
Какую величину должен составлять угол единовременного поворота при выполнении сварки стыковых
Обновлено: 28.06.2024
Это положение позволяет получать сварные швы наиболее высокого качества, так как облегчает условия выделения неметаллических включений и газов из расплавленного металла сварочной ванны. Условия формирования металла шва наилучшие, так как расплавленный металл сварочной ванны удерживается от вытекания нерасплавившимися кромками.
Стыковые швы сваривают без разделки кромок или с V-, Х– и U-образным скосом. Стыковые швы без разделки кромок, в зависимости от толщины, сваривают с одной или двух сторон. Необходимо тщательно следить за равномерным расплавлением обеих свариваемых кромок по всей их толщине и особенно стыка между ними в нижней части (корне шва).
Однопроходную сварку с V-образной разделкой кромок обычно выполняют с поперечными колебаниями электрода на всю ширину, чтобы дуга выходила со скоса кромок на необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар корня шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними. Рекомендуемый зазор при сборке стыкового соединения при V-образной разделке зависит от притупления и толщины свариваемого металла. Чем толще металл и больше притупление, тем больше зазор, и наоборот. Прихватки в зазор рекомендуется производить электродами ? 3 мм с минимальной высотой. Протяженность прихваток 10–15 мм. В зависимости от размеров изделия и толщины металла прихватки выполняются по условиям чертежа или технологического процесса, в которых оговорены протяженность и частота прихваток.
При сварке такого шва за несколько проходов обеспечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды ? 3–4 мм и сварку ведут без поперечных колебаний. Последующие слои выполняют в зависимости от толщины металла электродом большего диаметра с поперечными колебаниями. Для обеспечения хорошего провара между слоями предыдущие швы и кромки следует тщательно очищать от шлака и брызг металла.
Заполнять разделку кромок можно швами с шириной на всю разделку или отдельными валиками (рис. 6.17). Однослойный однопроходный шов выполняется за один проход (напроход). При сварке металла большой толщины шов выполняют слоями, каждый из которых накладывают за один проход (многослойный) или за несколько проходов (многослойный многопроходный). В многопроходных швах последний валик (поз. 11 на рис. 6.17, д) для улучшения внешнего вида иногда можно выполнять на всю ширину разделки (декоративный слой).

Рис. 6.17.
Способы выполнения швов различной длины (а – напроход; б – от середины к краям; в – обратноступенчатый) и поперечные сечения многослойных (г) и многопроходных (д) стыковых швов; нумерация соответствует порядку выполнения швов
При сварке блоками шов заполняют отдельными ступенями по всей высоте сечения шва. Этот метод применяют при соединении деталей из сталей, закаливающихся при сварке.
Швы с Х– или U-образным скосом кромок по сравнению с V-образным имеют преимущества: в 1,6–1,7 раза уменьшаются объем наплавленного металла и угловые деформации, улучшается провар корня шва. Сварку этих швов выполняют так же, как и с V-образной разделкой, но для уменьшения остаточных деформаций и напряжений желательно накладывать каждый валик или слой попеременно с каждой стороны. Рекомендованный зазор при Х-образной разделке – 3 мм.
При сварке на весу (рис. 6.18, а) наиболее трудно обеспечить провар корня шва и формирование хорошего обратного валика по всей длине стыка. В этом отношении более благоприятна сварка на плотно прижатой съемной медной или остающейся стальной подкладке (рис. 6.18, б – в). Последние увеличивают расход металла и не всегда технологичны. В медной подкладке для формирования обратного валика делают формирующую канавку, но могут возникнуть трудности точной установки кромок вдоль формирующей канавки.

Рис. 6.18.
Схема сварки стыковых швов:
а – на весу; б – на медной съемной подкладке; в – на остающейся стальной подкладке; г – с предварительным подварочным швом; д – удаление непровара в корне шва для последующей подварки
Если с обратной стороны возможен подход к корню шва и допустима выпуклость обратной стороны шва, целесообразна подварка корня швом небольшого сечения с последующей укладкой основного шва (рис. 6.18, г). В некоторых случаях при образовании непроваров в корне шва после сварки основного шва дефект в корне разделывают газовой, воздушно-дуговой строжкой или механическими методами (рис. 6.18, д) с последующим выполнением подварочного шва.

