
Какой должна быть твердосплавная основа для обеспечения максимальной прочности
Обновлено: 02.07.2024
Затупление режущих инструментов вызывается пластическим (вязким) разрушением, хрупким разрушением (выкрашиваением) и износом в результате трения.
Пластическая деформация металла режущей части происходит в инструментах из стали, сохраняющей высокую вязкость и пластичность в закаленном состоянии. Каждой паре обрабатываемого и инструментального материалов соответствует область режимов резания, в пределах которой происходит пластическая деформация инструмента.
При точении стали средней твердости с толщиной срезаемого слоя 0,3 мм резцы из углеродистой инструментальной стали теряют работоспособность при скорости резания свыше 0,25–0,35 м/с; из быстрорежущей — 1,35–2 м/с; из твердого сплава — 10–17 м/с.
Хрупкое разрушение режущей части инструмента происходит при толщине срезаемого слоя, превышающей предельную величину, характерную для данной пары обрабатываемого и инструментального материалов и формы инструмента.
Вид разрушения (вязкое или хрупкое) зависит от свойств инструментального материала и способа нагружения инструмента. Если предел прочности на отрыв меньше, чем на срез, то имеет место хрупкое разрушение. В противном случае происходит вязкое разрушение. Минералокерамические материалы плохо сопротивляются растяжению и разрушаются хрупко. Инструментальная сталь и твердые сплавы в зависимости от условий нагружения претерпевают разрушение либо отрывом (хрупко), либо срезом (вязко).
Износ в результате трения характерен для всех без исключения инструментов. Различают абразивный, адгезионный, химический, диффузионный износ.
Абразивный износ обычно преобладает при обработке чугуна, даже с невысокой скоростью резания, в особенности при обдирке по литейной корке, имеющей частицы свободного цементита и включения формовочного материала.
Этот же вид износа наблюдается при прерывистом резании (строгание, фрезерование), когда температура ниже, чем при непрерывном точении. Абразивный износ инструмента при обработке стали возрастает с увеличением содержания углерода и карбидообразующих легирующих элементов.
Адгезионный износ чаще происходит при обработке стали твердосплавным инструментом со скоростями, вызывающими температуру ниже 500 °С. Адгезионный износ быстрорежущей стали менее интенсивен, чем твердого сплава, вследствие меньшей хрупкости и большей циклической прочности.
Химический износ имеет решающее значение при резании стали, молибдена и других материалов инструментом из быстрорежущей стали в присутствии химически активных веществ.
При температуре свыше 500–600 °С наблюдается взаимная диффузия материалов заготовки и инструмента. В результате в поверхностных слоях инструмента происходят структурные превращения, вследствие чего уменьшается его твердость и прочность [41]. Это приводит к диффузионному износу.
Износ происходит как по передней, так и по задней поверхностям инструмента (рис. III.17). Интенсивный износ передней поверхности характерен для черновой обработки стали без охлаждения инструментами, чувствительными к высокой температуре, при большой толщине срезаемого слоя (а ≥ 0,5 мм). Глубина лунки достигает 0,6–0,8 мм и более.
Задняя поверхность резцов изнашивается в основном при обработке чугуна, точении стали с охлаждением и малой подачей, при обработке стали износостойкими твердыми сплавами, а также при обдирке литья по корке. Износ по задней поверхности преобладает при таких видах обработки, как фрезерование, протягивание, обработка резьбы, зубьев.
О степени затупления можно судить по наибольшей высоте площадки износа, которая обычно наблюдается непосредственно у вершины инструмента. При обдирке литья по корке наибольший износ наблюдается в месте контакта режущей кромки с наружной поверхностью литейной корки.
При срезании слоя толщиной 0,10…0,15 мм с малой или средней для данного инструментального материала скоростью резания износ происходит одновременно по задней и передней поверхностям. Такой износ характерен для чистовых резцов из быстрорежущей стали при работе с охлаждением резцов, оснащенных твердым сплавом, торцовых и дисковых фрез, сверл, зенкеров.
В табл. III.4–III.8 приведены значения допускаемого износа для наиболее часто применяемых инструментов.
При чистовой обработке допустимый износ определяется требуемой точностью обработки или шероховатостью обработанной поверхности и должен быть значительно меньше, чем при черновой. Период стойкости Т определяется временем работы режущего инструмента до принятой величины затупления.
Общий срок службы инструмента
где ι — количество переточек, выдерживаемых инструментом.
Количество переточек (рис. III.18), где — общая допускаемая величина стачивания (табл. III.9); — расчетная величина стачивания; здесь — минимально необходимая величина стачивания; — дополнительная величина стачивания, значения которой для различных инструментов приведены ниже:
Инструмент Δ, мм
Метчика, плашки, резьбонарезные круглые гребенки…………. 0,05–0,1
Зубострогальные резцы…………………………………………. 0,05–0,15
При износе по задней поверхности , где a — задний угол по передней поверхности .

Твердосплавные пластины – это сменный элемент металлорежущего инструмента используемого для высокоточной обработки заготовок. Они используются при точении, сверлении, зенкеровании, фрезерной обработке и других операциях значительно снижая экономические затраты в сравнении с применением цельного твердосплавного инструмента.
Преимущества использования токарных пластин
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:

- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.
А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки. Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Классификация твердосплавных пластин
Большинство режущего инструмента состоит из двух частей: державка и режущая кромка. Державкой резец крепится к станку, а кромкой непосредственно снимает стружку с заготовки. Именно, в качестве материала для режущей кромки и используются твёрдосплавные пластины.
Существует множество факторов, которые влияют на эффективность процесса резания. Это и материал заготовки, и серийность производства и тип охлаждения и т.д. В зависимости от этого существуют много разновидностей инструмента. Если упрощенно, то их классифицируют по виду сплава, из которого пластина изготовлена, и по способу крепления к державке. Рассмотрим теперь каждую категорию более подробно.
Виды пластин по типу материала
В большинстве случаев их изготавливают из:
- Вольфрамокобальтового сплава.
- Титановольфрамокобальтового сплава.
- Титанотанталовольфрамокобальтового сплава.
- Карбидотитанового сплава.
1. Твердосплавные пластины на основе вольфрама и кобальта рекомендуется применять для резания материалов, дающих стружку надлома. К данной категории относятся медные и алюминиевые сплавы, чугуны и пластмассы. Эта разновидности отличается повышенной износостойкостью и применяются при чистовом фрезеровании с максимально возможной скоростью резания, но глубина резания и подача при этом имеют достаточно низкое значение.
Все виды вольфрамокобальтовых пластин обладают высокими прочностными свойствами. Предел прочности на изгиб колеблется в пределах 1175-1470 МПа. Твердость достигает до 75 единиц по шкале Роквелла.
Повышение количества кобальта в составе пластин положительно влияет на их механические характеристики. В частности, происходит увеличение прочности на изгиб, пластичности и вязкости.
2. Пластина из титановольфрамокобольтового сплава предназначается для обработки резанием металлов, дающих сливную стружку. По сравнению с вышеуказанными пластинами, она имеет пониженную тепло- и электропроводность, но при этом опережает их по устойчивости к окислению, твердости и жаростойкости.
Также данные твердосплавные изделия отличаются повышенным значением температуры сцепления со сталями, что повышает их износостойкость к скользящей стружке. Все это позволяет добиваться более высоких скоростей резания.
Указанные твердосплавные пластины регламентируются по механическим свойствам ГОСТом 3882-74. Согласно ему, пластина способна выдерживать изгибающую нагрузку до 1666 МПа. Твёрдость ее составляет не менее 87 единиц HRA.
При увеличении процентного соотношения титана жесткость пластин падает, но повышается износостойкость. Повышение кобальта в составе способствует увеличению прочности и вязкости, но отрицательно влияет на износостойкость.
3. Пластинам на основе кобальта, тантала, титана и вольфрама свойственно повышенное значение твердости, которое равно 95 единиц HRA. Твердосплавные пластины, легированные танталом, выделяются улучшенными усталостными характеристиками при знакопеременных нагрузках, жаропрочностью и сопротивляемостью к окислению.
Данные твердосплавные пластины не теряют своих механических свойств до 900 ºС и обладают низким коэффициентом ползучести, что делает возможным их применение в самых тяжелых эксплуатационных условиях. Под этим подразумевается наличие большого диаметра среза, значительные температурные и силовые нагрузки.
4. Твердосплавная карбидотитановая пластина имеет самое низкое значение окисляемости и термостойкости, чем все вышеперечисленные твердосплавные пластины. Карбиды титана выполняют роль заменителя дефицитного вольфрама. По этой причине применение данного сплава целесообразно при несильной нагрузке на пластину. Его используют при получистовом фрезеровании серого и высокопрочного чугуна.
Данные твердосплавные пластины также имеют более низкие механические характеристики. Их предел прочности на изгиб равен 900 МПа. Твердость не больше 70 единиц HRC.
Способы соединения твердосплавных пластин со сталью
Более 60% всех пластин устанавливается в инструмент методом пайки. Связано это, в первую очередь, с простотой технологии крепления.
На качество пайки влияет множество факторов, среди которых выделяется тип флюса и припоя, а также материал державки. Помимо этого, сила сцепления пластины к корпусу инструмента зависит от частоты поверхности, температуры нагрева и вида охлаждения. По причине разного значения термического коэффициента линейного расширения пластины и державки, в силу различия материалов, при пайке образуются остаточные напряжения. При дальнейшей эксплуатации резца они могут послужить причиной появления трещин на поверхности пластин. Твёрдосплавные пластины паяют с использованием припоев на основе меди. Только при производстве особо сложного инструмента применяют серебряные припои.

Флюсами при пайке смачивают поверхности спекаемых материалов. Это делается для предотвращения протекания окислительных процессов, что способствует более жёсткому сцеплению пластины к державке.
В качестве материала для корпуса инструмента используют различные виды конструкционных и легированных сталей. Наиболее распространёнными являются марки стали 30ХГСА, 45.
В случаях наличия сильной циклической нагрузки крепление пайкой заменяют креплением диффузионной сваркой в вакууме. Сваривание происходит в результате проникновения атомов контактирующих поверхностей друг в друга. Процесс это идет в условиях повышенной температуры и давления. Данная технология позволяет увеличить силу сцепления пластины к державке в 2-3 раза.
Разработка новых видов клеев также позволило применять метод склеивания при крепеже твёрдосплавных пластин. Главным преимуществом данного способа является отсутствие образования внутренних напряжений, что положительно сказывается на долговечности резца. Прочностные характеристики клея повышают легированием его состава разнообразными наполнителями, в частности асбестом.
Соединение клеем хорошо проявило себя при работе со незначительным выделение тепла и силой резания. Это – чистовая и получистовая обработка чугунов и цветных сплавов.
Все больше и больше в производстве начинают изготавливать твёрдосплавные съемные пластины, которые крепятся к инструменту с помощью резьбы и имеют возможность поворачиваться вокруг оси. Предварительно, им предают специальную форму в виде многогранников (треугольник, ромб, прямоугольник), каждая из сторон которых является режущей кромкой. Все это позволяет сократить время или вовсе избежать повторного затачивания.
Этот метод становится год от года все более востребованным, т.к. как он имеет ряд существенных преимуществ:
- Отсутствие термического напряжения.
- Простота замены затупившихся пластин.
- Высокий уровень производительности.

Выбор режущей пластины при обработке различных металлов
Целесообразность использования того или иного типа твердосплавных пластин определяется следующими факторами:
- Марка обрабатываемого материала;
- Состояние заготовки;
- Вид технологической операции;
- Тип использования оборудования;
- Режим резания.
В целом при резке чугуна, цветных сплавов и пластмассы рекомендуется использовать пластины на вольфрамокобальтовой основе. Данные сплавы обладают более высоким сопротивлением к пульсирующим нагрузкам, что характерно при таком типе работ.
В случае же наличия скорости резания свыше 200 мс и нагрузки на резец более 800 кгс резания применяют твердосплавные пластины, дополнительно легированные танталом и титаном.
Как выбрать твердосплавную пластину
Для того чтобы токарные работы по металлу отличались высокой эффективностью и точностью, необходимо правильно подобрать твердосплавные пластины, ассортимент которых отличается большим разнообразием форм и размеров. При выборе важно учитывать соответствие размера пластины и геометрических параметров режущего инструмента. Если не придерживаться данного правила, то закрепить приобретенное изделие на токарном резце будет очень проблематично.
Следующее, что следует учитывать при выборе, – это характеристики металла, из которого сделана заготовка. Твердосплавные пластины производятся из материалов, в которых основные металлы представлены в различном соотношении, что и определяет их эксплуатационные характеристики. Так, сменные пластины, изготавливаемые из твердых сплавов, можно разделить на две основные
- характеризующиеся повышенной устойчивостью к вибрациям, ударам и другим механическим нагрузкам;
- успешно переносящие высокие температуры, которые образуются при длительной обработке заготовок из металла.
Резцы с механическим креплением пластин
Твердосплавные пластины первой категории используются при обработке, выполняемой на высоких скоростях, что обязательно сопровождается значительными механическими нагрузками, ударами и вибрацией. К моделям изделий, которые хорошо переносят высокие температурные нагрузки, целесообразно обращаться в том случае, если токарная обработка предполагает снятие большого слоя металла.
Естественно, на выбор пластин для токарных резцов оказывает влияние и тип обработки, которую планируется выполнять с их помощью. Каждый тип обработки, выполняемый при помощи резцов, на которых режущие пластины фиксируются механическим способом, предполагает определенную геометрию их рабочей части, а также другие особенности режущего инструмента.
Если предстоит большой объем токарной обработки, в процессе которой необходимо выполнять различные технологические операции, то лучше всего иметь под рукой набор сменных пластин с различными геометрическими и технологическими параметрами. Быстро выбирать изделия, которые будут оптимально соответствовать типу обработки, материалу заготовки и геометрии режущего инструмента, позволяют не только специальные знания, но и опыт, вырабатываемый со временем.
70% всех операций в механической обработке занимает резание металлических заготовок твердосплавными пластинами. Их применение повышает скорость резания в 3–6 раз в сравнении с классическими быстрорезами и увеличивает эффективность станков в 2–3,5 раза. О том, какие виды твердосплавных пластин выделяют, и какие параметры следует учитывать при их выборе, рассказываем в статье.

Твердосплавные пластины для токарных резцов
Конструкция твердосплавных пластин и их применение
Сменная пластина из твердого сплава — инструмент, который напаивается на резец для проведения механической обработки заготовок. Такие пластины имеют разную геометрию, размеры и производятся из различных материалов. Изделия используются для работы на токарных, фрезерных и сверлильных станках с ЧПУ.
Пластины твердосплавные сменные необходимы:
- для обработки поверхностей заготовок;
- нарезки внутренних и наружных резьб;
- расточки внутренних поверхностей;
- развертки;
- раскроя стекла и цветных металлов;
- выборки канавок, выемок и пазов.

Резец со сменными пластинами
Использование сменных твердосплавных пластин для резцов повышает производительность оборудования, увеличивает скорость проведения операций, гарантирует предсказуемость и высокую точность результата. Резцы со сменными пластинами допускается использовать на высокой скорости, обрабатывать ими твердые материалы и не тратить время на замену режущей части и подточку кромок.
Подробнее о производстве твердосплавных пластин вы можете узнать в этой статье.
Плюсы и минусы сменных пластин по металлу
Твердосплавные пластины для токарных резцов имеют больше преимуществ, чем недостатков.
- Прочность. Для изготовления пластин используют карбид вольфрама, кобальт, титан. Эти материалы гарантируют высокую стойкость инструмента на износ и стабильность при перепадах температур.
- Экономия. Если износилась напайка цельного резца, державку обычно тоже выбрасывают. У резцов с механическим креплением твердосплавных пластин достаточно только повернуть кромку, а когда износились все кромки — заменить пластину. Сам резец служит гораздо дольше сменной пластины, при аккуратном использовании его практически невозможно сломать.
- Универсальность. Достаточно одного резца и набора сменных пластин, покупать несколько инструментов разных размеров и геометрии нет необходимости.
- Стандартизированные размеры и формы. Пластины твердосплавные изготавливаются по ГОСТу и имеют стандартные размеры и формы, что особенно важно при работе на станках с ЧПУ.
- Быстрая замена затупившейся режущей части. На замену изношенной пластины уходит минимум времени, оборудование не простаивает, как это бывает при переточке и подгонке напайных элементов.
- Простое использование. В обозначениях токарных сменных твердосплавных пластин легко разобраться. Маркировка поможет понять, для какого резца предназначена оснастка, какие материалы ей можно обрабатывать и на какие обороты выставлять станок.
Минус у сменных пластин один — дороговизна, которой есть объяснение: изделия изготавливаются из высокопрочных сплавов и отличаются продолжительным сроком службы, поэтому не могут стоить дешево.
Классификация твердосплавных пластин
Твердосплавные пластины для токарных резцов классифицируются по ряду параметров.
- Тип инструмента. Токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными. Для каждого инструмента требуются пластины разного профиля.
- Материал. Свойства твердосплавных пластин для токарной обработки зависят от того, в каком количестве в сплаве присутствует титан, вольфрам и другие компоненты. Изготавливают сменные пластины и из керамики. Такая оснастка подходит для обработки жаропрочных сплавов и непрерывной чистовой и получистовой обработки металлических заготовок.
- Размер. Твердосплавные пластины выбирают под размер обрабатываемых заготовок.
- Величина заднего угла. Этот параметр влияет на то, насколько чисто будет обработана заготовка. Чем больше задний угол, тем чище обработка. Пластины с большими задними углами применяют обычно для резания мягких металлов.
- Класс точности. Выпускаются токарные сменные твердосплавные пластины 5 классов точности. С их помощью обрабатывают изделия с разными допусками в зависимости от геометрических параметров заготовки.
Требования к твердосплавным пластинам
Требования ко всем типам сменных пластин перечислены в государственных стандартах.
- ГОСТ 19086-80 описывает характеристики опорных и режущих пластин, а также стружколомов.
- ГОСТ 19042-80 перечисляет требования к форме и системе обозначений сменных пластин из твердосплавных материалов.
- ГОСТ 25395-90 регулирует производство твердосплавных пластин, которые фиксируют на державке резца методом напайки.
Маркировка твердосплавных пластин
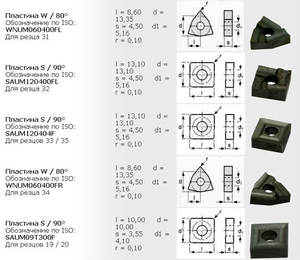
Маркировка твердосплавной пластины информирует о материале изготовления, форме, величине заднего угла, длине режущей кромки и классе точности оснастки. Буквы и цифры в обозначении всегда расшифровывают слева направо.

Расшифровка маркировки твердосплавной пластины
Каждый символ в маркировке обозначает конкретный показатель. Первая буква дает информацию о форме твердосплавной пластины, вторая — о заднем угле, третья — о допусках по высоте, толщине и размеру вписанной окружности, четвертая — о наличии стружколома или отверстия.
Следом за буквами перечисляют цифры. Первыми двумя обозначают длину пластины, двумя следующими — толщину, двумя последними — радиус углы. Последние две буквы характеризуют тип стружколома или его отсутствие (в этом случае вместо двух букв пишут None). Последнее обозначение (две буквы и четыре цифры) говорят о сплаве, из которого изготовлена токарная сменная твердосплавная пластина.
Перейдем к обозначениям.
Форма пластины
Может быть абсолютно разной, от ромбовидной с углом при вершине 35 градусов до круглой. Пластины разной геометрии придают обрабатываемой детали разные свойства.
- H — шестигранная 120°.
- O — восьмигранная 135°.
- P — пятигранная 108°.
- R — круглая.
- S — квадратная 90°.
- T — треугольная 60°.
- C — ромбовидная 80°.
- D — ромбовидная 55°.
- E — ромбовидная 75°.
- M — ромбовидная 86°.
- V — ромбовидная 35°.
- W — треугольная 80° с увеличенным углом при вершине.
- L — прямоугольная 90°.
- A — параллелограмм 85°.
- B — параллелограмм 82°.
- N/K — параллелограмм 55°.
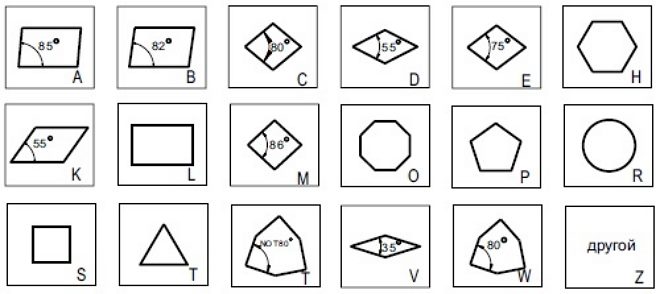
Некоторые формы твердосплавных пластин по металлу
Задний угол пластины
Пластины режущие твердосплавные используют для снижения усилия, прилагаемого при наружной и внутренней обработке.
- A — 3°.
- B — 5°.
- C — 7°.
- D — 15°.
- E — 20°.
- F — 25°.
- G — 30°.
- N — 0°.
- P — 11°.
- O — специальный угол.
Класс точности
Подразумевает допуски на теоретический диаметр вписанной в пластины окружности, толщины и других параметров. Допуски важно учитывать для пластин до подготовки кромки и нанесения покрытия.
Конструктивные особенности пластины
Описывают форму пластины: наличие или отсутствие крепежных отверстий, наличие одной или двух рабочих сторон, наличие или отсутствие стружколомающей геометрии.
Размер, толщина, радиус
В маркировке твердосплавной пластины цифрами зашифрованы:
- первые две цифры — длина режущей кромки;
- вторые две цифры — толщина пластины;
- третья пара цифр — радиус скругления при вершине.
Дополнительные обозначения
Дополнительно указывают тип исполнения пластины (правое, левое, нейтральное) и параметры режущей кромки (острая, со скруглением, с фаской).
Маркировка стружколомов разнится от производителя к производителю. При выборе следует опираться на рекомендации из каталога.
Выбор режущей пластины при обработке различных металлов
Выбирать твердосплавную пластину для токарного резца требуется с учетом следующих факторов.
- Материал заготовки, которую необходимо обработать.
- Вид обработки — черновой съем, чистовой и финишный проход, получистовая обработка.
- Размеры, радиус и класс точности пластины. К примеру, для черновой обработки нужно брать пластину с большим радиусом и небольшим классом точности.
- Форма и марка пластины, подходящие под имеющийся резец.
- Ширина канавки и пластины (для отрезной и канавочной пластин).
- Профиль, тип резьбы, правое или левое исполнение, шаг резьбы (для пластин, предназначенных для нарезания резьбы).

Резец с механическим креплением
Для резцов некоторых производителей подходят только оригинальные твердосплавные пластины. В частности это касается отрезных и фрезерных изделий, а также пластин для сверл. Оснастка для точения чаще всего универсальная и совместима с державками разных брендов.
Особенности использования твердосплавных пластин
- Заточку твердосплавных пластин производят в заводских условиях. Изношенное изделие достаточно перевернуть, чтобы сделать рабочей вторую грань.
- Для черновой обработки заготовок используют толстые пластины с длинными гранями. Чистовые операции проводят небольшими изделиями.
Где купить сменные твердосплавные пластины?

Резьбовые элементы используются при создании разъемных соединений, регулировочных узлов и подъемных механизмов. Они обеспечивают надежную фиксацию деталей, калибровку оборудования и передачу крутящего момента.

Обработка металла – это комплексная процедура, связанная с механическим, термическим или иным воздействием на заготовку. В результате деталь приобретает заданную геометрию, цвет, прочность либо функционал.

При измерении резьбы уточняют ее соответствие таким параметрам, как внутренний, наружный и средний диаметры, шаг и длина.

Тема этой статьи — сверление квадратных отверстий в металле. Для этого есть различные способы. О том, как сделать квадратное отверстие в металле, мы расскажем ниже.


Что такое плашка или лерка, знает каждый мастер, но новичкам в слесарном деле будет очень полезно изучить нашу статью. В ней мы дадим ответы на следующие вопросы.

Слесари и мастера иного профиля применяют для контроля качества получаемых деталей различные ручные измерительные инструменты. В этой статье мы расскажем о них.


Твердые сплавы различных марок — группа износостойких металлических материалов, сохраняющих свои свойства при температуре от 900 до 1150 °C. Основные компоненты таких сплавов — карбиды вольфрама, тантала и титана.

В этой статье мы расскажем обо всех нюансах бурения. Начнем с предназначения и особенностей выбора алмазных коронок.

К твердым сплавам относят отдельную группу чрезвычайно износостойких металлических соединений, которые сохраняют свои физические и рабочие характеристики при интенсивном механическом и термическом воздействии. Твердые стали производятся из твердых тугоплавких титановых, вольфрамовых, хромистых, танталовых соединений. Связующим звеном является кобальт, железоникелевые составляющие.
Основные характеристики
К основным характеристикам, определяющим свойства сталей и их назначение, относятся:
- процентное значение входящих в состав химических элементов (определяется в соответствии с ГОСТ);
- физико-механические свойства (допустимая прочность на изгиб, твердость, плотность, теплопроводные параметры, коррозийная устойчивость, жаропрочность);
- технология изготовления (литые или спеченные составы).
Карбиды, используемые в производстве, не подвергаются растворению и разрушению при чрезмерных температурах. Но они хрупки, поэтому, для формирования необходимого уровня твердости изделия, их связывают другими металлами.
Классификация
- По составу
- Вольфрамокобальтовые (ВК) – марки ВК3М, ВК3, ВК8, ВК6М и др.
Внутри группы марки отличаются разным процентом кобальта, типом производства, величиной зерна карбида вольфрама (мелкозернистая и крупнозернистая структура). Для режущих инструментов подходят марки с процентным содержанием кобальта до 12%. При повышении процента кобальта устойчивость состава при резании понижается, но увеличивается его эксплуатационная прочность. Инструменты, изготовленные из сталей данной группы, используются для работы с чугунными, конструкционными сталями, хрупкими материалами при ударной обработке, прерывистом технологическом цикле, в процессе которого температура в зоне резки не поднимается до значительных уровней. - Титановольфрамокобальтовые (ТК) – марки Т14К8, Т5К10 и др.
В химический состав этого типа твердых сплавов входят следующие компоненты: карбид титана, вольфрама и кобальт в виде связующего звена. Если сравнивать данные сплавы с марками ВК, можно отметить у них высокие показатели твердости и жаропрочности, устойчивости к окислению, но они менее упруги, электро- и теплопроводность материалов ниже. Предназначаются для работы с металлами, которые эксплуатируются при более интенсивных скоростях резки. - Титанотанталовольфрамокобальтовые (ТТК) – ТТ8К6, ТТ7К12, ТТ10К8Б и др.
Добавление в структуру тантала значительно улучшает эксплуатационные возможности получаемых сплавов, повышая их устойчивость к высоким температурным воздействиям и увеличивая прочность. Они используются для резки тяжело обрабатываемых материалов, когда инструмент в процессе работы подвергается серьезной нагрузке. - Безвольфрамовые (БВТС) – КНТ16, ТН20 и др.
Изготавливаются без использования вольфрама и кобальта, на базе титановых соединений, с добавлением никеля и молибдена в качестве связующих элементов. По твердости данные составы аналогичны маркам вольфрамовой группы, они почти не окисляются, а по упругости и прочности им уступают. Подходят для оборудования, которое работает при прерывистом резании.
- Вольфрамокобальтовые (ВК) – марки ВК3М, ВК3, ВК8, ВК6М и др.
- По технологии получения
- Литые стали – изготавливаются по классической технологии литья, с последующей механической и термической обработкой.
- Спекаемые составы (однокарбидные, двухкарбидные, трехкарбидные) – производятся методами порошковой металлургии, с дальнейшей шлифовкой, лазерной, ультразвуковой, химической обработкой.
- По области применения
- Инструментальные – используются для резания, штамповки, давления, бурения обрабатываемых материалов.
- Конструкционные – применяются для производства деталей, к которым предъявляются высокие требования износоустойчивости, сопротивления большим нагрузкам.
- Жаростойкие и жаропрочные – подходят для инструментария, подвергающегося в процессе эксплуатации температурным воздействиям.
- По группе резки материалов
- Группа P – для материалов, образующих сливную стружку.
- Группа K – для резки чугуна, цветных металлов, твердых материалов, образующих элементную и стружку надлома.
- Группа M – для обработки нержавейки, жаропрочных и титановых материалов, образующих сливную и стружку надлома.
Свойства твердых сплавов
Важнейшие свойства твердых сталей – это прочность, износоустойчивость, твердость. Кроме того, практическую роль играют тугоплавкость, жаростойкие и жаропрочные параметры.
Свойства различаются в зависимости от группы, в которую входит сплав, и его марки. Добавление в структуру элементов с нужными свойствами позволяет создавать материал с заданными рабочими параметрами.
Достоинства и недостатки твердых сплавов
Преимущества:
- Высокая прочностные, износостойкие характеристики и твердость;
- Отличные параметры жаростойкости и жаропрочности;
- Тугоплавкость.
Недостатки:
- Высокая стоимость вольфрамсодержащих марок;
- Более низкая вязкость и высокая восприимчивость к ударным воздействиям, относительно быстрорежущих видов сталей.
Области применения твердых сплавов
Твердые сплавы металлов активно используются в производстве оснащения оборудования и инструмента для отделки труднообрабатываемых материалов, деталей станков и машин, подвергающихся интенсивным нагрузкам.
Основные сферы использования:
- производство инструментария для металлообработки резкой: фрез, протяжек, сверл, резцов;
- оснащение горнодобывающей и лесозаготовительной техники: буры, рабочие поверхности оборудования, приспособления для вырубки;
- производство прочных подшипников: обойм, шариков, роликов, напыление на корпуса;
- инструмент и детали станков для волочения, штамповки, калибровки, проката, прессования, клеймения: оснащение рабочей поверхности, матриц и штампов и т. д.;
- оснащение измерительного оборудования: деталей инструмента, рабочих поверхностей;
- поверхностное напыление на детали из других материалов для придания им лучшей износостойкости, жаропрочности, твердости, антикоррозийных свойств;
- производство элементов для бытовых и промышленных приборов: резисторов, реостатов, электронагревателей, деталей для лабораторных и промышленных печей.
Продукция из твердых сплавов
Основной тип изделий, предлагаемый производителями и компаниями по металлообработке, – это режущий инструмент. Сверла, фрезы, пластины, стержни – самая популярная продукция в сегменте твердосплавного металлопроката. Оснащение производства инструментом и оборудованием из высокотвердых сплавов значительно повышает производительность и эффективность технологических процессов, позволяет использовать современные технологии обработки металлов. Это положительно сказывается на качестве и скорости производимой металлопродукции.
Читайте также: