
Протокол узк сварных швов образец заполнения
Обновлено: 25.06.2024
1.1 Настоящий стандарт устанавливает требования к порядку проведения контроля, средствам контроля, персоналу, обработке и оформлению результатов контроля, а также требования безопасности.
1.2 Настоящий стандарт распространяется на сварные соединения и наплавленные покрытия оборудования и трубопроводов атомных энергетических установок (АЭУ) и других элементов атомных станций, выполненных в соответствии с требованиями федеральных норм и правил в области использования атомной энергии, устанавливающих:
- требования к устройству и безопасной эксплуатации оборудования и трубопроводов АЭУ;
- требования к устройству и эксплуатации локализующих систем безопасности АС;
- требования к сварке и наплавке оборудования и трубопроводов АЭУ;
- правила контроля металла оборудования и трубопроводов АЭУ при изготовлении и монтаже (ПК);
- правила контроля основного металла, сварных соединений и наплавленных поверхностей при эксплуатации оборудования, трубопроводов и других элементов АС.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 23829 Контроль неразрушающий акустический. Термины и определения
ГОСТ 25347 (ISO 286-2:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ Р 50.05.05 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Унифицированные методики. Ультразвуковой контроль основных материалов (полуфабрикатов)
ГОСТ Р 50.05.11 Система оценки соответствия в области использования атомной энергии. Персонал, выполняющий неразрушающий и разрушающий контроль металла. Требования и порядок подтверждения компетентности
ГОСТ Р 50.05.15 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Термины и определения
ГОСТ Р 50.05.16 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Неразрушающий контроль. Метрологическое обеспечение
ГОСТ Р 55724 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Р 55808 Контроль неразрушающий. Преобразователи ультразвуковые. Методы испытаний
ГОСТ Р ИСО 5577 Контроль неразрушающий. Ультразвуковой контроль. Словарь
В настоящем стандарте применены термины по ГОСТ Р 50.05.15, ГОСТ Р ИСО 5577, ГОСТ Р 55724, ГОСТ 23829, а также следующие термины с соответствующими определениями:
3.1 головная волна: Продольная волна, распространяющаяся вдоль контактной (и/или донной) поверхности контролируемого(ой) элемента (среды), и сопутствующие ей боковые (продольная и поперечная) волны.
3.2 дефект: Каждое отдельное несоответствие оборудования, трубопроводов и других элементов АС установленным требованиям.
3.3 эхо-сигнал; эхо-сигнал от отражателя; сигнал: Ультразвуковой сигнал, отраженный от неоднородности среды или границы раздела сред, вернувшийся к излучателю-приемнику.
3.4 условный размер (протяженность, ширина, высота) дефекта: Размер в миллиметрах, соответствующий зоне между крайними положениями преобразователя, в пределах которой фиксируют сигнал от несплошности при заданном уровне чувствительности.
3.5 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности равны.
3.6 эквивалентная высота корневой трещиноподобной несплошности: Высота углового перпендикулярного донной поверхности отражателя (двугранный угол паза и донной поверхности), расположенного на том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала от несплошности и паза равны.
В настоящем стандарте применены следующие сокращения:
АРД - диаграмма-график зависимости амплитуд эхо-сигнала, расстояния до несплошности, эквивалентного диаметра (или площади) несплошности;
АСД - автоматический сигнализатор дефекта;
ВВЭР - водо-водяной энергетический реактор;
ГМО - головная материаловедческая организация;
ГЦТ - главный циркуляционный трубопровод;
КО - калибровочный образец;
НП - наклонный преобразователь;
НО - настроечный образец;
ПГВ - преобразователь головных волн;
ПК - правила контроля;
КД - конструкторская документация;
ПС - прямой совмещенный;
ПЭП - пьезоэлектрический преобразователь;
РБМК - реактор большой мощности канальный;
РУ - реакторная установка;
СПВЗ - с правом выдачи заключений;
СКО - среднеквадратичное отклонение;
СС - сварное соединение;
ТД - технологическая (техническая) документация;
ТКК - технологическая карта контроля;
УЗ - ультразвук (ультразвуковой);
УЗК - ультразвуковой контроль.
5.1 Общие требования
5.1.1 Настоящий стандарт включает методики УЗК:
- стыковых, угловых и тавровых СС с толщиной свариваемых элементов от 2 до 400 мм;
- предварительных (переходных) и усиливающих наплавленных покрытий из перлитной и аустенитной сталей на деталях и кромках СС при толщине наплавки от 4 до 40 мм и толщине основного металла не менее 10 мм;
- зоны сплавления антикоррозионных наплавленных покрытий, выполненных аустенитными материалами толщиной 4 мм и более.
5.1.2 Радиус кривизны околошовной наружной поверхности должен быть не менее 150-10 мм для продольных швов, 100-10 мм для наплавленных покрытий, 12,5-2 мм для кольцевых швов. Внутренний радиус кривизны сварной детали при УЗК угловых швов должен быть не менее 50-5 мм.
5.1.3 УЗК по методикам, представленным в настоящем стандарте, обеспечивает выявление несплошностей эквивалентной площадью не менее величин, указанных в действующих правилах контроля. Характер и действительные размеры несплошности не определяются, за исключением случаев, отмеченных в 7.3.1.11.
5.1.4 УЗК не гарантирует выявления несплошностей на фоне мешающих отражателей в виде неровностей усиления и корневой части шва, конструктивных элементов свариваемых деталей и структурных неоднородностей, если не предусмотрены специальные способы их обнаружения и идентификации. Не гарантируется выявление несплошностей в пределах мертвой зоны ПЭП, а также непосредственно под усилением шва: для обеспечения УЗК таких зон следует применять дополнительные операции УЗК.
5.1.5 В СС УЗК подлежат металл шва, зоны сплавления и термического влияния. При этом ширина контролируемой зоны основного металла определена требованиями ПК.
5.1.6 В СС деталей различной номинальной толщины ширину указанной зоны определяют отдельно для каждой из сварных деталей.
5.1.7 Ширину контролируемых участков основного металла определяют от границы сварного шва, включая наплавленные покрытия на кромках.
5.1.8 УЗК проводят после исправления дефектов, обнаруженных при визуальном контроле, контроле герметичности, капиллярной и магнитопорошковой дефектоскопии, если последние предусмотрены ТД.
5.1.9 Сдаточный контроль проводят после окончательной термообработки сварного соединения и восстановления наплавленных покрытий, если они предусмотрены технологическим процессом. Рекомендуется проведение технологического пооперационного контроля на промежуточных стадиях изготовления изделия. При этом следует учитывать, что результаты технологического и сдаточного контроля могут не совпадать.
5.1.10 Требования представителей служб контроля по созданию необходимых условий для выполнения работ по контролю являются обязательными для администрации организации (предприятия), представляющей изделие на контроль.
5.1.11 Документация по контролю, содержащая отступления от требований настоящего стандарта или включающая новые методические решения, должна получить оценку соответствия после испытания изделий.
5.2 Организация работ
5.2.1 Для выполнения штатного УЗК, осуществления технологической подготовки контроля, проведения подготовительных, проверочных, учебно-методических работ, а также для хранения аппаратуры, ПЭП, образцов, вспомогательных приспособлений и другого инвентаря должны быть организованы подразделения (лаборатории, участки, группы) УЗК. Администрация предприятия обязана выделить соответствующие площади и помещения.
5.2.2 Подразделение УЗК организуется и действует на основании положения о лаборатории, группе, участке, утвержденного руководителем предприятия.
5.2.3 Подразделение УЗК должно быть оснащено: УЗ-дефектоскопами, серийными и специализированными ПЭП, соединительными высокочастотными кабелями, комплектами КО, НО, ТД, электроизмерительной и радиотехнической аппаратурой для проведения проверочных и ремонтных работ (при наличии подразделения по ремонту), вспомогательными устройствами (шаблонами, шкалами и др.), подводкой сети переменного тока 110 и/или 220 В частотой 50 Гц, подводкой горячей и холодной воды, шкафами для одежды и обуви, лабораторными и канцелярскими столами, стеллажами, шкафами для хранения аппаратуры, образцов, запасных частей, документации, электротельфером, стабилизатором питающего напряжения, слесарным инструментом, средствами измерений; емкостями с контактной смазкой, тележками для установки и транспортирования дефектоскопов и другим оборудованием и материалами, необходимыми для выполнения УЗК в конкретных условиях.
5.2.4 Участки контроля в цехе, на монтажной площадке рекомендуется оснащать роликоопорами, кантователями, розетками сети переменного тока 50 Гц.
5.2.5 При проведении УЗК крупногабаритных изделий, а также в условиях монтажа и ремонта должны быть обеспечены следующие условия:
- леса и подмостки должны обеспечивать безопасное и удобное расположение контролера, аппаратуры и контролируемого изделия;
- яркие источники света (посты электросварки, резки и т.п.), расположенные на расстоянии менее 15 м от места проведения УЗК, должны быть экранированы;
- не допускается проведения работ, вызывающих вибрацию и загрязнение абразивной пылью контролируемого изделия, на расстоянии менее чем 10 м;
- при ярком дневном свете или сильном искусственном освещении, затрудняющем наблюдение изображения на экране дефектоскопа, должны быть приняты меры к затемнению экрана дефектоскопа или мест контроля.
5.2.6 Колебания напряжения в электрической сети, к которой подключают дефектоскопы, не должны превышать значений, указанных в техническом описании дефектоскопа.
При больших колебаниях напряжения дефектоскопы следует подключать через стабилизаторы.
5.2.7 УЗК проводят при температуре окружающего воздуха и контролируемой поверхности от 5 до 40 °С. Допускаются применение тепляков и подогрев металла.
5.2.8 Для изделий, допускающих кантование, проведение УЗК в потолочном положении не допускается.
5.2.9 Проведение ручного УЗК с 0 до 6 ч местного времени не допускается.
5.2.10 Рекомендуется проводить УЗК звеном в количестве двух контролеров. При этом один из них должен иметь право выдачи заключения.
5.2.11 Контролеры должны быть обеспечены специальной одеждой (костюмами, комбинезонами, халатами), обтирочными материалами (обрезками ткани с хорошей смачиваемостью), кремом для рук, мылом, полотенцами, блокнотами и пишущими инструментами. Нормы расхода специальной одежды и материалов устанавливаются предприятием (организацией) в зависимости от объемов и условий работы.
5.2.12 Подготовленные для работы поверхности необходимо проверить на соответствие требованиям 6.8.9, 6.8.10, непосредственно перед УЗК тщательно протереть ветошью и покрыть слоем контактной смазки.
5.2.13 Контактная смазка должна обладать достаточной смачиваемостью, вязкостью и однородностью, быть прозрачной для УЗ в рабочем диапазоне частот, легко удаляться с поверхности, быть безвредной для контролера и пожаробезопасной. При большой кривизне поверхности контролируемого изделия и при работе в вертикальном и/или потолочном положениях следует использовать контактную смазку более густой консистенции.
5.2.13.1 Вещества, входящие в состав контактной смазки, и сама контактная смазка не являются дефектоскопическими материалами и входному контролю не подлежат.
5.2.13.2 Некоторые применяемые типы контактных смазок приведены в приложении А.
5.3 Общие требования при подготовке к ультразвуковому контролю
5.3.1 Подготовку поверхности для проведения УЗК осуществляют соответствующие службы владельца объекта контроля, поэтому в обязанности контролера это не входит. Контроль проводят по ТКК.
5.3.2 Подготовка документации на контроль
5.3.2.1 Документы по 5.3.2 должны соответствовать требованиям настоящего стандарта, иметь номер и отражать рабочую технологию контроля конкретного СС, наплавленного покрытия.
5.3.2.2 ТКК должны содержать информацию о конструкции и категории объекта контроля, степени контроледоступности, схеме и направлениях прозвучивания, ширине зоны зачистки, конкретных номинальных параметрах УЗК (применяемая частота и углы ввода УЗ), параметрах сканирования (шаг), дефектоскопах и ПЭП, способах настройки диапазона развертки и чувствительности, оценку качества сварного соединения, разрядности работ.
5.3.2.3 Документацию по контролю должен разрабатывать специалист, имеющий уровень квалификации не ниже СПВЗ. Каждая ТКК должна быть подписана разработчиком технологии УЗК, проверяющим руководителем службы контроля с указанием даты и иметь учетный номер. При укрупнении объекта контроля (в том числе и на заводах-изготовителях) и на монтаже допускается использовать типовые ТКК.
5.3.2.4 Для серии однотипных соединений разрабатывают одну ТКК или технологический процесс.
5.3.2.5 Выбор схем прозвучивания, параметров УЗК проводят в соответствии с требованиями раздела 6.
5.3.2.6 ТКК, содержащие отступления от требований настоящего стандарта или включающие новые методические решения, должны проходить оценку соответствия в форме испытаний.
6.1 Методики и операции ультразвукового контроля
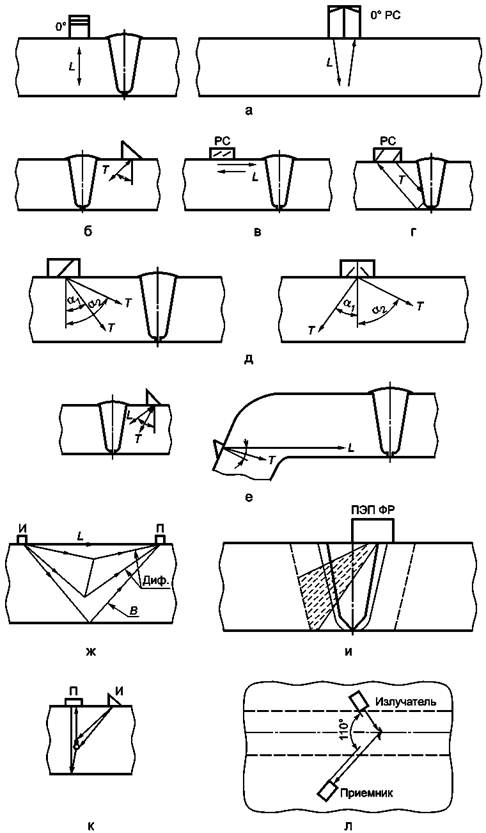
6.1.1 Схемы контроля, направление(я) прозвучивания, характеристики ПЭП при УЗК стыковых, угловых и тавровых соединений трубопроводов, сосудов и листовых конструкций выбирают по таблицам 1 - 3 и рисункам 1 - 4, исходя из необходимости обеспечения прозвучивания центральным лучом всего сечения сварного соединения с учетом его толщины и конструкции.
При УЗК СС и наплавок применяют следующие операции прозвучивания:
а) продольными волнами с углом ввода 0° (прямым ПЭП) (рисунок 1а);
б) поперечными волнами с углом ввода более третьего критического угла (33,5°) (рисунок 1б);
в) головными волнами (рисунок 1в);
д) поперечными волнами с углом ввода более третьего критического угла двумя УЗ-пучками с одинаковыми и/или различными углами ввода (рисунок 1д);
е) продольными волнами с углом ввода более 10° (с одновременным возбуждением поперечных волн с углом ввода менее третьего критического угла) (рисунок 1е);
ж) дифракционно-временным способом (TOFD) (рисунок 1ж);
и) продольными и/или поперечными волнами с секторным сканированием луча [метод антенных (фазированных) решеток] (рисунок 1и);
к) дельта-методом продольными и/или поперечными волнами (рисунок 1к);
л) стредл-методом (рисунок 1л).
6.2 Стыковые сварные соединения
6.2.1 Стыковые СС толщиной более 60 мм при наличии доступа контролируют прямым лучом с двух поверхностей с обеих сторон шва по схемам, приведенным на рисунке 2а.
6.2.2 Стыковые СС толщиной менее 60 мм, кольцевые швы трубопроводов и сосудов внутренним диаметром менее 800 мм следует контролировать с одной поверхности прямым и однократно отраженным лучами (рисунок 2б).
6.2.3 Стыковые СС с удаленным усилением шва контролируют дополнительно прямым или прямым PC ПЭП, выбираемым по таблице 1.
6.2.4 Проведение УЗК с одной стороны с одной поверхности однократно отраженным лучом допускается в тех случаях, когда конструкция СС или основной металл одного из элементов не позволяют проводить УЗК с обеих сторон (поверхностей) соединения (рисунок 2в), при этом степень контроледоступности понижается на одну ступень, например СС труб с литыми деталями или наличие несплошностей в основном металле.
ГОСТ Р 55724-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ
Non-destructive testing. Welded joints. Ultrasonic methods
Дата введения 2015-07-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным предприятием "Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта" (НИИ мостов), Государственным научным центром РФ "Открытое акционерное общество "Научно-производственное объединение "Центральный научно-исследовательский институт технологии машиностроения" (ОАО НПО "ЦНИИТМАШ"), Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при Московском государственном техническом университете им.Н.Э.Баумана"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 371 "Неразрушающий контроль"
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
1 Область применения
Настоящий стандарт устанавливает методы ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений с полным проваром корня шва, выполненных дуговой, электрошлаковой, газовой, газопрессовой, электронно-лучевой, лазерной и стыковой сваркой оплавлением или их комбинациями, в сварных изделиях из металлов и сплавов для выявления следующих несплошностей: трещин, непроваров, пор, неметаллических и металлических включений.
Настоящий стандарт не регламентирует методы определения реальных размеров, типа и формы выявленных несплошностей (дефектов) и не распространяется на контроль антикоррозионных наплавок.
Необходимость проведения и объем ультразвукового контроля, типы и размеры несплошностей (дефектов), подлежащих обнаружению, устанавливаются в стандартах или конструкторской документации на продукцию.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.001 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 18353* Контроль неразрушающий. Классификация видов и методов
ГОСТ 18576-96 Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые
ГОСТ Р 55725 Контроль неразрушающий. Преобразователи ультразвуковые пьезоэлектрические. Общие технические требования
ГОСТ Р 55808 Контроль неразрушающий. Преобразователи ультразвуковые. Методы испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 А-развертка: Форма представления ультразвукового сигнала на экране ультразвукового прибора, при котором ось абсцисс представляет время, а ось ординат - амплитуду.
3.1.2 акустическая ось: Линия, соединяющая точки максимальной интенсивности акустического поля в дальней зоне преобразователя и ее продолжения в ближней зоне.
3.1.3 АРД-диаграмма: Графическое изображение зависимости амплитуды отраженного сигнала от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
3.1.4 боковое цилиндрическое отверстие: Цилиндрический отражатель, расположенный параллельно поверхности ввода.
3.1.5 дефект: Каждое отдельное несоответствие продукции установленным требованиям.
3.1.6 иммерсионный способ: Акустический контакт через слой жидкости, толщиной больше пространственной длительности акустического импульса для импульсного излучения или нескольких длин волн для непрерывного излучения.
3.1.7 контактный способ: Акустический контакт через слой вещества толщиной менее половины длины волны.
3.1.8 контролепригодность: Свойство объекта, характеризующее его пригодность к проведению диагностирования (контроля) заданными средствами диагностирования (контроля).
3.1.9 мера (калибровочный образец): Образец из материала определенного состава с заданными чистотой обработки поверхности, режимом термообработки, геометрической формой и размерами, предназначенный для калибровки (поверки) и определения параметров ультразвукового прибора неразрушающего контроля.
3.1.10 мертвая зона: Область, прилегающая к поверхности ввода, в пределах которой не регистрируются эхо-сигналы от несплошностей.
3.1.11 настроечный образец: Образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий определенные отражатели; используется для настройки амплитудной и (или) временной шкалы ультразвукового прибора.
3.1.12 несплошность: Нарушение однородности материала.
3.1.13 плоскодонный отражатель: Плоский отражатель, имеющий форму диска.
3.1.14 преобразователь: Электроакустическое устройство, имеющее в своем составе один или более активных элементов и предназначенное для излучения и (или) приема ультразвуковых волн.
3.1.15 стрела преобразователя: Расстояние от точки выхода луча наклонного преобразователя до его передней грани.
3.1.16 точка выхода луча: Точка пересечения акустической оси преобразователя с его рабочей поверхностью.
3.1.17 щелевой способ: Акустический контакт через слой жидкости, толщиной порядка длины волны.
3.1.18 электромагнитоакустический преобразователь; ЭМА-преобразователь: Преобразователь, принцип действия которого основан на явлении магнитной индукции (эффекте Лоренца) или магнитострикции материала объекта контроля, при котором электрические колебания преобразуются в звуковую энергию или наоборот.
3.1.19 SKH-диаграмма: Графическое изображение зависимости коэффициента выявляемости от глубины залегания плоскодонного искусственного отражателя с учетом его размера и типа преобразователя.
3.1.20 браковочный уровень чувствительности: Уровень чувствительности, при котором принимается решение об отнесении выявленной несплошности к классу "дефект".
3.1.21 дифракционный способ: Способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи и основанный на приеме и анализе амплитудных и/или временных характеристик сигналов волн, дифрагированных на несплошности.
3.1.22 контрольный уровень чувствительности (уровень фиксации): Уровень чувствительности, при котором производят регистрацию несплошностей и оценку их допустимости по условным размерам и количеству.
3.1.23 опорный сигнал: Сигнал от искусственного или естественного отражателя в образце из материала с заданными свойствами или сигнал, прошедший контролируемое изделие, который используют при определении и настройке опорного уровня чувствительности и/или измеряемых характеристик несплошности.
3.1.24 опорный уровень чувствительности: Уровень чувствительности, при котором опорный сигнал имеет заданную высоту на экране дефектоскопа.
Р Газпром 2-2.3-322-2009

Перед проведением работ следует провести настройку и проверку работоспособности: Значение поправки чувствительности -электронно-акустического тракта -см. п риложение 5 РЭ [ 7 ]);
ГО ,У7 Г1,У6 У4 Г2,У0 У4 Г3 Г6,У5 Г3 Г5,У2 Г4,У3
Автоматизированный контроль основного металла околошовной зоны на наличие расслоений
Р Газпром 2-2.3-322-2009
Приложение Л
Пример формы заключения по результатам ручного ультразвукового контроля

Наименование лаборатории НК Свидетельство об аттестации №
по контролю качества сварного соединения ультразвуковым методом
Местоположение на сварном соединении
Заключение по качеству сварного соединения: .
Приложение М
Пример формы заключения по результатам автоматизированного ультразвукового контроля

Наименование лаборатории НК Свидетельство об аттестации №
по АУЗК сварного соединения № и околошовной зоны ультразвуковым методом
Дефекты в сварном соединении.
** Допускается выдавать заключение о качестве АУЗК сварного соединения в протоколе АУЗК с приведением характеристик и описанием объекта контроля, используемого оборудования, СОП, выявляемых дефектов.
![]()
![]()
Библиография
[1] Правила безопасности
Правила аттестации персонала в области неразрушающего контроля
[2] Европейские нормы EN 1713:1998*
Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Характеристика индикаций дефектов сварных швов
[3] Европейские нормы EN 1712:1997*
Неразрушающий контроль сварных швов. Ультразвуковой контроль сварных соединений. Уровни приемки
[4] Европейские нормы EN 1714:1998*
Неразрушающий контроль сварных соединений. Ультразвуковой контроль сварных соединений
[5] Правила техники безопасности при эксплуатации электроустановок потребителей -ПТБ) -утверждены приказом Главгосэнергонадзора от 21.12.1984 г.)
[6] Санитарные правила и нормы
Гигиенические требования при работах с источниками воздушного и контактного ультразвука промышленного, медицинского и бытового назначения
[8] Методика оценки шероховатости и волнистости поверхности объектов контроля и корректировки чувствительности ультразвукового дефектоскопа -согласована Госгортехнадзором России письмом № 12-21/286 от 26.05.1993 г.)
[9] Международный стандарт ISO 2400:1972*
Стальные сварные швы. Стандартный блок для калибровки оборудования для ультразвукового контроля
[10] Международный стандарт ISO 7963:2006*
Неразрушающий контроль. Ультразвуковой контроль. Технические условия для эталонного образца № 2
![]()
Ключевые слова: сварка -наплавка), строительство, ремонт, дефектный участок, газопровод, сварное соединение, ультразвуковой контроль качества, критерий контролепригодности, методика контроля
Читайте также:
- Причина ревизии бухгалтерская отчетность в приказе
- Запрос в лизинговую компанию о предоставлении документов
- Протокол лабораторных испытаний воды сколько действует
- Возражение и ходатайство на исковое заявление о недействительности договора займа
- На сайте научно технического центра система кроме банка законодательных актов представлены такие как