
Сколько опорных точек необходимо создать чтобы обеспечить полное базирование
Обновлено: 26.07.2024
106. Как называется база, лишающая заготовку трех степеней свободы?
г) двойная направляющая
107. Как называется база, лишающая заготовку двух степеней свободы?
б) двойная направляющая
108. Как называется база, лишающая заготовку четырех степеней свободы7
а) двойная направляющая
109. Сколько опорных точек необходимо создать, чтобы обеспечить полное базирование
110. Поверхности, линии или точки заготовки и детали, используемые при базировании называются
а) позиционными связями
б) опорными точками
111. Как называется база, которая определяет положение других деталей, сборочных единиц или поверхностей
112. Как называется база, используемая для определения положения заготовки в процессе изготовления?
113. Какая технологическая база, непосредственно соприкасается с соответствующими установочными поверхностями приспособления
114. Как называется технологическая база, которая не предусмотрена конструкцией изделия
115. Для чего необходимы дополнительные опорные поверхности у заготовки?
а) для повышения жесткости и устойчивости
б) для повышения жесткости станка
в) для повышения жесткости инструмента
г) для снижения режимов резания
116. Как называется база, которая представляет собой воображаемые плоскости, линии или точки?
117. От чего зависит количество накладываемых на заготовку связей при изготовлении
а) от сложности заготовки
б) от количества поверхностей заготовки
в) от поставленной технологической задачи
г) от количества степеней свободы
118. Какие связи накладываются на заготовку при ее закреплении
119. В зависимости от технологической задачи, заготовка может лишаться
а) 6 степеней свободы
б) больше 6 степеней свободы
в) от 3 до 6 степеней свободы
г) меньше 3 степеней свободы
120. В каком типе производства наиболее широко используются проверочные базы
121. Черновая база – это база для обработки…
а) чистовых поверхностей
б) черновых поверхностей
122. Сколько раз в основном должна использоваться черновая база
б) не ограниченно
в) не более двух раз
г) до чистовой обработки
123. Чтобы обеспечить правильное взаимное расположение системы обработанных и необработанных поверхностей в качестве черновой базы выбираются поверхность,…
а) которая затем чисто обрабатывается
б) которая не обрабатывается
в) которая обрабатывается начерно
г) которая шлифуется
124. Чтобы обеспечить минимальный съем припуска с какой-то поверхности, необходимо чтобы эта поверхность …
а) использовалась в качестве чистовой базы
б) использовалась в качестве черновой базы
в) использовалась в качестве технологической базы
г) использовалась в качестве конструкторской базы
125. Для распределения равномерного припуска на кокой-то поверхности целесообразно в качестве черновой базы использовать…
а) параллельную поверхность
б) эту поверхность
в) необработанную поверхность
г) обработанную поверхность
126. Какие поверхности необходимо использовать в качестве технологических баз, чтобы обеспечить высокую точность обработки
а) поверхности, которые чисто обрабатываются
б) поверхности, которые являются конструкторскими и измерительными базами
в) поверхности, которые имеют высокую твердость
г) поверхность, которая является настроечной базой
127. Когда возникает погрешность базирования
а) при несовпадении измерительной и конструкторской баз
б) при несовпадении технологической и измерительной баз
в) при нарушении принципа постоянства баз
г) при неправильности выбора измерительной базы
128. Чему равна погрешность базирования
а) размеру, связывающему измерительную и технологическую базы
б) сумме допусков на размеры, связывающие технологическую и измерительную базы
в) сумме допусков на размеры, связывающие конструкторскую и измерительную базы
г) размеру, связывающему измерительную и конструкторскую базы
129. Что обычно предпринимают, если точность размеров не выполняется из-за погрешности базирования?
а) вводят дополнительную обработку
б) ужесточают допуски на размеры, связывающие технологические и измерительные базы
в) изготавливают брак, который затем доделывают
г) используют принцип постоянства баз
130. В чем заключается принцип постоянства баз
а) постоянно обрабатывают одну и ту же поверхность
б) без надобности не меняют базы
в) обеспечивают совпадение конструкторских и технологических баз
г) обеспечивают совпадение технологических и измерительных баз
131. Какая погрешность увеличивается при несоблюдении принципа постоянства баз?
