
Как обеспечить герметичность трубопроводного соединения
Обновлено: 02.07.2024
Рано или поздно каждый домашний умелец сталкивается с таким вопросом, как герметизация резьбовых соединений. Может старый смеситель выйдет из строя или начнёт прокапывать батарея – так или иначе, чтобы устранить подобные неприятности, нужно правильно научиться герметизировать резьбу. Многим покажется, что этот процесс довольно простой и не требует никаких знаний и умений. Но это не так – как и везде герметизация резьбы имеет массу тонкостей и нюансов. И если не обращать на них внимания, то процесс устранения течей может превратиться в бесконечную историю, которой не видно ни конца, ни края.
Виды резьбовых соединений
Существует четыре типа сантехнических изделий, резьбы которых, как говорится на языке сантехников, пакуются по-разному: это обыкновенные резьбовые переходники, футорные гайки, сгоны и контргайки. Принцип их герметизации немного отличается друг от друга, общее у них только одно – это материал которым упаковывается соединение.
Чем герметизируют резьбу?
Для того чтобы сделать резьбовое соединение, способным выдерживать высокое давление воды, в арсенале сантехников имеются три вещи: пакля, лента фум и специальная нить. В принципе, все они достойно справляются с возложенными на них обязанностями – разница заключается только в материале, из которых их изготавливают и в применении.
В отличие от пакли, лента фум и нить дополнительных материалов не требуют – они изготовлены полностью из синтетических материалов. Работа с ними намного чище и аккуратней. Но их нельзя применять для таких соединений, как футорные гайки и контргайки – они просто не в состоянии качественно герметизировать эти изделия.
Герметизация резьбы
Другой нюанс, как ни странно, заключается именно в самой резьбе – её острые витки способны порезать накрученную на них паклю или ленту фум, и тогда ни о какой герметичности соединения речи быть не может. Как с этим бороться? Да просто – нужно напильником сточить острые грани витков. Большинство современных резьбовых изделий уже изготавливаются с учётом этих тонкостей. Внимательно рассмотрев, к примеру, американку, на её резьбе можно увидеть специальные насечки, разрывающие резьбу на мелкие части – именно они помогают пакле не соскальзывать с витков резьбы и не разрезать упаковочный материал.
Герметизация футорной гайки
Немного иначе герметизируется футорная гайка. Основное различие паковки обычной резьбы и футорки заключается в том, что в случае с футорной гайкой паковочный материал не должен попасть между витками. Специальный бортик, выточенный в конце резьбы, как бы спрессовывает паклю (лента фум и паковочная нить здесь не уместны) между собой и, к примеру, батареей, создавая таким способом плотный и надёжный барьер на пути жидкости, находящейся под давлением.
Контргайка
В некоторых случаях, когда резьбовое соединение требуется сделать подвижным и независимым, как в случае со сгоном, дополнительно используется контргайка. Применяется она для того, чтобы уплотнить подвижное соединение, резьбу которого невозможно подмотать паклей. Принцип уплотнения контргайки остаётся практически таким же, как и принцип уплотнения футорной гайки, с одной лишь разницей – пакля наматывается по ходу затягивания контргайки. Почему по ходу? Потому что гайка как бы тянет паклю за собой и не даёт ей разматываться.
Герметизация сгона
Особое внимание хочется уделить такому соединению как сгон – современным его аналогом является американка. Но полностью заменить сгон американка так и не смогла, к примеру, в газопроводах их использование категорически противопоказано. Как правило, укомплектованный сгон состоит из муфты или футорной гайки, дополнительно укомплектовывающейся контргайкой.
Процесс герметизации сгона, как вы уже поняли исходя из его комплектации, основан на двух разных принципах. В зависимости от того, из чего состоит сгон, он уплотняется по-разному. Если в состав сгона входит футорка и контргайка, то пакуется отдельно футорка, после чего поджимается контргайка – такое соединение часто применяют для подключения батарей отопления. Ежели сгон вместо футорки оснащён муфтой, то муфта пакуется как обычное резьбовое соединение и после чего поджимается контргайкой. Такие сгоны и поныне применяются для создания разъёмных соединений на трубопроводах.
Вот, в принципе, и всё, что нужно знать о герметизации резьбовых соединений. Но теория, не подкреплённая практикой, стоит не так уж и много. Так что тренируйтесь, и ничего нет страшного в том, что первый стык не удастся. Как говорится, не ошибается тот, кто ничего не делает
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Резьбовые соединения, используемые в системах водопровода, отопления и газоснабжения, должны быть полностью герметичны. Достигнуть этого только за счет качества самой резьбы, без применения дополнительных материалов, практически невозможно. Существует несколько способов уплотнения, но в последнее время огромную популярность среди мастеров завоевал анаэробный герметик для резьбовых соединений. Почему?

Естественно, что основная задача таких уплотнителей – полная герметизация стыков. Применяемый материал должен полностью исключить утечку воды или газа через резьбовой зазор. Но качественный уплотнитель должен обладать и другими немаловажными свойствами:
- Он не должен способствовать коррозии соединяемых элементов. Наоборот, наносимый для уплотнения резьбовых соединений материал призван защитить эти уязвимые места от разрушения, вызванного воздействием воды или агрессивных веществ.
- Все уплотнительные материалы, в том числе и герметики, должны обладать хорошими адгезионными свойствами, чтобы не допустить их выдавливания из соединений под напором воды или газа.
- Он должен обладать устойчивостью к воздействию перепада температур, выдерживать вибрационные колебания.
- Материалы, используемые для герметизации труб, не должны существенно затруднять сборку или разборку соединения. Очень удобно, если после демонтажа уплотнитель легко можно удалить и нанести заново.
Еще одна важная особенность, на которую следует обратить внимание, выбирая уплотнитель или герметик для резьбы, – это удобство применения. Очень часто такие соединения находятся в труднодоступных местах, где затруднены любые манипуляции. В таких случаях герметики имеют явное преимущество, так как не требуют такого аккуратного и тщательного нанесения, как уплотнительные ленты или лен.

Уплотнение льняной нитью
Это способ является самым старым. Именно так герметизировали соединения труб в советских квартирах. Если в магазине отсутствуют другие герметики, то лен и сантехническая паста найдутся наверняка. Но у этого уплотнителя можно выделить ряд существенных недостатков:
- По правилам лен используют в сочетании с олифой и свинцовым суриком. Свинец предотвращает коррозию соединения, а олифа заполняет поры льна как полимер. Но найти качественные ингредиенты довольно непросто, поэтому часто свинцовый сурик подменяют железным, который только ускоряет окисление металлических компонентов. Некоторые мастера выходят из ситуации, применяя автомобильные герметики на основе силикона.
- Сложность укладки льняной нити на резьбу. То, что так просто получается у опытных сантехников, может вызвать немало затруднений у неспециалиста. Правильно намотать лен на соединение с первого раза вряд ли получится, а любая погрешность при выполнении этой операции приведет к тому, что уплотнение продержится очень недолго.
- Лен очень плохо переносит смену условий работы. Поэтому в системах отопления его пряди будут разрушаться намного быстрее. Также этот вид уплотнителя плохо реагирует на агрессивные среды.
- Высокая гигроскопичность материала приводит к его набуханию, из-за чего недостаточно прочные соединения могут просто лопнуть. Например, не рекомендуется использовать лен при герметизации алюминиевых радиаторов.

Герметизация лентой ФУМ или сантехнической нитью
Благодаря удобству использования эти материалы завоевали высокую популярность. Для герметизации большинства резьбовых соединений в квартире достаточно намотать на трубу количество витков ленты, указанное в инструкции и затянуть при помощи ключа. При этом не требуется особой тщательности при укладке, напротив, многие производители рекомендуют мотать немного наискосок. Соединение с таким уплотнителем легко разбирается в случае необходимости.
Вместе с тем фум-лента не переносит вибраций, плохо цепляется за мелкую резьбу, может быть повреждена грубой нарезкой. Не рекомендуется герметизировать с ее помощью трубы значительного диаметра.

Использование герметиков
Наиболее оптимальным методом на данный момент является использование различных герметиков. Они обеспечивают не только полную изоляцию системы от протечек, но и защищают от коррозии металлические части.
Герметики очень удобны при монтаже и позволяют при необходимости разобрать резьбовое соединение без значительных усилий и повреждений.
Различают следующие виды герметиков.

Незатвердевающие герметики
Выпускаются в виде густых и вязких паст, состоящих из полимеров и синтетических смол. Такая консистенция позволяет им качественно обеспечивать герметизацию соединений, спокойно переносить вибрационные нагрузки. Такие герметики часто применяют в комбинации с другими уплотнителями.
Важно! Незатвердевающие герметики нельзя использовать в системах с высоким давлением – состав просто выдавит из резьбы. Также плохо они переносят воздействие агрессивных материалов.
Затвердевающие составы
Производятся на основе растворителей. Такие вещества еще известны, как клей-герметик, так они обеспечивают не только герметичность, но и надежную фиксацию соединения.
Сколько сохнет такой материал? Обычно время затвердевания производитель указывает на упаковке, он может составлять от нескольких минут до нескольких часов. Следует помнить, что при низких температурах время кристаллизации существенно увеличивается.
Такие герметики хорошо зарекомендовали себя в системах с высоким давлением, так как после затвердевания обладают большой устойчивостью к выдавливанию.
Главным их недостатком является наличие усадки при затвердевании, что приводит к необходимости дополнительной подтяжки фитингов. Другая неприятная особенность – невозможность демонтажа соединения без разрушения герметизирующего слоя. После разборки его придется удалять и наносить заново.

Анаэробные герметики
Самые удобные и надежные герметики на данный момент. Их жидкая структура позволяет без труда проникать в самые узкие зазоры. На воздухе такой состав не меняет своих свойств, но попадая в резьбовое соединение, при контакте с металлом и отсутствии воздуха, резко меняет свои свойства и кристаллизуется. Получается прочная пластмасса, надежно герметизирующая резьбовой зазор. При этом излишки клея, выдавленные наружу после сборки соединения, можно использовать для обработки следующей трубы, а попавший внутрь герметик легко смоется водой.
Резьбовые трубные соединения, используемые во все еще несовершенных процессах механических сборок, нуждаются в дополнительной герметизации. Для решения данной задачи предлагается множество прошедших тщательную проверку и одобренных продуктов.
Применение резьбовых герметиков позволяет предотвращать утечку жидкостей и газов в трубных соединениях. Все подобные соединения из-за колебания температур, изменения давления или воздействия вибрации рассматриваются как "динамические".
Виды используемых резьб
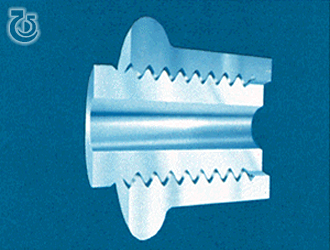
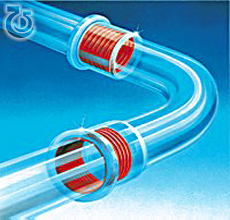
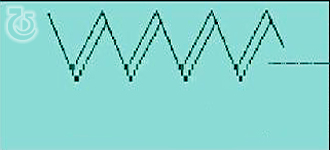
Рис. 1: Вид резьбового соединения, имеющего на обоих элементах параллельную резьбу.
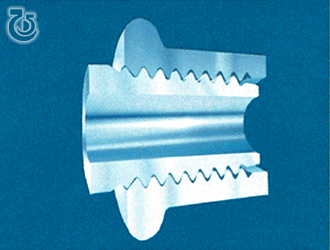
Рис. 2: Вид конусно-цилиндрической резьбовой сборки.
1. Стандартная американская коническая трубная резьба, иногда называемая национальной трубной резьбой (NPT) или конической резьбой.

2. Европейские серии резьб, имеющие цилиндрические внутренние и конические внешние резьбы.
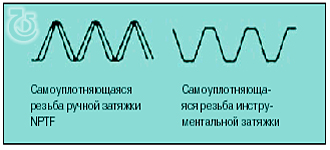
3. Стандартное американское сухое уплотнение. Данная серия имеет коническую резьбу с усеченной формой.
4. Резьбы прямые - метрические или резьбы SAE (Стандартные американо-европейские).
Одним из старейших методов, используемых для герметизации резьбовых спиральных зазоров, являются неотверждаемые трубные компаунды. Уплотнения этого вида представляют собой специальные пасты, изготовленные из наполнителей и масел. Преимущества данного метода заключаются в одновременной смазке соединений и предотвращении заеданий в резьбах, без их фиксации. Недостатками является возможное выдавливание уплотнения из зазоров резьб под давлением, слабая химическая стойкость и непригодность для герметизации метрических резьбовых соединений.
Содержащие растворители трубные компаунды представляют собой высыхающие герметики. Это тоже довольно устаревший способ герметизации резьб. Преимущества метода: застывание в зазорах, повышающее устойчивость к выдавливанию компаунда под давлением, и обеспечение смазки резьбового соединения. Среди недостатков можно назвать наличие в процессе полимеризации усадки, вызванной испарением растворителей. Чтобы минимизировать резьбовые зазоры необходимо повторно затянуть фитинги. Фиксация соединения происходит в результате трения.
Политетрафторэтиленовая (PTFE) лента, больше известная как тефлоновая или фторопластовая лента. Она создает неплохую начальную герметизацию и повышает устойчивость к разрушительному воздействию различных химических веществ. Кроме того, тефлоновая лента является единственным органическим герметиком, используемым при работе в кислородной среде. К преимуществам относятся: легкость при сборке (благодаря наличию смазывающих свойств), хорошая химическая стойкость.
Пластичный металл. Строго говоря, его нельзя назвать уплотнением, однако конструкторами часто используются сухоуплотняемые фитинги, теоретически, не требующие использования дополнительных средств в виде герметиков. Основное преимущество: при использовании точной механической обработки соединяемых деталей, созданная конструкция позволяет получить хорошие результаты. Недостатки: сложность соблюдения необходимых допусков и высокие расходы на механическую обработку.
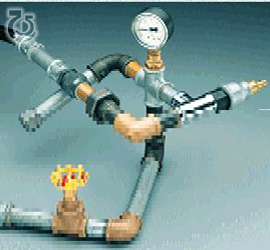
Рис. 3: Корпорацией Loctite предлагаются герметики для всех существующих резьбовых соединений.
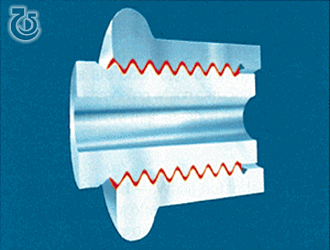
Рис. 4: Продукты Loctite герметизируют независимо от усилий затягивания резьбовых соединений.
Производимые корпорацией Loctite герметики являются анаэробными уплотнителямии, которые при полимеризации образуют нерастворимую, жесткую пластмассу, заполняющую резьбовой зазор, в результате чего, независимо от усилия заворачивания соединения или рабочего давления, предотвращается утечка.
- легкий монтаж из-за хороших смазывающих свойств
- способность уплотнять резьбу независимо от приложенного усилия заворачивания
- способность сохранять функциональность даже при скачках давления, вплоть до разрушения трубы
- обеспечение обусловленного усилия демонтажа соединения
- неотверждаемость на внешних поверхностях соединений, позволяющая легко удалять излишки продукта.
- не нуждаются в наполнителях при монтаже фитингов в критических местах гидравлических стыков
- самая низкая стоимость, получаемая при расчете одного соединения
- легкость при использовании на поточных линиях
- некоторые виды герметиков Loctite можно наносить предварительно.
- не могут использоваться для создания уплотнений, функционирующих в среде сильных окислителей и кислорода
- не могут использоваться при герметизации соединений, функционирующих при температуре превышающей 200 градусов Цельсия
- не рекомендуются для использования в соединениях, диаметр которых больше M80 (R3")
Выбирая герметик, следует заранее учитывать и знать множество факторов, оказывающих влияние на работоспособность соединения на протяжении всего срока его эксплуатации. Подбирать герметики необходимо с учетом их долговечности и надежности. При эксплуатации любого оборудования недопустимо наличие протечек масла или любых иных веществ. Герметичность соединений должна сохраняться и при сильнейших вибрациях, и при воздействиях химических веществ, и при колебаниях давления или нагреваниях.
Многими уплотняющими материалами резьбовой зазор заполняется неполностью. Процесс герметизации, при этом, происходит преимущественно за счет значительного усилия прижима соединяемых рабочих поверхностей и вдавливания уплотняющего материала в микронеровности, имеющиеся на резьбовой поверхности. Работа сухоуплотняемых соединений осуществляется при постоянном контактном напряжении. Однако, для динамических соединений это зачастую невозможно по следующим причинам:
- Для создания специальных изгибов, колен, или при подгонке труб, трубные соединения нередко нагревают, в результате чего контактное напряжение снижается.
- Из-за вибрации может произойти перемещение и износ рабочих резьбовых поверхностей в точке ослабления. В особенности этому подвержены гибкие гидравлические шланговые соединения.
- При относительном взаимоперемещении соединенных деталей может произойти вытеснение из соединения ленточных герметиков.
Анаэробными герметиками Loctite резьбовые зазоры заполняются полностью, при этом создается полная герметизация соединения. Подобранный правильно герметик гарантирует соединению необходимую прочность, что препятствует относительному перемещению соединяемых деталей, в большинстве случаев являющемуся причиной образования протечек.
Наносить анаэробные герметики корпорации Loctite можно при помощи полуавтоматического и автоматического оборудования или вручную. Излишки продукта с поверхности удаляются легко - путем стирания или смывания.
Использование в процессе сборки традиционных трубных компаундов является неудобным, по причине медленного их действия, невозможности обеспечить чистоту монтажа и из-за необходимости создания такого усилия затяжки, которое обеспечит оптимальное контактное напряжение. Использование тефлоновой ленты требует наличия определенных навыков для избегания перенапряжения в корпусных литых деталях и резьбовых трубных соединениях.
При помощи резьбовых герметиков Loctite обеспечивается быстрота и чистота сборки, проста нанесения непосредственно из дозаторов или емкостей различного типа. Во время сборки конических или цилиндрических резьбовых соединений герметик необходимо наносить и на внутреннюю, и на наружную резьбу. Анаэробными продуктами заполняются резьбовые зазоры, в результате чего усилия затяжки в соединениях становятся менее критичными.
Кроме того применение герметиков Loctite позволяет обеспечить простую разборку при очередном ремонте, что становится возможным, благодаря отсутствию в обработанной ими резьбе задиров и коррозии. Проникновение в такое соединение влаги или иных коррозирующих химических веществ исключено. Наличие у герметиков Loctite стопорящих свойств не препятствует осуществлению демонтажа резьбового соединения обычными инструментами.
Внутрь герметизируемого трубопровода может проникнуть любой уплотнитель. В гидравлических системах, имеющих небольшие проходные каналы, особенно опасно использовать ленты с тефлоновым покрытием. Анаэробные герметики в большинстве жидкостных систем работают хорошо, так как не имеют подобных негативных свойств.
По окончании полимеризационного процесса герметики Loctite обретают устойчивость к разрушительным воздействиям большинства промышленных газов и жидкостей. Сведения о химической стойкости анаэробных продуктов имеются в специальной технической документации.
У отвержденных резьбовых герметиков Loctite низкая токсичность, поэтому их часто используют в пищевой промышленности. При этом применение герметиков каждый раз необходимо согласовывать с требованиями по защите здоровья потребителей, предъявляемыми местными властями.
Резьбовые герметики Loctite, сведения по которым представлены в следующей таблице, могут функционировать при рабочих температурах от -55 градусов Цельсия до +150 градусов Цельсия (от -65 до +300 градусов по Фаренгейту). При кратковременных воздействиях на герметики более высоких температур существенных изменений их герметизирующих свойств не происходит
Когда рабочая температура соединения становится выше 150 градусов Цельсия, следует использовать продукт Loctite 272, с рабочей температурой до 232 градусов Цельсия (450 градусов по Фаренгейту), получивший широкое распространение во всем мире. Перед его использованием рекомендуется провести предварительные испытания. Для демонтажа соединений после проведения испытаний может потребоваться нагреть их до 260 градусов Цельсия (500 градусов по Фаренгейту).

Первый навык, который обязателен для начинающего сантехника – умение качественно герметизировать резьбовые соединения трубопроводов, фитингов и оборудования. При сборке систем водопровода, отопления и канализации в любом случае образуются резьбовые соединения, требующие уплотнения. Некачественное уплотнение повлечет за собой утечку воды со всеми вытекающими последствиями. Публикация дает подробный обзор способов решения этой технической задачи, методику и алгоритм действий.
Главные способы герметизации резьбы
Существует несколько основных способов уплотнения резьбовых соединений, они подразделяются по применяемому материалу:
- Синтетическая полимерная нить;
- Прокладки из резины, паронита, силикона и так далее;
- Сантехнический лен;
- Лента фум;
- Резьбовой герметик.
Синтетическая полимерная нить

Этот материал является самым удобным в сфере монтажа сантехники. Выпускается в катушках, помещенных в пластиковую коробку, оборудованную ножом для резки.
Нить белого цвета, имеет специальную маслянистую пастообразную пропитку, уплотняющую формируемый стык. Материал универсален в применении – он выдерживает температуру до 130 градусов Цельсия, давление до 16 атмосфер (для газа – до 8 атм.).
Простота применения этой подмотки обусловлена незамысловатой методикой – нить наматывается произвольно, не по резьбе, с несильным натягом. Полимер наматывается на правостороннюю резьбу – по часовой стрелке. Количество витков для каждого диаметра дано в специальной таблице на упаковке.

Для пластиковых резьб количество витков, указанное в таблице, увеличивают на 30%.
Нить универсальна для монтажа стыков в сантехнике, но в целом имеет некоторые ограничения. Не нужно применять материал в зонах с температурой более 130 градусов (паровое и высокотемпературное отопление), полимерная нить не всегда нейтрально относится к химически агрессивным средам.
Стоимость нитки среди уплотнительных материалов стоит на верхней ступени, но простота применения с лихвой оправдывает затраты.
Прокладки
Резьбовые соединения определенного типа уплотняются специальными прокладками. В основном прокладки идут в комплекте с изделием. Чаще всего прокладки применяются со следующими элементами:
- Фитинги металлопластиковой и полиэтиленовой группы труб;
- Гибкие подводки;
- Различные шланги с накидными гайками – например, для подключения стиральной машины;
- Специальные коммуникации и устройства – манометры, импульсные трубки и прочее.
Компрессионные фитинги пластиковых трубопроводов (кроме полипропилена) уплотняются резиновыми прокладками круглого сечения, предустановленными на корпус фитинга. При монтаже гибкой подводки в накидную гайку вставляется прокладка из резины (как в случае со стиральной машиной).
Лен сантехнический

Лен является не менее популярным среди профессиональных сантехников, чем нить и другие типы материалов. Это обусловлено тем, что в свое время он был единственным типом уплотнителя и поэтому большинство специалистов в сфере сантехники приобрели навык герметизации в работе именно с этим материалом. В работе с этим материалом на первом этапе для новичка могут возникать определенные трудности.
Вторым немаловажным фактором популярности является доступность и дешевизна материала. Существует общая методика герметизации льном, имеются и некоторые особенности. Особенности можно выделить следующие:
- Простая подмотка льна;
- Подмотка льна с пастой;
- Уплотнение льна краской.
Первый вариант является простейшим. Сначала определяется количество оборотов устанавливаемой детали. Элемент наворачивается на резьбу без подмотки, считается количество полных оборотов. После подмотки элемент наворачивается на расчетное или немного меньшее число оборотов – при большем числе можно повредить фитинг или кран.
От косички льна отделяется прядь материала шириной 6 – 8 мм. Она очищается от поперечно направленных волокон. Край пряди прижимается пальцем у начала резьбы (начало резьбы в этом случае – граница витков посередине фитинга, крана). Материал наматывается плотно по виткам резьбы, рядами с нахлестом в 2 – 3 мм, до окончания резьбы. Подмотка немного смачивается — это уменьшает вероятность задирания материала наворачиваемым изделием.
Второй и третий вариант являются конфигурациями первого. Лучшим считается применение специальной уплотнительной пасты. Она уплотняет соединение, предохраняет лен от разложения.

Краску в качестве уплотняющего вещества сейчас практически не применяют. При продолжительной службе краска высыхает и трескается, часто нарушает при этом плотность стыка. Разборка соединений с краской тоже вызывает трудности – нужно применять большие физические усилия, при этом можно повредить фитинг или кран.
При покупке льна нужно обратить внимание на следующие аспекты:
- Лен должен быть в герметичной водонепроницаемой упаковке;
- Материал должен иметь однородный цвет;
- Лен должен быть мягким, пластичным, гибким, иметь волокна приблизительно одинакового размера и структуры.
Фум лента
Лента является изделием из полимерного материала, имеет незначительную толщину. Применяется в основном на коммуникациях с невысоким давлением и температурой, для герметизации соединений диаметром не более 20 – 25 мм.
Методика монтажа имеет общий алгоритм со льном – ряды ленты накручиваются по вращению резьбы с наложением соседних рядов на 2 – 3 мм. Количество слоев определяется произвольно.
Лента применяется чаще всего новичками, в несложных бытовых соединениях. Недостатками материала являются:
- Материал имеет малую прочность;
- Лента деформируется при высокой температуре, становится излишне мягкой;
- При наворачивании изделия резьба часто прорезает ленту.
Преимуществом ленты фум является простота применения, дешевизна, легкость замены.
Резьбовой герметик
Анаэробный герметизирующий гель имеет методику уплотнения, отличную от предыдущих способов и материалов. Герметики этого типа подразделяются на вещества средней и сильной фиксации.
Используются герметики чаще всего на металлических резьбах, пластиковые приходится обрабатывать специальным активатором. Металлическую резьбу предварительно очищают, обезжиривают, просушивают. Затем наносится гель – на 3 – 4 витка резьбы заполняются углубления и выступы, монолит геля не нарушается.
После этого от руки заворачивается устанавливаемая деталь, излишки геля удаляются. Среднее время полного затвердевания герметика – 2 часа.
Применение подобного уплотнителя присуще новичкам и вызовет недоумение у профессионала. Каждая сантехническая система должна легко разбираться для ремонта, профилактики или замены отдельных элементов. Герметик же качественно застывает и делает соединения практически неразборными. Рекомендуемый способ демонтажа – нагрев феном до 150 градусов – неприменим для пластиковых труб, а ведь это сейчас основной вид материала для сферы сантехники.
В любом случае, выбор материала для герметизации соединений зависит от желания и наличия умений у человека. Исходить нужно из конкретных условий применения, требуемого качества будущего монтажа, периода эксплуатации и возможной замены уплотнений, трубопроводов, оборудования.
Сотни лет одним из самых безопасных и широко используемых соединений различных технологических линий считается фланцевое. Простота данного способа стыкования участков трубопроводов в ближайшее время вряд ли позволит изобрести и внести какие-то изменения в принципиальную конструкцию фланцев. Однако, увеличение требований к герметичности фланцевых соединений, как одного из главных условий их надежности, вносит необходимость их совершенствования.
На сегодняшний день добиться этого можно только изменением используемых при изготовлении фланцев материалов и разработкой прокладок нового типа, обеспечивающих большую степень непроницаемости соединения.
Причины разгерметизации фланцевых соединений

Сегодня уже недостаточно просто правильно подобрать прокладку и грамотно выполнить монтаж соединения. Утечки рабочей среды могут происходить даже на только что собранных, качественных соединениях. Как правило, основными причинами тому являются заводские отклонения от стандарта изготовления либо дефекты, полученные в результате эксплуатации технологической линии. Последние, тем не менее, обусловлены первыми и возникают вследствие наличия нарушений технологий при изготовлении прокладок или при прохождении контроля качества.
В большей степени ответственность за качество соединений и используемых при их монтаже материалов лежит на конечных пользователях – эксплуатационных службах, которые при техническом обслуживании, производстве ремонта и замене изношенных элементов не уделяют должного внимания соблюдению разработанных в этой сфере стандартов и нормативов.
Выбор необходимой прокладки в большинстве случаев зависит от таких факторов, как агрессивность рабочей среды, давление внутри технологической линии, сроков планового обслуживания, ремонта и других факторов.
Каждый тип прокладок имеет свои ограничения по применению в тех или иных условиях эксплуатации. Так, к примеру, большая часть прокладок из безасбестового паронита сможет надежно служить для герметизации соединения только до температуры рабочей среды 250 0 С.
Намного выше эти показатели у прокладок из терморасширенного графита – до 400 0 С. Однако не стоит забывать, что нельзя правильно подобрать прокладку, ориентируясь только на установленные производителями предельные нормативы давления и температурного режима.
Данный график наглядно показывает при каких параметрах рабочей среды необходимо проведение испытаний прокладки для обеспечения герметичности соединения. Если показатели находятся в пределах 1-го сектора и учтена устойчивость уплотнительного материала к рабочей среде – тестирование материала не проводится. Показатели в пределах 2-го сектора – тестирование рекомендовано. При показателях в 3-м секторе – проведение испытаний обязательно.
Характеристики уплотнительного материала
- Нужно отметить, что до недавнего времени в России, а до этого в СССР, многие важные параметры уплотнительных материалов, необходимые для обеспечения безопасности соединения и повышения срока его эксплуатации, попросту не учитывались при разработке стандартов. В то время как за рубежом существовало множество критериев и методик для проведения эффективного анализа и оценки этих показателей, в том числе и для асбосодержащей продукции.
- Российские, европейские и американские стандарты технических параметров, которые сегодня имеют решающее значение при выборе прокладок, во многом схожи и имеют лишь небольшие часто непринципиальные различия.
Степень сжатия материала прокладки и упругость его восстановления
- Благодаря этому свойству прокладок, они обеспечивают герметичность, компенсируя все неровности плоской поверхности фланцев и восстанавливая свою первоначальную толщину при уменьшении оказываемого давления. В США данная величина определяется стандартом ASTM F 36J, в России – ГОСТ 24038.
- Для определения соответствия необходимым показателям, уплотнительный материал проходит по американскому стандарту испытания следующим способом: в тестируемый образец прокладки в течение определенного промежутка времени вдавливается индентор диметром 6,3 мм. Сила предварительного вдавливания составляет 22,2 Н, общая – 1112 Н.
- Измерение толщины прокладки проводится в каждый момент под нагрузкой, после – определяется время и степень восстановления. Все испытания проводятся при температуре от 18 до 25 0 С. Измерения по российскому стандарту отличаются от американских использованием инденторов двух видов – 6,4 мм и 11,3 мм и варьированием давления на испытуемый материал.

Прочность на разрыв
- Данная характеристика призвана определять внутреннюю прочность, способность прокладки к растяжению. Стандарты значения определяются в Америке по системе DIN 52910, в России – ГОСТ 30684.
- Данная характеристика призвана определять внутреннюю прочность, способность прокладки к растяжению. Стандарты значения определяются в Америке по системе DIN 52910, в России – ГОСТ 30684.
- Согласно российскому стандарту испытание на соответствие нормативам проводится следующим образом: из исследуемого материала вырезается образец размером 110*20 мм, который помещается в разрывную машину, в которой при определенной скорости совершается действие, направленное на разрыв образца, с фиксированием показателей разрывной силы.
Устойчивость к воздействию рабочей среды
- Именно этот параметр уплотнительного материала является одним из важнейших при выборе прокладки. Однако каких-то определенных нормативных показателей он не имеет. Поэтому применение уплотнительного материала носит исключительно рекомендательный характер, основанный на проведенных производителем лабораторных испытаниях для той или иной рабочей среды.
- Согласно европейской (ASTM F 146) и российской (ГОСТ 24037) методикам производители используют для проведения испытаний бензин, керосин, различные масла. Определить устойчивость к воздействию можно двумя способами:
- Образец тестируемого материала помещается в среду на определенный промежуток времени, причем все происходящие с ним изменения строго фиксируются.
- Собирается фланцевое соединение с тестируемым материалом в качестве прокладки, через которое подается рабочая среда с имитацией изменения температуры и давления. Происходящие изменения с материалом также фиксируются.
Основной нюанс и различие в лабораторных исследований заключается в том, что состав рабочих наполнителей в Европе и России кардинально отличается.
Максимальное поверхностное давление
Минимальное поверхностное давление
- Нарушение статичности соединения в рабочих условиях, вследствие изменения воздействующих факторов – температуры, давления, усилия сжатия, приводит к разгерметизации соединения. Показатель минимального поверхностного давления определяет при каком значении сохраняется полная герметичность соединения и регламентируется стандартом DIN13555.
- Способ определения данного значения предусматривает следующее испытание: образец материала, вырезанный кольцом, помещается в специальный аппарат, позволяющий изменять условия воздействия на прокладку – температуру и давление, измерять толщину уплотнительного материала и его герметичность.
При проведении данного тестирования регистрируются два показателя:
- необходимое давление на прокладку, которое нужно создать в процессе монтажа соединения, гарантирующее ее герметичность;
- давление, необходимое для герметичности прокладки в условиях эксплуатации.
Стойкость к циклическим изменениям силовых и тепловых воздействий
- Уплотняемая среда имеет два постоянных параметра – давление и температуру, причем последняя может быть также внешней, то есть соединение может нагреваться или охлаждаться извне. Норматив устойчивости уплотнительного материала к сохранению эксплуатационного давления в определенный временной промежуток при воздействии постоянной или изменяемой температуры определяется стандартом DIN 28090-2.
- Исследование образца материала проводится следующим образом: кольцевая прокладка диаметром 50*90 мм помещается в прибор, способный задавать определенную температуру (200 0 С – для каландрованных материалов, 300 0 С – для материалов из графита), изменять давление по заданным параметрам, регистрировать толщину прокладки в любой момент воздействия. Рабочие нагрузки составляют при холодной пробе – 35 Н/мм 2 , при горячей – 50 Н/мм 2 . После путем использования специальных формул определяются показатели устойчивости.
Устойчивость к давлению в определенной температуре – 175 0 С/300 0 С
- Данная характеристика показывает способность уплотнительного материала сохранять свои свойства при воздействии определенной температуры, время, по истечении которого происходит расслабление фланцевого соединения в результате ослабления прокладки. Показатель регламентируется стандартом DIN 52913.
- Согласно этому стандарту образец материала в форме кольца размером 55*75 мм помещается в аппарат, позволяющий регистрировать температуру и толщину уплотнения. Задается начальное давление в 50 Н/мм 2 , нагревание проводится со скоростью 300 0 С/час. Итоговый показатель температуры для каландрованных безасбестовых материалов составляет 175 0 С, для графита 300 0 С. Испытание проводится в двух режимах: кратковременном – 16 часов, долговременном – 100 часов.
Качество графита (для прокладок из терморасширенного графита)
- На данный момент рынок уплотнительных материалов предлагает графитовые прокладки с содержанием графита не менее 98 %. В Европе и США данный показатель определен стандартом DIN 28090-2. Качество графита устанавливается путем сжигания материала при температуре 8000 С в кислородной среде, а затем в путем проведения химических проб определяется содержание хлорида в образовавшихся газах.
Уровень газопроницаемости
Это показатель, имеющий весьма весомое значение для западных производителей, определяется стандартом DIN 3535-6. Проверка газопроницаемости проводится на специальной установке, в которой образец материала в форме кольца зажимается во фланцевом соединении при температуре от 18 до 250 С при давлении 32 Н/мм 2 .. По отрезку трубопровода подается азот под давлением 4 Мпа. А через установленное время замеряется выделившийся объем газа.
Заключение
Итогом данного обзора может являться понимание необходимости тщательного подбора уплотнительных материалов для конкретных технологических линий и возможности, вследствие правильного выбора, снижения экономических затрат за счет предотвращения утечки среды и на проведении незапланированных ремонтных работ.
Читайте также:
- Как проводится лингвистическая экспертиза по клевете
- Когда мужчина угрожает женщине цитаты
- Как обеспечить вентиляцию в гараже
- Причина обращения за предоставлением услуги центр занятости обучение что писать
- Референдум как форма прямой непосредственной демократии понятие виды правовые основы проведения