Рис. 6.19.
Положение электрода и изделия при сварке:
При сварке наклонным электродом (рис. 6.19, б – г) трудно обеспечить провар шва по нижней плоскости ввиду натекания на нее расплавленного металла и предупредить подрез на вертикальной плоскости из-за стекания расплавленного металла. Поэтому таким способом обычно сваривают швы с катетом до 6–8 мм. При сварке угловых швов наклонным электродом трудно также обеспечить глубокий провар в корне шва, поэтому в односторонних или двусторонних швах без разделки кромок может образоваться непровар, который под нагрузкой послужит началом развития трещин. Для предупреждения этого в ответственных соединениях при толщине металла 4 мм и более необходима односторонняя, а при толщине 12 мм и более – двусторонняя разделка кромок.
Тавровые и угловые швы без скоса кромок с катетами более 10 мм выполняют в один слой поперечными движениями электрода треугольником с задержкой в корне шва. Дугу при этом возбуждают на горизонтальной полке, а не на вертикальной, чтобы избежать натекания металла.
При сварке наклонным электродом многопроходных швов первым выполняют шов на горизонтальной плоскости. Формирование последующего валика происходит с частичным удержанием расплавленного металла сварочной ванны нижележащим валиком.
Наплавка. Наплавка на поверхности изделия выполняется одиночными валиками. Каждый последующий валик необходимо выполнять так, чтобы центр сварочной дуги (электрода) проходил по краю предыдущего валика, перекрывая его на половину или на треть ширины (рис. 6.20, а). Перед сваркой очередного валика предыдущий валик нужно очистить от шлака и крупных брызг зубилом и металлической щеткой от нагара.
При наплавке нужно использовать среднюю длину дуги. При сварке с манипулированием электродом перемещение электрода необходимо производить от центра шва на предыдущий валик и на изделие на равное расстояние. Постоянно следует следить за геометрией, высотой и шириной предыдущего и выполняемого валика.

Рис. 6.20.
Наплавка:
а – формирование валиков наплавки; б – выравнивание высоты по краям; 1 – наплавленный металл; 2 – дополнительные валики
Для выравнивания высоты по краям наплавленного участка необходимо произвести невысокие дополнительные валики (рис. 6.20, б). Это поможет добиться минимальных перепадов между валиками, что не потребует механической зачистки перед наплавкой последующего слоя.
Высота наплавки каждого слоя зависит от диаметра электрода и не должна превышать 3/4 его диаметра.

При горизонтальной сварке используются следующее оборудование и инструменты:
- Инвертор сварочный. Применяется для понижения сетевого напряжения до требуемого значения. Подходит для металлических деталей различной толщины.
- Трансформатор. Понижает напряжение до рабочего.
- Выпрямитель. Превращает переменный ток в постоянный. Создает стабильность горения дуги.
- Электроды. Представляют собой стержень с защитным покрытием.
Сварщик должен иметь экипировку, обеспечивающую безопасность при работе: одежду из несгораемого материала, защитную маску.
Сварка вертикальных швов

Сварка вертикальных швов может производиться снизу вверх (на подъём, схема а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется вести сварку снизу вверх, если это возможно и, как можно более короткой электрической дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла и помогает его удержать.
При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое качество сварки получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
Технология сварки горизонтального шва
Качественная сварка горизонтального шва заключается в том, что необходимо подобрать сечение электрода и силу тока. Важным является умение сварщика грамотно перемещать электрод по направлению шва, держать его под правильным углом. Нельзя допускать перегрев стыков и затухания дуги раньше времени.
Когда выполняется горизонтальный шов сварка вызывает стекание вниз жидкого металла. Чтобы этого избежать, сваривание производят поочередным выполнением узких валиков. Каждый предыдущий становится опорой для следующего. Поперечные колебания недопустимы. Наплавку ведут по направлению снизу вверх. Сварочный ток подбирается максимально возможный для толщины свариваемых материалов.
Сварочная ванна начинает опускаться вниз. Чтобы этого избежать, следует наклонять электрод. Угол наклона электрода относительно вертикальной плоскости составляет порядка 80 градусов. Сварка горизонтального шва на вертикальной поверхности обеспечивает формирование его необходимой ширины и глубины благодаря аккуратным перемещениям конца электрода. Расслабление руки сварщика способствует ведению электрода волнообразными движениями. Применяются различные рисунки поперечного хода.

Кроме перемещения электрода большую роль для получения качественного шва играют параметры тока. Сила тока должна быть тем выше, чем больше диаметр электрода и толщина свариваемого металла. Ровный шов получается при оптимальном соотношении силы тока и скорости перемещения электрода.
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:

Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
- Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
- Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки. Он больше подходит для создания толстый швов.
- Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
- Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:

Стыковые соединения

Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.

Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.

Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Читать также: Типы дефектов сварного шва при механизированной сварке
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:

Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны.
При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода – круговые движения, расширяющие площадь шва.
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
Традиционная потолочная подсветка представляет собой люстру посередине комнаты, однако сейчас появились различные варианты для натяжных потолков.
Объем тока и движение электрода

Горизонтальный сварочный шов получается прочным только тогда, когда применяется необходимая сила тока. Тут работает формула: чем выше значение силы тока, тем глубина прогрева будет получаться шире. Электроды смогут двигаться гораздо быстрее.
Хотите, чтобы шов получился ровным? При сварке следите за скоростью движения электродов и значениями тока.
Стоит учитывать показатель мощности арки во время движения электрода на определенной скорости. Если перемещение электрода будет довольно быстрым, а мощность небольшой, тогда металл не нагреется сполна.
В итоге соединение получится неровным и с явными изъянами.
Работаете на маленькой скорости? Рискуете, что изделие нагреется до высокой температуры. Дефектов при этом не избежать. Они будут явными по линии сварки металла.
Когда вы работаете с деталью маленькой толщины, тогда не берите в работу мощную арку. Она может прожечь металл, и конструкция будет некачественной.

Трудно сегодня представить стройку или монтажные работы, где бы обошлись без сварки швов под углом.
Высокая прочность металлическим изделиям, сваренным так, обеспечена. Правда, не имея достаточного опыта, сварщику лучше его сначала поднабраться.
Категории и особенности соединений
Согласно общей терминологии, можно найти достаточное объяснение и обозначение углового сварного шва на чертеже, который является обязательным атрибутом серьёзной работы сварщика. Принципиального значение углового сварного шва, это соединение двух пластин или двух профильных труб, угол которых меньше чем 180 градусов, то есть не развёрнутый вид профиля. Очень часть в работе сварщика можно увидеть, что угловое сварное соединение выполнено под углом 90 градусов, как это принято во многих чертежах. Данные требования позволяют обеспечить необходимый уровень устойчивости конструкции и соблюдать минимальные требования прочности и жёсткости конструкционных деталей. Сами угловые швы используются в сварных соединениях, и согласно регламентным положениям, такие углы бывают следующих видов:
- С примыкающими краями в местах одного соединения.
- С прикладкой для одного края в местах тавровой ровной плоскости.
- Нахлёстанное исполнение.
- С режимом разделки кромок или без таковых.

Схема сварки угловых соединений
Примечательно, что ГОСТ сварки угловых швов предусматривает выполнение работ в различной плоскости и в любом положении, как горизонтальное, так и вертикальное. В качестве примера приведём тавровые конструкции, которые иногда имеют расположение кверху ногами. В данном случае необходимо виртуозно проводить сварку вертикального углового шва. Сам процесс сварки предусматривает вариант прерывистости и сплошной подход обеспечения высокого качества работы. Есть различие по длине проведения сварочных работ, при длине до 250 мм, такой метод называют коротким, при длине до 1000 мм – средний, а свыше – высокий метод проведения сварки угловых швов в нижнем положении.
Классификация сварочных соединений
Длительность службы металлических конструкций зависит от качества и надежности соединений. Стоит понимать, что без шва сварки не бывает. Он, как правило, может стать уязвимым местом любой конструкции.
В связи с этим, когда речь заходит о сварке, именно шов является центральным элементом, определяющим качество и долговечность выполненного соединения.
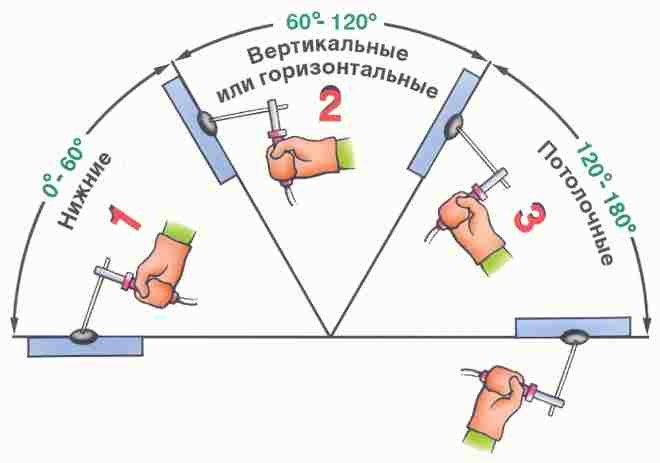
Положение электрода при сварке.
В зависимости от способа выполнения работы разделяют швы:
В зависимости от пространственного расположения бывает сварка вертикальных швов, горизонтальная сварка, а также сварка в потолочном положении. Исходя из этого, сварка может выполняться снизу вверх и наоборот.
По способу расположения соединяемых деталей относительно друг друга выделяют такие швы, как стыковые, угловые, нахлесточные, тавровые, торцевые.
В стыковом соединении детали располагаются в одной плоскости. Такой тип используется в сварке листового металла, резервуаров, труб.
В угловых – детали устанавливаются под каким-либо углом относительно друг друга. В таком случае максимальная толщина детали не должна превышать трех миллиметров.
В тавровых – детали ставятся по нормали. Чаще всего встречается в несущих конструкциях. Метод требует тщательной обработки вертикального листа.
Торцевые подразумевают соприкосновение боковых поверхностей свариваемого металла. Сварочный шов наносится на их торцы. Соединение отличается экономичностью материала и простотой выполнения.
Сварка угловых швов вертикальным электродом
Техника дуговой сварки включает в себя различные способы выполнения стыковых, тавровых, угловых и нахлесточных соединений.
Стыковые соединения могут вариться только с одной или же с обеих сторон. Для предотвращения прожогов используют остающиеся или съемные подкладки. Материалом для первых служат стальные полосы толщиной 2–4 мм и шириной 30–40
мм, для вторых – медь, графит или керамика, поскольку они не плавятся во время сварки (дополнительно их охлаждают водой).
Сварка на подкладках позволяет сварщику работать, не боясь прожогов и натеков, дает возможность повышать величину сварочного тока на 20–30 % и не требует обратной подварки корневого шва.
При сварке стыковых соединений (рис. 66, 67) выполняют два и более слоев, что определяется такими факторами, как толщина листов (3-26 мм), диаметр электрода, наличие или отсутствие разделки кромок.
Рис. 66. Техника сварки стыкового соединения без разделки кромок при различном положении электрода: а – вертикальном; б – углом назад; в – углом вперед
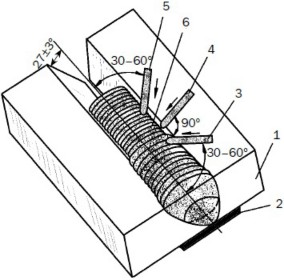
Рис. 67. Техника сварки стыкового соединения с разделкой кромок: 1 – пластина; 2 – подкладка; 3 – электрод, расположенный углом вперед; 4 – электрод, расположенный вертикально; 5 – электрод, расположенный углом назад; 6 – корневой шов
Наиболее удобными в исполнении и
поэтому более предпочтительными являются нижние швы, поскольку вследствие гравитации расплавленный металл электрода стекает в кратер и удерживается в пределах сварочной ванны, а газы и шлаки поднимаются к поверхности.
Стыковые швы без скоса кромок производят наплавлением валика вдоль шва, при этом имеет место небольшое уширение, чтобы обеспечить достаточное проплавление кромок. У шва предусматривают усиление до 2 мм. Проварив шов с одной стороны, изделие переворачивают, удаляют шлак и подтеки, а затем выполняют шов с обратной стороны.
Стыковые швы с V-образной разделкой кромок варят в один слой, если толщина металла составляет менее 8 мм, а при увеличении толщины свариваемых листов накладывают два и более слоев. Первый слой высотой 3–5 мм выполняют электродом диаметром 3–4 мм, для остальных слоев его диаметр увеличивают до 4–5 мм. Перед тем как наварить очередной слой, предыдущий
следует очистить от шлака и застывших капель металла. Это легко сделать металлической щеткой.
многослойных швов с обеих сторон разделки.
Ориентировочные режимы ручной дуговой сварки стыковых швов с различной разделкой кромок представлены в табл. 19.
Таблица 19. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ ШВОВ, ВЫБИРАЕМЫЕ В ЗАВИСИМОСТИ ОТ
РАЗДЕЛКИ КРОМОК

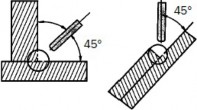
При сварке угловых, тавровых и нахлесточных соединений (рис. 68) накладывают угловые швы.
б
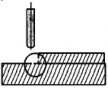
Рис. 68. Техника выполнения уrловых, тавровых и нахлесточных соединений: а - в
Таблица 20. РЕЖИМЫ СВАРКИ ПРИ

Но не всегда есть возможность
зафиксировать деталь в соответствующем положении. По этой причине сварку ведут
наклонным электродом. Однако если нижняя плоскость углового шва занимает горизонтальное положение, в этом случае не исключается непровар корня шва или какой- либо из кромок. Такой же дефект возникает на нижней поверхности, если возбуждать дугу и начинать работу на вертикальной плоскости. Для недопущения этого при сварке углового шва необходимо возбуждать дугу на нижней кромке в точке А и, миновав разделку, переходить на вертикальную кромку, совершая электродом такие движения, как показано на рис. 69.
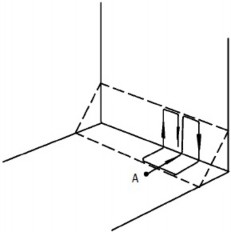
Рис. 69. Движения электрода при сварке
Угловые швы могут быть однослойными, если длина катета не превышает 8 мм, и многослойными многопроходными при его длине более 8 мм. Во втором случае сперва выполняют узкий ниточный валик, используя электрод диаметром 3–4 мм, благодаря чему достигается оптимальный провар корня.
При определении количества проходов в процессе сварки ориентируются на объем площади поперечного сечения металла шва, заполненный за один проход. Эта величина должна равняться 30–40 мм 2 , наплавленным за один проход.
При выборе режима ручной дуговой сварки угловых швов исходят из наличия одно– или двусторонних скосов либо из их отсутствия (табл. 21 и 22).
Таблица 21. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ
СВАРКИ ПРИ НАЛОЖЕНИИ УГЛОВЫХ ШВОВ СО СКОСОМ КРОМОК

Таблица 22. РЕЖИМЫ РУЧНОЙ ДУГОВОЙ
СВАРКИ ПРИ НАЛОЖЕНИИ УГЛОВЫХ ШВОВ БЕЗ СКОСА КРОМОК

Сварка вертикальных швов является
непростой задачей, так как под действием гравитации расплавленный металл старается покинуть сварочную ванну. Величина тока, поддерживаемого при выполнении таких швов, должна быть на 1015 % меньше, чем при сварке нижних швов. Кроме того, дуга должна быть короткой. Наплавленные валики могут быть как узкими, так и широкими. Движения электрода при этом наглядно представлены на рис. 70 и 71.

Рис. 70. Траектория перемещения наклонного электрода при наплавке узких валиков (цифры означают последовательность движений): а – под острым углом; б – лесенкой (с приближением и отведением электрода от поверхности металла); в – с обратноступенчатым перемещением электрода сначала на 3–4 его диаметра вверх и вдоль поверхности металла, а потом назад к сварочной ванне
Рис. 71. Траектория перемещения электрода при наплавке широких валиков: а – прямоугольная; б – криволинейная
Вертикальные швы накладывают двумя способами:
– снизу вверх (на подъем) (рис. 72). При этом дугу возбуждают в нижней точке соединения, а когда образуется сварочная ванна, перемещают слегка вверх и потом в сторону.

Рис. 72. Техника выполнения
вертикального шва снизу вверх: а – возбуждение дуги; б – возникновение сварочной ванны; в – движение электрода на подъем
Дуга должна ориентироваться на основной металл. Благодаря такой методике расплавленный металл при отведенном электроде успевает затвердеть и образовать своеобразную полочку (площадку), которая при движении электрода вверх станет опорой для последующих капель расплавленного металла и не позволит им стекать вниз. Рекомендуемый угол, под которым следует наклонять электрод кверху, составляет 20–25°;
Для выполнения сварного шва прежде всего определяют режим сварки, обеспечивающий хорошее качество сварного соединения, установленные размеры и форму при минимальных затратах материалов, электроэнергии и труда.
Режимом сварки называется совокупность параметров, определяющих процесс сварки: вид тока, диа метр электрода, напряжение и значение сварочного тока, скорость перемещения электрода вдоль шва и др.
Основными параметрами режима ручной дуговой сварки являются диаметр электрода и сварочный ток. Остальные параметры выбирают в зависимости от марки электро да, положения свариваемого шва в пространстве, вида оборудования и др.
Диаметр электрода устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва. Для стыковых соединений приняты практические рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых кромок.
При выполнении угловых и тавровых соединений принимают во внимание размер катета шва. При катете шва 3- 5 мм сварку производят электродом диаметром 3-4 мм, при катете 6-8 мм применяют электроды диаметром 4-5 мм. При многопроходной сварке швов стыковых соединений первый проход выполняют электродом диаметром не более 4 мм. Это необходимо для хорошего провара корня шва в глубине разделки.
По выбранному диаметру электрода устанавливают значение сварочного тока. Обычно для каждой марки электро дов значение тока указано на заводской этикетке, но можно также определить по следующим формулам:
1 = (40-50)d, при d = 4-6 мм;
1 = (20 + 6d)d, при d меньше 4 мм и больше 6 мм, где 1 - значение сварочного тока, A; d - диаметр электрода, мм.
Полученное значение сварочного тока корректируют, учитывая толщину металла и положение свариваемого шва. При толщине кромок менее (1,3-1,6) расчетное значение сварочного тока уменьшают на 10-15 %, при толщине кромок больше трех диаметров электрода увеличивают ка 10- 15 %. Свирку вертикальных и потолочных швов выполняют сварочным током на 10-15% уменьшенным против расчетного.
Сварочную дугу возбуждают двумя приемами. Можно коснуться свариваемого изделия торцом электрода (рис. 34,
Читайте также:
- Как нарушаются права ребенка в странах
- Верно ли что уголовное право франции относится к частному праву
- От чего зависит степень наказания за все виды правонарушений
- Полноправными гражданами рима были только мужчины а какими качествами по мнению римлян
- Управление золотовалютными резервами осуществляет каким банком