а) погрешность базирования
б) погрешность закрепления
в) погрешность взаимного расположения поверхностей
г) погрешность установки

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).


Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
1. Базирование и базы в машиностроении Пример построения системы О 1 Х 1 У 1 Z 1 при контакте тел по реальным поверхностям Рис.2.1. Пример построения системы О 1 ,Х 1 ,У 1 , Z 1 при контакте тел по реальным поверхностям: I – установочная база; II – направляющая база; III – опорная база; 1-6 – точки контакта.
Условное изображение опорных точек Опорная точка – точка, символизирующая одну из связей заготовки или изделия с избранной системой координат. Рис.2.2. Условное изображение опорных точек: а – главный вид; б - вид сверху.
Придание заготовке или изделию требуемого положения относительно выбранной системы координат называется базированием . Базой называется поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования. Схема базирования – схема расположения опорных точек на базах заготовки или изделия
Рис.2.3. Пример построения системы О 1 ,Х 1 ,У 1 , Z 1 при контакте тел по идеализированным поверхностям: I – установочная база; II – направляющая база; III – опорная база; 1-6 – опорных точки.
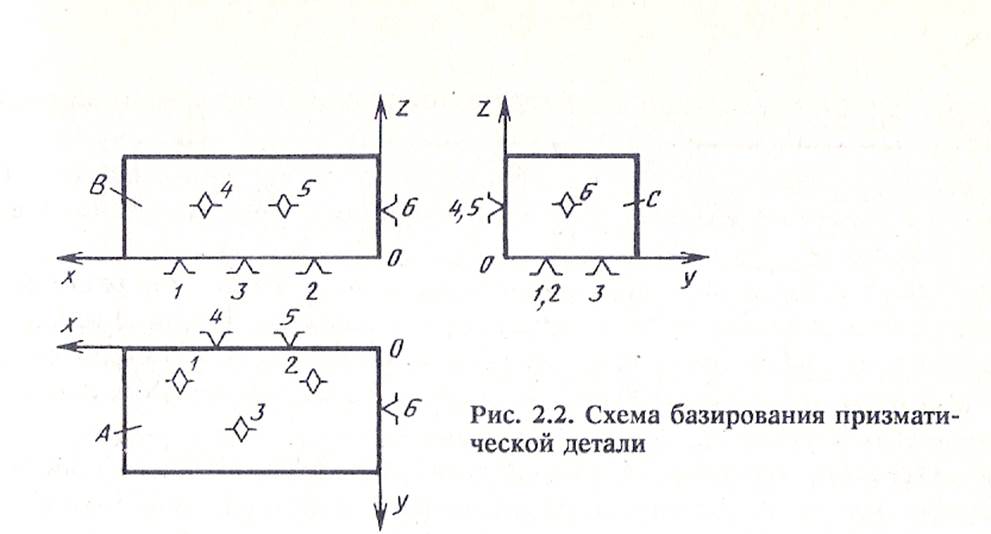
Схема базирования призматической детали а) б) Рис.2.4. Схема базирования призматической детали: а – по реальным поверхностям; б – по воображаемым осям; I , II , III – базы; 1-6 – опорные точки.
Совокупность трех баз, образующих систему координат заготовки или изделия, называется комплектом баз . Классификация баз. Базы в машиностроении классифицируются по 3-м признакам: по назначению; по лишаемым степеням свободы; по характеру проявления.
Схематически классификацию баз можно представить следующим образом. А. По назначению Конструкторская: Б. По лишаемым степеням свободы - основная Установочная - вспомогательная Направляющая В. По характеру Технологическая Опорная проявления Измерительная Двойная направляющая Скрытая Двойная опорная Явная
По назначению: Конструкторские: основные; вспомогательные. Технологические. Измерительные. Конструкторская база – база , используемая для определения положения детали или сборочной единицы в изделии.
Основная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии Рис.2.5. Схема к определению к основной конструкторской базы: I , II – основные базы вала.
Вспомогательная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия Рис.2.6. Схема к определению вспомогательной конструкторской базы: I , II , III – один из комплектов вспомогательных баз вала со шпонкой; 1 – базовая деталь, 2 – присоединяемая деталь, 3 - шпонка.
Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта Рис.2.7. Схема к определению технологической базы: I , II , III – комплект технологических баз, определяющих положение заготовки в приспособлении; 1 – заготовка; 2 - приспособление.
Измерительная база - база, используемая для определения относительного положения заготовки или изделия и средств измерения Рис.2.8. Схема к определению измерительной базы.
По лишаемым степеням свободы Установочная. Направляющая. Опорная. Двойная направляющая. Двойная опорная. Установочная база – база , лишающая заготовку или изделие трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей. Направляющая база - база , лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси. Опорная база - база , лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси .
Рис.2.9. Схема к определению баз по лишаемым степеням свободы: I – установочная база; II – направляющая база; III – опорная база; 1 – заготовки; 2 – опоры приспособления.
Двойная направляющая база - база , лишающая заготовку или изделие четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг этих осей. Рис.2.10. Схема базирования с двойной направляющей базой: I – двойная направляющая база детали; 1 – деталь.
Двойная опорная база - база , лишающая заготовку или изделие двух степеней свободы – перемещений вдоль двух координатных осей. Рис.2.11. Схема базирования с двойной опорной базой: I – двойная опорная база детали; 1 - деталь.
По характеру проявления: Скрытая база. Явная база Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки . Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Рис.2.12. Пример схемы базирования по скрытой базе: I – установочная явная база; II – направляющая скрытая база; III – опорная скрытая база; 1-6 – опорные точки; 7 – заготовка; 8 – губки самоцентрирующего патрона.
Рис 2.13. Установка заготовки по плоскости основания и двум боковым сторонам: 1-6 – опорные точки.
Рис.2.14. Установка заготовки по плоскости (на магнитной плите): 1-6 – опорные точки.
Рис.2.15. Установка заготовки по плоскости и двум отверстиям: 1-6 – опорные точки.
Рис.2.16. Установка вала в трехкулачковом самоцентрирующем патроне: 1-6 – опорные точки.
Рис.2.17.Установка диска в трехкулачковом самоцентрирующем патроне: 1-6 – опорные точки.
Рис.2.18. Установка вала в центрах: 1-6 – опорные точки; 7 – общая ось центровых отверстий.
Рис.2.19. Установка вала в призме: 1-6 – опорные точки.
Рис.2.20. Установка втулки на цилиндрической оправке (с зазором): 1-6 – опорные точки.
Рис.2.21. Установка втулки на разжимной оправке (без зазора): 1-6 – опорные точки.
Рис.2.22. Установка на станке заготовки корпусной детали с выверкой ее положения по разметочным рискам: 1-6 – опорные точки.
Рис.2.23. Установка заготовки по обрабатываемой поверхности при бесцентровом врезном шлифовании: 1-6 – опорные точки; 7 – заготовка; 8 –ведущий круг; 9 – опоры; 10 – шлифующий круг; 11- продольный
2 . Погрешность базирования заготовок При установке заготовки непосредственно на станке или в приспособлении для обработки достигаемая точность зависит от положения измерительной базы заготовки относительно режущего инструмента. Одной из причин неопределенности положения измерительной базы является погрешность базирования. Согласно ГОСТ 21.495 под погрешностью базирования понимается отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого.
Погрешность базирования (от не совмещения баз) возникает при не совмещении измерительной и технологической баз заготовки и определяется как предельное поле рассеяния расстояний между измерительной и технологической базами в направлении выдерживаемого размера.
Погрешность базирования (от не совмещения баз) равна нулю, если: совмещены измерительная и технологическая базы, к чему всегда следует стремиться при проектировании технологических процессов; размер получен мерным инструментом (например, ширина прямоугольного паза при фрезеровании трехсторонней дисковой или концевой фрезой за один проход и т.д.); направление выдерживаемого размера перпендикулярно направлению размера, характеризующего расстояние между измерительной и технологической базами.
Значение погрешности (от не совмещения баз) базирования определяют соответствующими геометрическими расчетами или анализом размерных цепей Рис. 2.24. Схема задания размеров в осевом сечении вала.
При выполнении размера Н 1 погрешность базирования равна проекции допуска Т АВ на направление выполняемого размера, т.е. =Т BD . В результате решения размерных цепей видно, что ; ; ; . С учетом этих соотношений ( 1 )
Путем аналогичных рассуждений и решения соответствующих размерных цепей получим: погрешность (от не совмещения баз) базирования при выполнении размера Н 2 ( 2 ) погрешность (от не совмещения баз) базирования при выполнении размера Н 3 ( 3 )
Чаще всего (плоскость на цилиндрической шейке вала расположена перпендикулярно оси призмы), в этом случае формулы (1), (2), (3) приобретают вид: (4) (5) (6)
3 . Понятия о служебном назначении изделия об исполнительных и вспомогательных поверхностях Под служебным назначением изделия понимается максимально уточненная и четко сформулированная задача, для решения которой предназначено изделие. По функциональному признаку все поверхности детали можно разделить на три вида: Исполнительные. Конструкторские базы: основные; вспомогательные. Свободные (вспомогательные), т.е. поверхности, помогающие в сочетании с другими рассмотренными поверхностями придать детали конструктивные формы, требуемые ее служебным назначениям.
Одной из основных задач технологии машиностроения является экономичное получение деталей, имеющих требуемую точность размеров, взаимного расположения и геометрической формы поверхностей, требуемую их шероховатость и качество поверхностного слоя материала. Для этого исполнительные поверхности и поверхности основных и вспомогательных конструкторских баз деталей, как правило, подвергают обработке, в то время, как свободные поверхности деталей, как правило, остаются не обработанными.
Необходимость обработки свободных поверхностей возникает лишь в ряде случаев: При изготовлении быстровращающихся деталей (уменьшение масс, облегчение динамической балансировки). С целью избежания попадания грязи и окалины при работе внутри корпуса. С целью повышения усталостной прочности. С целью повышения коррозионной стойкости. При использовании в качестве технологических баз (искусственно созданные базы). Когда на массу детали установлен достаточно жесткий допуск.
Типовые схемы установки заготовок в приспособлении (дополнительно)
Схема 1: Базирование по 3-ём плоскостям
Схема 2: Базирование по двум отверстиями и торцу детали
Схема 3: Базирование по наружной поверхности (в призме)
Схема 4: Установка цилиндрических деталей в кулачки самоцентрирующего патрона, цанги и т.д.
Схема 5: Установка деталей типа втулка в центрах
Погрешность базирования при фрезеровании уступа при установке заготовки в призму.
Базирование - придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База - поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования (рисунок 3.4).
Проектная база - база, выбранная при проектировании изделия, технологического процесса изготовления или ремонта этого изделия.
Действительная база - база, фактически используемая в конструкции, при изготовлении, эксплуатации или ремонте изделия.
Комплект баз - совокупность трех баз, образующих систему координат заготовки или изделия.
Схема базирования - схема расположения опорных точек на базах заготовки или изделия.
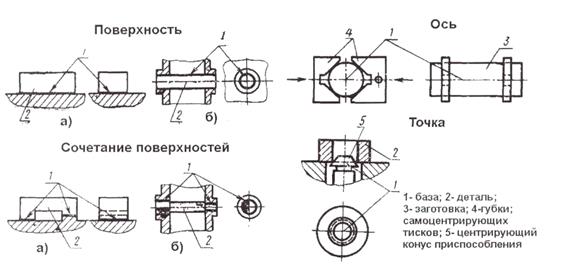 |
Рисунок 3.4 – Примеры баз
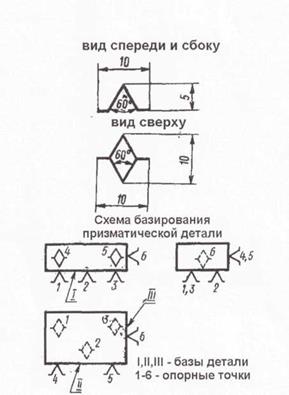 |
Все опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, из которой располагается наибольшее количество опорных точек. При наложении в какой-либо проекции одной опорной точки на другую, изображается одна точка и около нее проставляются номера совмещенных точек. Число проекций заготовки или изделия на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек (рисунок 3.5).
Рисунок 5 - Условное обозначение опорных точек
Классификация баз
Все многообразие поверхностей деталей изделия машиностроения сводится к четырем видам:
- исполнительные поверхности - поверхности, при помощи которых деталь выполняет свое служебное назначение;
- основные базы - поверхности при которых определяется положение данной детали в изделии;
- вспомогательные базы - поверхности, при помощи которых определяется положение присоединяемых деталей относительно данной;
- свободные поверхности - поверхности, не соприкасающиеся с поверхностями других деталей.
Базирование необходимо для всех стадий создания изделия: конструирования, изготовления, измерения, а также при рассмотрении изделия в сборе. Поэтому базы в машиностроении делятся на три вида: конструкторские, технологические и измерительные.
Группу конструкторских баз составляют основные и вспомогательные базы, образование которых имеет первостепенное значение при изготовлении деталей.
Независимо от назначения базы различаются по отнимаемым от заготовки, детали или сборочной единицы степеням свободы и по характеру проявления.
Исходя из этих соображений на рисунке 3.6 представлена схема классификации.
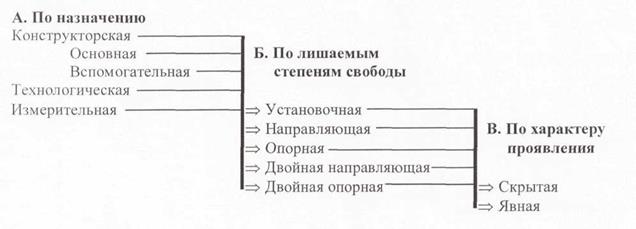
Рисунок 3.6 - Классификация баз
Характеристика баз
Конструкторская база - база, используемая для определения положения детали или сборочное единицы в изделии.
Конструкторская основная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рисунок 3.7а).
Конструкторская вспомогательная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия (рисунок 3.7б).
Технологическая база - база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
Измерительная база - база, используемая для определения относительного положения заготовки или изделия и средств измерения.
Установочная база - база, лишающая заготовку или изделие трех степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг двух других осей (рисунок 3.8).

Рисунок 3.7 - Конструкторские базы
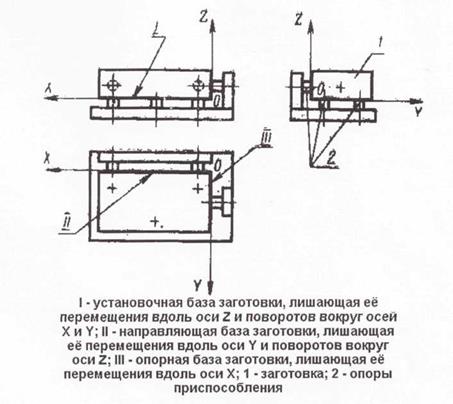
Рисунок 3.8 - Базирование призматической детали в приспособлении
Направляющая база - база, лишающая заготовку или изделие трех степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная база - база, лишающая заготовку или изделие одной степени свободы - перемещения вдоль одной координатной оси или поворота вокруг оси.
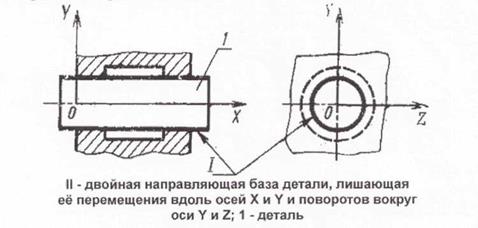
Рисунок 3.9 - Пример двойной направляющей базы
Двойная направляющая база - база, лишающая заготовку или изделие четырех степеней свободы - перемещений вдоль двух координатных осей и поворотов вокруг этих осей.
Двойная опорная база - база, лишающая заготовку или изделие двух степеней свободы - перемещений вдоль двух координатных осей (рис.3.10).
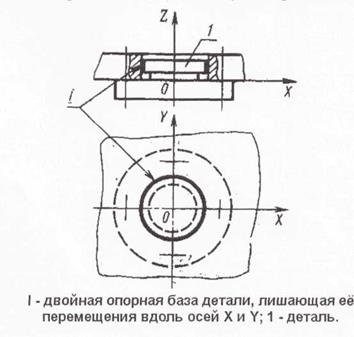
Рисунок 3.10 - Пример двойной опорной базы
Скрытая база - база заготовки или изделия в виде воображаемой поверхности, оси или точки.
Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
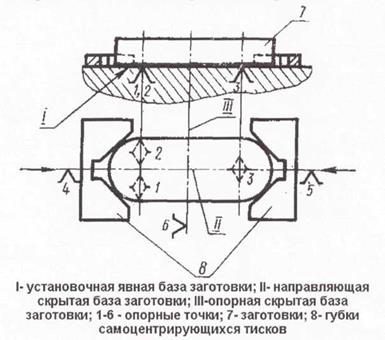
Рисунок 3.11 - Пример явных и скрытых баз
Полные и краткие наименования баз по нескольким классификационным признакам должны состоять из частей, стандартизированных терминов видов баз, соответствующих отдельным классификационным признакам и располагаемым в следующем порядке:
- по лишаемым степеням свободы;
- по характеру проявления.
Тема 5. Подряд. Возмездное оказание услуг: К адвокату на консультацию явилась Минеева и пояснила, что.
Конфликтные ситуации в медицинской практике: Наиболее ярким примером конфликта врача и пациента является.
Базирование - придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База - поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования (рисунок 3.4).
Проектная база - база, выбранная при проектировании изделия, технологического процесса изготовления или ремонта этого изделия.
Действительная база - база, фактически используемая в конструкции, при изготовлении, эксплуатации или ремонте изделия.
Комплект баз - совокупность трех баз, образующих систему координат заготовки или изделия.
Схема базирования - схема расположения опорных точек на базах заготовки или изделия.
| |
Рисунок 3.4 – Примеры баз
| |
Все опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, из которой располагается наибольшее количество опорных точек. При наложении в какой-либо проекции одной опорной точки на другую, изображается одна точка и около нее проставляются номера совмещенных точек. Число проекций заготовки или изделия на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек (рисунок 3.5).
Рисунок 5 - Условное обозначение опорных точек
Классификация баз
Все многообразие поверхностей деталей изделия машиностроения сводится к четырем видам:
- исполнительные поверхности - поверхности, при помощи которых деталь выполняет свое служебное назначение;
- основные базы - поверхности при которых определяется положение данной детали в изделии;
- вспомогательные базы - поверхности, при помощи которых определяется положение присоединяемых деталей относительно данной;
- свободные поверхности - поверхности, не соприкасающиеся с поверхностями других деталей.
Базирование необходимо для всех стадий создания изделия: конструирования, изготовления, измерения, а также при рассмотрении изделия в сборе. Поэтому базы в машиностроении делятся на три вида: конструкторские, технологические и измерительные.
Группу конструкторских баз составляют основные и вспомогательные базы, образование которых имеет первостепенное значение при изготовлении деталей.
Независимо от назначения базы различаются по отнимаемым от заготовки, детали или сборочной единицы степеням свободы и по характеру проявления.
Исходя из этих соображений на рисунке 3.6 представлена схема классификации.
Рисунок 3.6 - Классификация баз
Характеристика баз
Конструкторская база - база, используемая для определения положения детали или сборочное единицы в изделии.
Конструкторская основная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рисунок 3.7а).
Конструкторская вспомогательная база - конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия (рисунок 3.7б).
Технологическая база - база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
Измерительная база - база, используемая для определения относительного положения заготовки или изделия и средств измерения.
Установочная база - база, лишающая заготовку или изделие трех степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг двух других осей (рисунок 3.8).
Рисунок 3.7 - Конструкторские базы
Рисунок 3.8 - Базирование призматической детали в приспособлении
Направляющая база - база, лишающая заготовку или изделие трех степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная база - база, лишающая заготовку или изделие одной степени свободы - перемещения вдоль одной координатной оси или поворота вокруг оси.
Рисунок 3.9 - Пример двойной направляющей базы
Двойная направляющая база - база, лишающая заготовку или изделие четырех степеней свободы - перемещений вдоль двух координатных осей и поворотов вокруг этих осей.
Двойная опорная база - база, лишающая заготовку или изделие двух степеней свободы - перемещений вдоль двух координатных осей (рис.3.10).
Рисунок 3.10 - Пример двойной опорной базы
Скрытая база - база заготовки или изделия в виде воображаемой поверхности, оси или точки.
Явная база - база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Рисунок 3.11 - Пример явных и скрытых баз
Полные и краткие наименования баз по нескольким классификационным признакам должны состоять из частей, стандартизированных терминов видов баз, соответствующих отдельным классификационным признакам и располагаемым в следующем порядке:
- по лишаемым степеням свободы;
- по характеру проявления.
Методы исследования в анатомии и физиологии: Гиппократ около 460- около 370гг. до н.э. ученый изучал.
Установочная база лишает заготовку трех степеней свободы: перемещения вдоль одной координатной оси OZ и поворотов вокруг двух других осей – OX и OY.
Направляющая база лишает заготовку двух степеней свободы: перемещения вдоль одной координатной оси OY и поворота вокруг другой OZ.
Опорная база лишает заготовку одной степени свободы: перемещения вдоль одной координатной оси OX или поворота вокруг той же оси.
3) Классификация баз по характеру их проявления.
По характеру проявления различают явные (реальные) и скрытые (условные) базы (рис. 2.3).
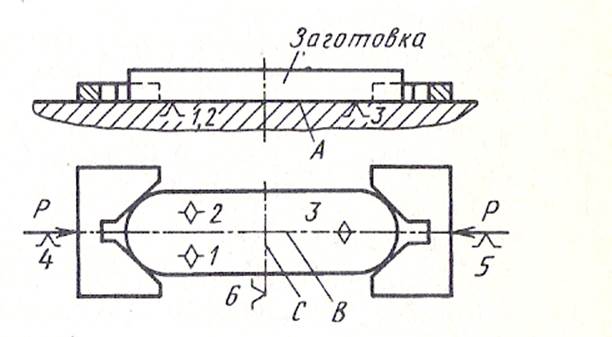
Рис. 2.3. Явные и скрытые технологические базы: А – установочная явная база; В, С – направляющая и опорные скрытые базы; 1…6 – опорные точки.
Явная база – база заготовки в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Скрытая база – база заготовки в виде воображаемой плоскости, оси или точки.
2.3. Выбор технологических баз
Общие требования к технологическим базам. Установочной базой обычно служит наибольшая поверхность заготовки, позволяющая разместить три опорные точки не на одной прямой и не большом расстоянии друг от друга.
Наиболее протяженную поверхность используют для направляющей базы, контактирующей с двумя опорными точками. Для опорной базы, находящейся в контакте с одной опорной точкой, можно использовать поверхность любых размеров и формы при условии отсутствия на ней дефектов (литников, заусенцев, литейных и штамповочных швов). Каждая из указанных баз определяет положение заготовки в направлении, перпендикулярном к этой базе, т.е. в направлении одной из осей системы координат.
При установке заготовки в приспособление или на станке в ряде случаев нет необходимости в полной ориентации заготовок в пространстве с использованием всего комплекта из трех баз, несущих шесть опорных точек. Число опорных точек определяется операцией, прежде всего числом выдерживаемых в ней операционных размеров и их расположением по отношению к осям координат. От этого зависит число баз, необходимых для базирования заготовки, а следовательно и число опорных точек.

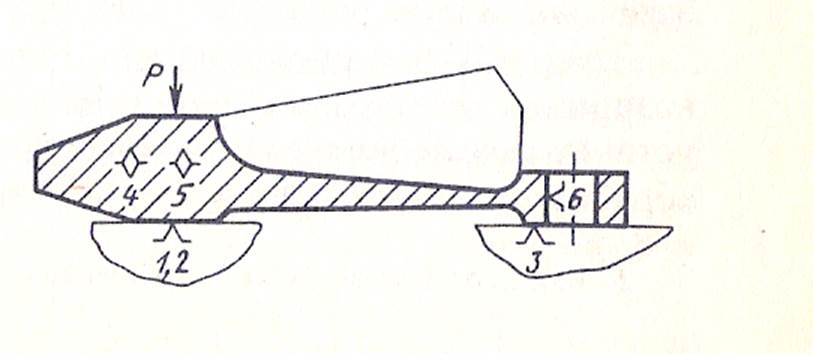
Рис. 2.4. Обработка детали при использовании одной (а), двух (б) и трех (в) баз: А, В, С – установочная, направляющая и опорная базы; 1…6 – опорные точки.
Так, например, при обработке плоскости призматической заготовки (рис. 2.4, а) ее ориентировка на станке в направлении горизонтальных осей координат для получения размера l не требуется, поэтому боковые поверхности заготовки теряют значения баз. В данном случае требуемая ориентировка заготовки осуществляется только одной установочной базой А, а ее боковые поверхности используются только для закрепления и в базировании заготовки не участвуют.
Для получения у заготовки двух размеров l1 и l2 (рис. 2.4, б) возникает необходимость ее ориентировки не только с помощью установочной базы А, но так же и направляющей базы В. Если при обработке требуется выдержать три размера l1, l2 и l3 в разных координатных плоскостях (рис. 2.4, в), то для ориентировки заготовки необходимо использовать весь комплект из трех баз, т.е. поверхности А, В и С.
Технологическая база, служащая для установки заготовки на 1-ой механической обработки, называется первой.
Чистовая база – обрабатываемая поверхность заготовки, служащая в качестве технологической базы.
Основная технологическая база – поверхности деталей, предусмотренные конструкцией (предоставлены на чертеже)
Искусственная технологическая база – создана технологом специально, в случае, если нельзя использовать в качестве технологической базы поверхности конструкции.
Назначение технологических баз. При назначении технологических баз руководствуются принципами совмещения и постоянства баз.
Принцип совмещения (единства) баз – стремление к совмещению технологической базы с конструкторской и измерительными базами. При совмещении конструкторской, технологической и измерительной баз обработка заготовки (детали) осуществляется по размерам, проставленным в рабочем чертеже детали, с использованием всего поля допуска на размер, предусмотренный конструктором.
Если технологическая база не совпадает с конструкторской и измерительной базами, технолог вынужден производить замену размеров, проставленных в рабочем чертеже от конструкторских и измерительных баз, более удобными для обработки технологическими размерами, проставленными непосредственно от технологических баз. В этом случае неизбежен пересчет размеров и ужесточение допусков на размеры, выдерживаемые при обработке заготовки, а это приводит к удорожанию процесса обработки и снижению его производительности.
Принцип постоянства технологических баз – стремление к использованию одной и той же технологической базы для обработки заготовки (детали) и на последующих операциях.
Сохранение технологической базы постоянной при обработке заготовок на различных операциях чрезвычайно желательно, однако на практике встречаются случаи, когда выполнение этого требования может привести к чрезмерному усложнению конструкции приспособления и его удорожанию.
2.4. Закрепление заготовки
В процессе обработки заготовка (деталь) соответственно сориентирована, должна быть неподвижной. Это достигается ее закреплением в приспособлении или на станке. Во всех случаях закрепленная заготовка должна быть лишена шести степеней свободы.
С этой целью применяются разнообразные зажимные устройства.
Следует отметить, что чем меньше число баз и опорных точек, используемых при базировании заготовок, тем проще, производительнее и дешевле получается конструкция приспособлений.
Читайте также: