
Что будет если не сделать отпуск после закалки
Обновлено: 17.05.2024
Отпуск стали — заключительный этап термообработки, проводится сразу после закаливания в мартенсит. Закаленная сталь приобретает повышенные показатели твердости, например у инструментальных марок она увеличивается в 3-4 раза, но из-за снижения пластичности возрастает склонность к трещинообразованию.
Для устранения этого недостатка полуфабрикаты нагревают до температуры, недостаточной для полной рекристаллизации, выдерживают необходимое время и охлаждают в специальной среде (вода, масло, открытый воздух). Во время такого нагрева осуществляется несколько процессов:
- Распад мартенсита: из кристаллической решетки выделяется углерод, который формирует карбиды Fe₂C (твердое вещество) и цементит Fe₃C (пластичная фаза), таким образом снижается хрупкость, а прочностные характеристики могут повышаться.
- Полигонизация: возвратный процесс, при котором происходит упорядочение структуры после деформаций, фрагментация кристаллов в субзерна с четкими границами.
- Рекристаллизация: распад и образование новых атомов продолжается постоянно, точно выбранный терморежим способствует росту одних кристаллов за счет других, корректируя и изменяя качества сплава.
Назначение отпуска стали: достижение заданной прочности деталей, работающих на изгиб и растяжение, улучшение отдельных свойств. После закалки из-за неравномерного охлаждения (особенно у толстостенных полуфабрикатов) возникают термические напряжения. Если они достаточно велики, появляются дефекты: коробление, бочкообразность, трещины, включения с пониженной твердостью.
Дополнительный этап термообработки проводят для следующих категорий металлопродукции:
- Полуфабрикатов из углеродистых сталей: из-за высокого содержания углерода при закалке растет склонность к трещинообразованию;
- Прокат из легированных сталей: дополнительное нагревание в электропечи может проводиться после многократных стабилизирующих отжигов во время производства продукции;
- Готовая продукция: преимущественно инструменты.
Процедуру проводят в электропечи (с вентилятором для равномерного прогревания) или соляной ванне с плавным повышением температуры. Быстрый нагрев закаленных полуфабрикатов может спровоцировать трещины. Затем изделия охлаждают согласно выбранной технологии отпуска стали.
Скорость охлаждения также имеет значение: чем оно медленнее, тем меньше формируется остаточных напряжений, но некоторые легированные составы, напротив, становятся более хрупкими, поэтому их охлаждают быстро.

Схема фазовых превращений при отпуске сталей
Низкий отпуск
Низкотемпературный нагрев осуществляют в терморежиме 150-250⁰, при этом осуществляется частичный распад мартенсита и устранение структурных напряжений. В результате увеличивается прочность, ударная вязкость, твердость практически не изменяется. За исключением изделий, сохранивших мягкую сердцевину (частичное закаливание), отпущенный материал не выдерживает значительных динамических воздействий.
- Режущий и измерительный инструмент из низколегированных и углеродистых марок;
- Изделия, прошедшие специальную обработку: цианирование, цементацию, нитроцементацию.
Еще один вид низкотемпературной ТМО — старение, используется для сохранения формы, объема, заданных свойств.
- Искусственное (в режиме 120-150⁰): детали погружают в ванну и выдерживают 1,5-3 суток.
- Естественное (в комнатной атмосфере): в течение 3 месяцев и более до обретения требуемых показателей.
Старение характерно для низкоуглеродистых марок, за счет выделения избыточных карбидов и нитридов (фаза феррит) повышается сопротивляемость усталости и холодовому охрупчиванию.

Средний отпуск
Средними считают температуры 300-500⁰. В сравнении с низкотемпературной обработкой полигонизация и рекристаллизация производятся с большей скоростью, а остаточные напряжения устраняются почти полностью. Процедура повышает предел упругости, пластичность, стойкость к усталости, твердость и прочность — снижаются.
Этот вид ТМО используют для рессор, пружин, штампов, деталей, стойких к переменным динамическим нагрузкам.
Технология получения материалов с такими качествами осложняется прохождением через критические точки, в которых возникает отпускная хрупкость:
- 250-400⁰ (I род — необратимый) — присущ составам, легированным магнием, никелем и хромом. Неоднородное выделение карбидов делает металл непригодным к использованию.
- 500-550⁰ (II род — обратимый) — недостаточная скорость охлаждения составов с высокой долей лигатур приводит к выпадению карбидов, фосфидов, нитридов к границам зерен. Большая часть этих включений приводит к понижению прочностных характеристик. Проблему решают с помощью быстрого снижения температур, введения малых концентраций молибдена или вольфрама.
Термообработка в ванне с водой формирует сжимающие усилия на поверхности, это повышает устойчивость пружин к нагрузкам.

Высокий отпуск
При нагреве до 500-650⁰ материал приобретает структуру отпускного сорбита — наилучшее из возможных сочетаний предела текучести и прочностных характеристик. ТМО, включающая закаливание и высокотемпературный отпуск называется улучшением. К улучшаемым относят конструкционные стали, подвергающиеся ударным и статическим воздействиям (для изготовления валов, осей, втулок, шатунов, прессов). В процессе происходит полная диффузия углерода, полигонизация, повышается предел выносливости и чувствительности к концентраторам напряжений.
Основным свойством улучшаемых сталей является прокаливаемость, сплавы с малой способностью пригодны только для изготовления продукции с небольшим сечением. Достаточных показателей невозможно достичь без легирования. Равномерному прогреванию способствуют элементы, которые при t⁰ закалки не оказываются связанными в карбидных или интерметаллических соединениях: хром, молибден, ванадий, никель, кремний, марганец, вольфрам.
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Отпускная хрупкость стали
Все известные стальные сплавы склонны к состояниям, когда металл теряет стойкость ко всем видам нагрузок. Явление обусловлено крайне низким показателем ударной вязкости. Необратимые изменения (хрупкость I рода) формируются при 250-400⁰. Распад мартенсита сопровождается образованием карбидных пленок на границах зерен. Эти образования распадаются при дальнейшем нагреве, однако при остановке и повторном проведении ТМО структура уже не изменяется.
Отпускная хрупкость II рода, причиной которой является слишком медленное охлаждение, тоже приводит к критическому снижению ударной вязкости, но свойства стали восстанавливаются после повторного отпуска.
Так как в современной промышленности материалы подвергают улучшению до увеличения параметров до предельных значений, хрупкие разрушения являются серьезной помехой на пути прогресса. Основные легирующие элементы, которые используются для увеличения прочности (хром, никель, марганец, кремний и др.) повышают чувствительность к критическим состояниям. Марки стали, легированные хромом и не имеющие других добавок, такой склонности не имеют.

Правила отпуска стали
Термическая обработка — сложная технологическая процедура, для выполнения которой применяется несколько степеней контроля. Тем не менее, число кустарных производств коллекционных ножей и других уникальных предметов — увеличивается. Как закаляют и отпускают сталь в домашних условиях?
Необходимо выполнить такую же последовательность, как на крупном производстве:
- Закаливание;
- Отпуск;
- Охлаждение.
У режущих инструментов обработке подвергаются только режущие кромки, остальная чать остается закаленной, для некоторых сплавов применяют исключительно многоступенчатую закалку. Как правило, мастера работают на глаз и не используют опасных веществ и реагентов. При закаливающем нагреве изделие становится красным или вишневым, затем его охлаждают естественным путем в соляном растворе или масле.
После очищения от окислов и других загрязнений производят повторное нагревание. Терморежим зависит от химического состава обрабатываемого металла. Для процедуры используют муфельную печь, так как интуитивное знание кузнечного дела всегда достигалось десятилетиями.
Закалка. Это процесс термической обработки, при которой сталь нагревают до оптимальной температуры, выдерживают при этой температуре и затем быстро охлаждают с целью получения неравновесной структуры. В результате закалки повышается прочность и твердость и понижается пластичность конструкционных и инструментальных сталей и сплавов. Качество закалки зависит от температуры и скорости нагрева, времени выдержки и охлаждения. Основными параметрами закалки являются температура нагрева и скорость охлаждения.
Температуру нагрева для закалки определяют по положению критических точек Ac1 и Ас3. Доэвтектоидные углеродистые стали при закалке нагревают на 30-50°С выше верхней критической точки Ас3, а заэвтектоидные - на 30-50°С выше точки Ас1 (рис. 41).
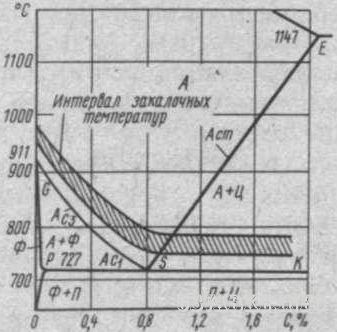
Рис. 41. Интервалы температур нагрева стали при закалке
Скорость нагрева и время выдержки зависят от химического состава стали, размеров, массы и конфигурации закаливаемых деталей, типа нагревательных печей и нагревательной среды. Чем больше размеры и сложнее конфигурация закаливаемых деталей, тем медленнее происходит нагрев. Детали из высокоуглеродистых и легированных сталей, имеющих пониженную теплопроводность, нагревают медленно и с более длительной выдержкой при нагреве по сравнению с деталями из низкоуглеродистых сталей. Это делается для того, чтобы уменьшить деформацию деталей при нагреве.
Скорость нагрева и продолжительность выдержки определяют экспериментально или по технологическим картам, в которых указывают температуру, время нагрева для каждого вида деталей или инструмента. Ориентировочно время нагрева в электрических печах принимают 1,5-2 мин на 1 мм сечения изделия.
Оборудованием для нагрева стали служат нагревательные термические печи и печи-ванны, которые подразделяют на электрические и топливные, обогреваемые за счет сгорания топлива (газа, мазута, угля и др.).
Средой, в которой нагревают сталь, являются в печах - газовая среда (воздух, продукты сгорания топлива), нейтральный газ; в печах-ваннах - минеральные масла, расплавленные соли и металлы.
При нагреве в электрических печах в среде атмосферного воздуха, а также в печах с газовой средой сталь, взаимодействуя со средой, окисляется и на ее поверхности образуется окалина. Кроме того, происходит обезуглероживание - частичное выгорание углерода в поверхностных слоях стали, что снижает прочностные свойства материала после закалки. Наиболее благоприятен нагрев в печах с нейтральной или защитной атмосферой, обеспечивающей предохранение деталей от окисления.
Нагрев стали до требуемой температуры и выдерживание при этой температуре необходимо проводить как можно быстрее. Чем меньше сталь будет находиться в условиях высоких температур, тем выше ее свойства после закалки. Однако время нагрева должно быть достаточным, чтобы сталь равномерно прогревалась по всему объему и получила аустенитную структуру. Поэтому наиболее эффективным по скорости нагрева и предупреждению окисления стали является нагрев в печах-ваннах, наполненных расплавленным металлом (свинец) или расплавленными солями: NaOH, ВаСl2 или 50% КСl+50% NaC03. Нагрев в печах-ваннах с использованием расплавленного металла или солей происходит в 4-5 раз быстрее, чем в печах с газовой средой.
В качестве закалочных сред используют воду, водные растворы солей, щелочей, масло и расплавленные соли, имеющие различную охлаждающую способность. Если принять охлаждающую способность воды при 20°С за единицу, то охлаждающая способность масла будет равна 0,17-0,44, расплавленного свинца (при 335°С) - 0,05, воздуха - 0,03. При нагреве воды с 20 до 99°С охлаждающая способность ее изменяется от 1 до 0,07. В зоне перлитных превращений (650°С) вода охлаждает в 5-6 раз быстрее, чем масло. Воду применяют в основном для охлаждения углеродистых сталей. В масле охлаждают легированные стали.
Закалочные среды (вода, масло) действуют следующим образом. На первом этапе, в момент погружения изделия в закалочную среду, вокруг изделия образуется пленка перегретого пара (паровая рубашка). Через слой паровой рубашки охлаждение изделия происходит относительно медленно. Это этап пленочного кипения. Затем паровая рубашка разрывается и охлаждающая жидкость начинает кипеть на поверхности изделия. Это этап пузырчатого кипения. На этом втором этапе охлаждение изделия происходит быстро. Когда температура поверхности изделия станет ниже температуры кипения жидкости, жидкость не кипит и охлаждение изделия замедлится. Это третий этап - этап конвективного теплообмена. Чем шире интервал этапа пузырчатого кипения, тем интенсивнее охлаждает сталь закалочная жидкость.
Закалка в одной среде – наиболее простой и распространенный способ (рис. 42, кривая а). Деталь или инструмент, нагретые до температуры закалки, погружают в закалочную жидкость (вода, масло и т. д.), в которой она находится до полного охлаждения.
Этот способ используют при ручной и механизированной закалке, когда детали автоматически поступают из печи после нагрева в закалочную жидкость, в воду или масло. Недостатком этого способа закалки является то. что деталь охлаждается по сечению неравномерно и в ней возникают большие термические напряжения.
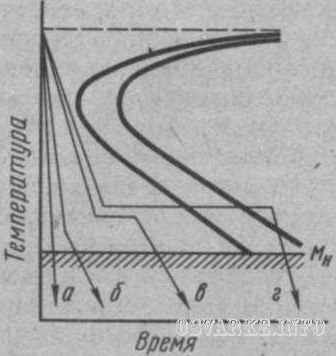
Рис. 42. Схема различных способов закалки:
а - закалка в одной среде, б - закалка в двух средах, в - ступенчатая закалка, г - изотермическая закалка
При закалке в двух средах, или прерывистой закалке (рис. 42, кривая б), деталь, нагретую до заданной температуры, сначала погружают в быстро охлаждающую среду - воду, а затем переносят деталь в медленно охлаждающую среду - масло. Такую закалку применяют для обработки инструмента, изготовленного из высокоуглеродистой стали. При этом способе закалки трудно определить точное время пребывания детали в каждой из сред.
Ступенчатая закалка (рис. 42, кривая в) заключается в том, что нагретые детали сначала охлаждают до температуры несколько выше мартенситной точки Мн в горячем масле или расплавленной соли, а затем после короткой изотермической выдержки, необходимой для выравнивания температуры по всему сечению изделия, охлаждают на воздухе. Длительность изотермической выдержки по времени должна быть меньше времени устойчивости аустенита при этой температуре. На второй стадии охлаждения сталь закаливается. При таком виде закалки уменьшаются термические напряжения, коробление и предотвращается образование трещин.
Изотермическая закалка (рис. 42, кривая г) выполняется так же, как и ступенчатая, но выдержка в закалочной среде более продолжительная. При такой выдержке происходит изотермический распад аустенита с образованием бейнита. В качестве закалочной среды используют расплавленные соли или щелочи (20% NaOH и 80% КОН) с добавками 5-10% воды для увеличения скорости охлаждения. Изотермической закалке подвергают детали и инструмент из легированных сталей марок 6ХС, 9ХС, ХВГ и др.
Закалку с подстуживанием применяют для уменьшения разницы в температурах металла и закалочной среды, если деталь нагрета до температуры, значительно превышающей температуру закалки данной стали. Нагретую деталь перед погружением в закалочную среду выдерживают (подстуживают) на спокойном воздухе. Этот способ закалки обеспечивает уменьшение внутренних напряжений и предотвращает коробление деталей, особенно деталей, подвергнутых цементации
Закалка с самоотпуском состоит в том, что нагретую деталь . рабочей частью погружают в закалочную среду и выдерживают в ней не до полного охлаждения. За счет тепла нерабочей части детали, которая не погружалась в закалочную жидкость, рабочая часть детали или инструмента нагревается. Температуру отпуска при этом способе закалки определяют по цветам побежалости, возникающим на поверхности детали при температурах 220-300°С.
Закалку с самоотпуском применяют для обработки зубил, кернеров, бородков и других ударных инструментов, у которых твердость должна плавно понижаться от рабочей части к нерабочей.
Закалка с обработкой холодом заключается в продолжении охлаждения закаленной стали до температур ниже комнатной, но в интервале начала (Мн) и окончания (Мк) мартенситного превращения (см. рис. 38), для дополнительного более полного превращения остаточного аустенита в мартенсит и повышения твердости. Высокоуглеродистые и легированные стали после закалки при комнатной температуре содержат до 12% остаточного аустенита, а быстрорежущие - более.35%. В результате обработки холодом повышается твердость и стабилизируются размеры деталей. Наиболее распространенной охлаждающей средой служит смесь ацетона и твердой углекислоты (-78°С).
Закаливаемость - это способность стали приобретать максимально высокую твердость после закалки. Закаливаемость зависит главным образом от содержания углерода в стали: чем больше углерода, тем выше твердость. Это объясняется тем, что с повышением содержания углерода увеличивается число атомов углерода, удерживаемых в атомной решетке железа при закалке, т. е. увеличивается степень пересыщения твердого раствора углерода в железе.
Углеродистые стали с содержанием углерода менее 0,3% (сталь 20, СтЗ) не способны принимать закалку, так как не происходит образования мартенситной структуры. Образование мартенситной структуры связано с перестройкой атомной решетки железа из гранецентрированной в объемно-центрированную. Температура, при которой происходит такая перестройка, зависит от содержания углерода (см. рис. 38). Чем больше содержание углерода, тем ниже температура образования мартенситной структуры.
При выборе охлаждающей среды для того или иного способа закалки необходимо учитывать закаливаемость и прокаливаемость данной стали.
Прокаливаемость - это глубина проникновения закаленной зоны, т. е. способность стали закаливаться на определенную глубину. За глубину закаленной зоны принимают расстояние от поверхности до слоя, где в структуре будет примерно одинаковое количество мартенсита и троостита. Прокаливаемость зависит от химического состава стали, размеров деталей и условий охлаждения. С увеличением содержания углерода до 0,8% прокаливаемость стали увеличивается. При дальнейшем увеличении углерода прокаливаемость несколько снижается. Увеличению прокаливаемости также способствует укрупнение зерен аустенита при нагреве под закалку. Нерастворимые частицы, неоднородность аустенита и другие факторы, которые уменьшают устойчивость переохлажденного аустенита, уменьшают прокаливаемость. Все легирующие элементы, за исключением кобальта, увеличивают прокаливаемость. При комплексном легировании полезное влияние отдельных элементов на прокаливаемость взаимно усиливается.
При закалке скорость охлаждения по сечению изделия распределяется неравномерно. У поверхности она максимальная, в центре - минимальная, т. е. скорость охлаждения уменьшается по некоторому закону от поверхности изделия к его центру. Характеристикой прокаливаемости является критический диаметр, т. е. диаметр максимального сечения, которое прокаливается полностью в данной охлаждающей среде.
Отпуск - процесс термической обработки, состоящий в нагреве закаленной стали до температуры ниже критической точки Ас1), выдержке при этой температуре и последующем охлаждении (обычно на воздухе). Цель отпуска - получение более устойчивого структурного состояния, устранение или уменьшение напряжений, повышение вязкости и пластичности, а также понижение твердости и уменьшение хрупкости закаленной стали (рис. 43). Правильное выполнение отпуска в значительной степени определяет качество закаленной детали. Температура отпуска варьируется в широких пределах - от 150 до 700°С в зависимости от его цели. Различают низкий, средний и высокий отпуск.
Низкий отпуск характеризуется нагревом в интервале 150-250°С, выдержкой при этой температуре и последующим охлаждением на воздухе. Он выполняется с целью получения структуры мартенсита отпуска и для частичного снятия внутренних напряжений в закаленной стали с целью повышения вязкости без заметного снижения твердости. Низкий отпуск применяют для инструментальных сталей, после цементации и т. д.
Средний отпуск производится при температурах 300-500°С для получения структуры троостита отпуска. Твердость сталей заметно понижается, вязкость увеличивается. Этот отпуск применяют для пружин, рессор, а также инструмента, который должен иметь значительную прочность и упругость при достаточной вязкости.
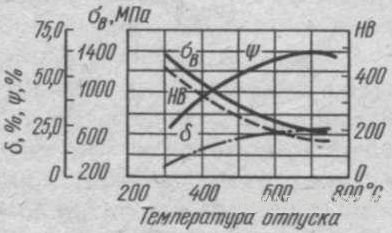
Рис. 43. Влияние температуры отпуска на механичесуие свойства стали 40
Уважаемый посетитель, Вы прочитали статью "Закалка и отпуск", которая опубликована в категории "Материаловедение". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Отпуск - это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
Содержание
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
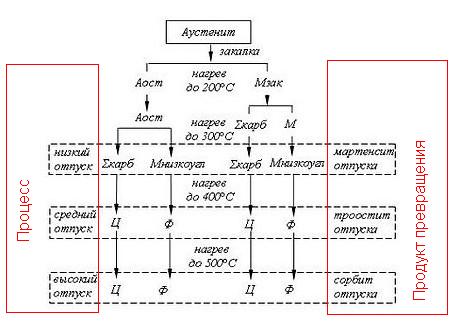
Схема фазовых превращений при отпуске сталей
Низкий отпуск сталей
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
Средний отпуск
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
Высокий отпуск
Во время высокого отпуск (450-550°С и выше) в углеродистых сталях происходят изменения структуры, не связанные с фазовыми превращениями: изменяются форма, размер карбидов и структура феррита. С повышением температуры происходит коагуляция – укрупнение частиц цементита. Форма кристаллов постепенно становится сферической – этот процесс называется сфероидизацией.
Коагуляция и сфероидизация карбидов начинают происходить более интенсивно с температуры 400°С. Зерна феррита становятся крупными, и их форма приближается к равноосной. Феррито-карбидная смесь, которая образуется после отпуска при температуре 400–600 °С, называется сорбитом отпуска. При температуре, близкой к точке А1, образуется достаточно грубая феррито-цементитная смесь – перлит.
Высокий отпуск с температур 450-550°С применяется для большинства конструкционных сталей. Его широко используют при термообработке различных втулок, опор, крепежных изделий, работающих на растяжение-сжатие и других изделий, которые испытывают статические нагрузки.
Явление отпускной хрупкости
При отпуске некоторых сталей возможно протекание процессов, которые снижают ударную вязкость стали не меняя остальные механические свойства. Такое явление называется отпускной хрупкостью и наблюдается в температурных интервалах отпуска при 250–400ºС и 500–550ºС. Первый вид хрупкости называется отпускной хрупкостью Ι рода и является необратимым, поэтому стоит избегать отпуска сталей при этих температурах. Данный вид присущ практически всем сталям, легированным хромом, магнием, никелем и их сочетанием, и обусловлен неоднородным выделением карбидов из мартенсита. Второй вид отпускной хрупкости - отпускная хрупкость ΙΙ-го рода является обратимым. Отпускная хрупкость ΙΙ-го рода проявляется при медленном охлаждении легированной стали при температуре 500–550°С. Данная хрупкость может быть устранена повторным отпуском с большой скоростью охлаждения (в воде или масле). В этом случае устраняется причина этой хрупкости – выделение карбидов, нитридов, фосфидов по границам бывших аустенитных зерен. Устранение отпускной хрупкости легированных сталей возможно введением в них малых добавок молибдена (0,2–0,3 %) или вольфрама (0,5–0,7 %).
Графически эти виды хрупкости выглядят, как показано на рисунке.
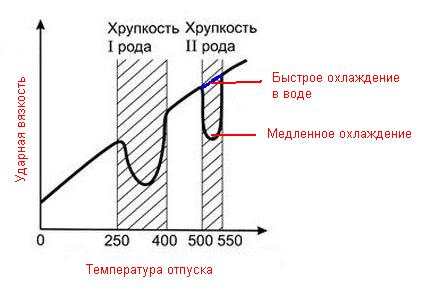
Проявление отпускной хрупкости в сталях при отпуске
Практически все стали подчиняются закону: повышение температуры отпуска — снижение прочностных характеристик и повышение пластических, как показано на рисунке ниже.
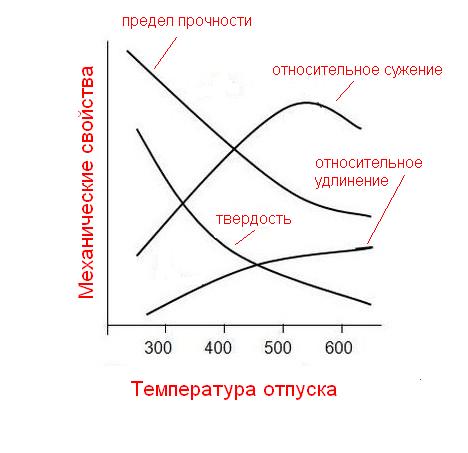
Влияние температуры отпуска на механические свойства стали
Такая закономерность не касается быстрорежущих инструментальных легированных карбидообразующими элементами сталей.
Отпуск быстрорежущих инструментальных сталей
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут.
При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
Отпуск стали (высокий, низкий, средний) применяют для того, чтобы получить более устойчивое структурное состояние сплава. Узнаем, что он собой представляет, как осуществляется, есть ли побочные эффекты и возможно ли сделать его самостоятельно в домашних условиях.
1 Что такое отпуск стали?
Это последний этап термической обработки, на котором сплав нагревают до температуры, не превышающей теплоту превращения, затем выдерживают нужное время и постепенно охлаждают с заданной скоростью. Потребность в этом возникает потому, что после термического воздействия, например, той же закалки, в материале очень часто появляются внутренние напряжения, которые негативно влияют на его свойства. Чтобы их устранить, следует осуществить вышеупомянутую операцию. Так сталь вновь возобновляет требуемые механические свойства.

Причем чем больше будет температура отпуска стали, тем он будет более эффективным, полнее снимутся осевые, тангенциальные и радиальные напряжения. В первые 15–30 минут выдержки процесс проходит наиболее интенсивно. Однако чтобы снизить значение напряжений до минимума, следует продлить время выдержки хотя бы до 1,5 часа (в индивидуальных случаях оно может достигать даже десятка часов), и тогда получится максимально возможный результат для данного температурного режима.

Но не стоит недооценивать и скорость, с которой осуществляется охлаждение - чем она меньше, тем меньше будут остаточные напряжения. А сочетание быстрой скорости охлаждения с высокой температурой (более 600°С) будет не то, чтобы малоэффективно, но и, напротив, способствуют возникновению новых тепловых напряжений. Также огромное значение играет и температурный режим, в зависимости от которого принято различать следующие виды отпуска стали: низкий, средний и высокий. Рассмотрим более подробно каждый из них.
2 Низкотемпературный и средний отпуск – технологии процессов
В этом случае осуществляют нагрев до 250°С, благодаря которому снижаются внутренние напряжения. Вместо мартенсита закалки появляется отпущенный мартенсит, что способствует повышению прочностных характеристик, а также улучшению вязкости сплава, при этом такие превращения практически не отражаются на твердости материала. Твердость закаленной стали остается прежней (HRC 58–63), а значит, она будет иметь и достаточно высокую износостойкость.
Но учтите, что даже после того, как будет проведен низкотемпературный отпуск закаленной стали, под нагрузкой динамического характера она все же будет разрушаться.

Поэтому такому виду обработки актуально подвергать измерительные и режущие инструменты, сделанные из низколегированных и углеродистых сталей. Кроме того, детали, претерпевшие цементацию, поверхностную закалку, нитроцементацию и цианирование, также проходят низкотемпературный отпуск. В среднем данная операция длится от одного часа до 2,5, но если речь идет о деталях большого сечения, то время стоит увеличить.
Его температурный режим находится в пределах от 350 и до 500°С. В результате превращения при отпуске стали такого рода формируется троостомартенсит и сталь приобретает твердость HRC 40–50. Ее в основном применяют для штампов, рессор, а также пружин. У деталей значительно повышается предел упругости, выносливости и релаксационная стойкость.

Следует очень аккуратно подбирать температурный режим, так как, допустив ошибку, можно вызвать необратимую отпускную хрупкость. Охлаждение же лучше проводить в воде. В этой среде на поверхности материала появляются остаточные сжимающие напряжения, способствующие увеличению предела выносливости.
3 Высокотемпературный отпуск – чем характерна такая обработка?
Если температура превышает 500°С, то такой отпуск называется высокотемпературным либо просто высоким. Структура стали после данной обработки – сорбит отпуска. Причем из всех вышеописанных этот вид наиболее эффективный, так как получается идеальное соотношение вязкости и прочности сплава. При этом стоит учитывать, что закалка стали в сочетании с последующей высокотемпературной обработкой способствует повышению предела текучести, прочности, ударной вязкости, а также относительному сужению.

Благодаря таким результатам подобное сочетание принято называть улучшением. Целесообразно оно для конструкционных и среднеуглеродистых сталей, к которым предъявляются особые требования. А в частности, к их пределу прочности, текучести, выносливости и ударной вязкости. При этом имейте в виду, что твердость в этом случае несколько снизится, поэтому рассчитывать на улучшение износостойких характеристик не стоит. Однако у сплава несколько уменьшится чувствительность к концентраторам напряжений, порог хладноломкости, увеличится работа развития трещины, что способствует повышению конструктивной прочности материала.

Так как выдержки в заданном температурном режиме около двух часов достаточно, чтобы устранить практически все остаточные напряжения, то данная операция обычно не длится более шести часов. Однако есть и индивидуальные случаи, когда деталь обрабатывают и несколько десятков часов, дабы предотвратить появления внутренних трещин (флокенов).
4 Процесс отпуска стали – домашняя мастерская
Как было сказано выше - на процесс отпуска стали, вернее на его эффективность, влияет скорость охлаждения, а, следовательно, и среда, в которой оно происходит. Итак, если охлаждение после отпуска будет происходить на воздухе, то в результате напряжений на поверхности сплава будет в семь раз меньше. А если сравнивать масляную среду с водой, то в первом случае напряжений останется в 2,5 раза меньше, нежели во втором. Именно по этим причинам всем элементам, имеющим сложные формы, рекомендуется давать остывать с меньшей скоростью, дабы избежать коробления. Исключением являются только лишь легированные стали, склонные к обратимой отпускной хрупкости, их-то следует после нагрева до 500–650°С охладить достаточно быстро.

Безусловно, на производстве проведение такой операции не вызывает никаких сложностей. А получится ли самостоятельно усовершенствовать материал, который часто находится под напряжением - возможен ли отпуск стали в домашних условиях? Ведь некоторые умельцы не против смастерить что-либо своими руками. Так, например, делая тот же нож, его необходимо подвергнуть термической обработке, дабы лезвие обладало нужными свойствами. А просто закаленный предмет разрушится при первом же ударе об кость. Итак, конечно же, произвести высокотемпературный отпуск дома будет довольно сложно, но нагреть предмет до 300°С вполне возможно. Для этого можно опустить его в расплавленный свинец, так как он имеет именно такую температуру плавления. Кроме того, можно воспользоваться и обыкновенной газовой либо электрической духовкой. А затем просто дать изделию постепенно остыть на воздухе.
Таким образом, видно, что средний, низкотемпературный, высокотемпературный отпуск является обязательным этапом термической обработки сплавов, благодаря которому такие свойства, как вязкость и пластичность, значительно улучшаются. А уж какой из этих видов выбрать, зависит от материала и назначения обрабатываемого элемента.
Читайте также: