и зарубочные работы, производится чаще всего по разметке и в отдельных случаях по специальным шаблонам. Шаблон повторяет контур высечки. Он накладывается на заготовку и помогает ориентировать ее по отношению к ножам.
Резка на листовых ножницах производится в основном по разметке. Мерные по длине заготовки из проката отрезаются по специальным упорам или по разметке.
Читайте также: