
На какие фазы разлагается мартенсит при отпуске
Обновлено: 05.07.2024
Существует две очень важных температуры при закалке стали – температура начала мартенситного превращения Мн и температура конца мартенситного превращения Мк.
Существует две очень важных температуры при закалке стали – температура начала мартенситного превращения Мн и температура конца мартенситного превращения Мк.
Роль границ аустенитных зерен
Когда аустенит превращается при охлаждении в какую-либо другую фазу, то эта новая фаза всегда сначала формируется или зарождается на старых границах зерен аустенита. Например, если перлитную сталь У8 сначала нагрели до полного аустенита при температуре 850 °С, а затем охладили на воздухе до 650 °С, то малые зерна перлита будут образовываться на старых границах аустенитных зерен сразу после того как температура упадет ниже 727 °С. Когда температура достигнет 650 °С, эти зерна начнут расти, но между ними еще будет оставаться некоторое количество аустенита. Если образец продолжать держать при 650 °С, то перлитные зерна будут расти пока не закончится весь аустенит.
Влияние степени переохлаждения аустенита
Рассмотрим также альтернативную термическую обработку, когда образец охлаждают от температуры 850 °С в горячей жидкости при температуре 650 °С. такая обработка обеспечивает охлаждение образца до температуры 650 °С намного быстрее, чем при охлаждении на воздухе. Последовательность распада аустенита будет та же самая – маленькие перлитные зерна зарождаются на старых границах аустенитных зерен и растут в оставшийся аустенит, пока он весь не закончится.
Что же измениться по сравнению с охлаждением на воздухе? Более быстрое охлаждение даст три различия:
- перлитные зерна будут расти быстрее;
- расстояние между пластинками цементита в перлите будет намного меньше;
- перлитные зерна будут меньше, так как их будет зарождаться больше на границах аустенитных зерен.
Рост перлита и рост мартенсита
Теперь предположим, что сталь У8 охлаждается в баке с водой при еще более низкой температуре, например, при комнатной. При такой низкой температуре охлаждения можно ожидать образования мартенсита и значительного упрочнения стали. Что общего и в чем различия между образованием мартенсита при комнатной температуре и перлита при температуре 650 °С? Подобно перлиту мартенсит будет начинать формироваться вдоль границ аустенитных зерен, но в отличие от перлита мартенсит растет в аустенит огромной скоростью. Перлит растет в аустенит со скоростью примерно 50 мкм/с при 650 °С и даже медленнее при более высоких температурах. Мартенсит же растет в аустенит почти со скоростью звука 4510 м/с (в стали, а не в воздухе) при любой температуре, при которой он образуется. Кроме того, в отличие от перлита, который полностью заменяет аустенит просто путем достаточно длительной выдержки образца при пониженной температуре.
Интервал температуры мартенситного превращения
Мартенсит же не будет заменять весь аустенит, пока температура закалки не станет ниже температуры, которую называют температурой конца мартенситного превращения Мк.
Более того, мартенсит и вовсе не начнет образовываться, пока закалочная температура не опустится ниже температуры начала мартенситного превращения Мн.
Если температура закалки находится между Мн и Мк, то только часть аустенита превратиться в мартенсит, а оставшийся аустенит – остаточный аустенит – будет продолжать находиться в стали.
Рисунок ниже представляет график, который иллюстрирует зависимость количества образовавшегося мартенсита от температуры закалки.
Рисунок – Зависимость количества мартенсита от температуры закалки
Значком М50 обозначена температура, при которой образуется 50 % мартенсита. Если сталь охладить до температуры М50, то 50 % аустенита в ней превратится в мартенсит. Причем это произойдет в течение миллисекунд после достижения температуры М50. Однако оставшиеся 50 % аустенита, которые окружают мартенсит, будут оставаться, как остаточный аустенит до тех пор, пока температура не изменится.
Фазовая диаграмма стали и мартенсит
Необходимо отметить, что фазовая диаграмма стали предсказывает, что весь аустенит должен исчезнуть, когда температура стали опустится ниже температуры А1. Более того, она требует, чтобы ниже точки А1 сталь состояла из феррита и цементита. Однако с закаленными сталями оба этих правила нарушаются – фазовая диаграмма правильно отражает зависимость фаз от температуры только при достаточно медленном охлаждении.
Мартенсит – метастабильная фаза
При высоких скоростях охлаждения появляется новая фаза – мартенсит, которую не предсказывает фазовая диаграмма. Такие фазы называют метастбильными, то есть неустойчивыми. Если мартенсит нагреть, как в процессе отпуска, то он переходит к более стабильным фазам. Эти стабильные фазы уже должны быть на фазовой диаграмме – нагрев мартенситных структур до температуры ниже А1превращает и мартенсит, и остаточный аустенит в смесь феррита и цементита.
Температура начала мартенситного превращения в сталях очень сильно зависит от содержания углерода аустените.
Мартенситное превращение и содержание углерода
На рисунке 1 показаны температуры начала и конца мартениситного превращения Мн и Мк для обыкновенных углеродистых сталей в зависимости от содержания углерода. Температура Мк имеет довольно значительный разброс. Закалка стали производится чаще всего в воде при комнатной температуре. Эта температура отмечена горизонтальной линией Ткомн. Эта линия позволяет оценить при каком содержании углерода возможна полная закалка при комнатной температуре или сколько остаточного аустенита будет в стали после закалки. Согласно рисунку 1 закалка при комнатной температуре уже при содержании углерода 0,3-0,4 % становиться неполной, так как при таком содержании углерода температура Ткопускается ниже комнатной температуры.
Рисунок 1 – Зависимость температур начала Тн и конца Тк мартенситного превращения от содержания углерода в аустените
Остаточный аустенит и содержание углерода
Количество в процентах остаточного аустенита в стали определяют рентгеновским методом. На рисунке 2 показаны результаты таких измерений объемной доли остаточного аустенита в закаленных обыкновенных углеродистых сталях в зависимости от содержания в них углерода. Также как и у температуры Тк наблюдается большой разброс данных. Например, для стали с содержанием углерода 1,4 % процентная доля остаточного аустенита находится в пределах от 28 до 45 %.
Рисунок 2 – Объемная доля в процентах остаточного аустенита в зависимости от содержания углерода для обыкновенных углеродистых сталей, закаленных до комнатной температуры
График на рисунке 2 дает возможность сделать следующие выводы:
1) Стали с полным реечным мартенситом (содержание углерода меньше 0,6 %) не будут иметь значительного количества остаточного аустенита.
2) Стали с полностью пластинчатым мартенситом (содержание углерода более 1 %) будут иметь значительное количество остаточного аустенита. Чем больше содержание углерода, тем больше количество остаточного аустенита.
Закаленная сталь типа У8 с содержанием углерода 0,77 % будет имеет смешанную реечно-пластинчатую структуру мартенсита и содержать 6-10 % остаточного аустенита. Вообще говоря, это очень трудно увидеть в оптический микроскоп остаточный аустенит между мартенситными пластинами до тех пор, пока его содержание не станет около 10 %.
Основным отличием, которое приводит к изменению физических и механических характеристик стали является изменение внутренней структуры. Её называют мартенситная структура. В этом случае кристаллическая решётка претерпевает следующие изменения. Под воздействием внешних факторов происходит изменение направления движения атомов по сравнению с их стандартным, упорядоченным движением в рамках установленной решётки. Увеличиваются межатомные расстояния, что приводит к возникновению деформации, примерно на 10% относительно нормальных размеров. Величина изменений не приводит к переходу через энергетический барьер межатомных связей. Такой кристаллический эффект приводит к образованию специфической формы взаимных связей. Она носит так называемый игольчатый характер.

Изменения структуры стали происходит в процессе нагрева. Повышение температуры вызывает диффузионное перераспределение атомов углерода в рамках кристаллической решётки. Этот процесс вызывает образование нескольких фаз металла.
- При повышении содержания углерода до 6,7% возникает материал называемый цементит. Он имеет решётку в форме ромба.
- При низком содержании углерода (не более 0,02%) формируется феррит. Его решётка приобретает объёмно-центрированную форму.
- Аустенит. Структура железоуглеродистых сплавов, представляющих смесь углерода в количестве около 2% различных легирующих добавок. Кристаллическая решётка этого материала имеет форму куба со строго центрированными гранями. Отличительной особенностью аустенита является его высокая плотность по сравнению с другими структурами стали. Он образуется при температуре нагрева от 910 до 1401 °С и сохраняет свою устойчивость до температуры 723 °С. При дальнейшем охлаждении превращается в другие более устойчивые структуры. При добавлении никеля, марганца или хрома аустенит сохраняет свою структуру вплоть до комнатной температуры. К сталям, имеющим аустенитную структуру, относятся почти все хромоникелевые стали.
- Перлит является механической смесью цементита и феррита. В этой смеси присутствие углерода составляет 0,8%. Он образуется из аустенита в процессе охлаждения. Он является эвтектоидом и может обладать пластичной или зернистой структурой. От этого состояния зависят его физические и особенно механические свойства.
- При повышении содержания углерода до 4,3% из смеси аустенита и цементита образуется материал, называемый ледебурит. Его формирование происходит при температуре расплава в 1147 °С.
- Мартенсит – это перенасыщенный раствор железа и углерода. Его обычно получают при закалке аустенита. В результате температурного воздействия мартенситный материал приобретает из кубической тетрагональную решётку, которая придаёт ему твердость до 1000 HV.

В результате обработки полученная мартенситная сталь приобретает игольчатую структуру, которая формирует более высокие прочностные характеристики, становится устойчивее к воздействию коррозии
Общие сведения о мартенсите
Структура на основе перенасыщенного твердого раствора углерода в железе называется мартенсит. Получается он методом переохлаждения аустенитной фазы. Другими словами, мартенсит – результат проведения закаливания сталей с содержанием углерода выше 0,3%. Кристаллы мартенсита имеют тетрагональную структуру, где атомы железа занимают место в узлах решетки.
На вид мартенсит представляет собой множественные темные иглы железа на светлом фоне. Угол наклона данных игл в среднем составляет 60 градусов относительно друг друга. Обнаружить следы углерода на поверхности мартенсита невозможно, т. к. он полностью находится в растворенном состоянии.

Мартенсит выделяется прочностью по сравнению с остальными фазами. Механические свойства до определенного момента в прямой зависимости от количества углерода в стали. Но стоит заметить, что после прохождения определенной отметки прочность падает, и начинает повышаться хрупкость.
Согласно исследованиям, проводимым в 30-х годах прошлого столетия советскими учеными, причины высоких механических характеристик мартенсита кроются в следующем:
- Структура мартенсита имеет блочный характер, при том что сами блоки обладают достаточно малыми размерами.
- Сопротивление статическим искажениям, что означает устойчивость положения атомов при их смещении от идеального размещения атомов в кристаллической решетке.
- В случае воздействия механических нагрузок, и как следствие пластической деформации, выделяются мельчайшие твердые частицы, блокирующие скольжение слоев относительно друг друга и повышающие твердость сплава.
Твердость мартенсита имеет валатильный характер и зависит от температуры нагрева, охлаждения и времени выдержки стали. В среднем ее значение колеблется в пределах 35 — 70 единиц по шкале Роквелла. Также мартенсит выделяется большим удельным объемом. Его значение выше по сравнению с другими фазовыми структурами такими как аустенит, перлит и т. д.
Как следствие от всего вышесказанного, образование мартенсита сопровождается значительными изменениями стали в объеме. Это, в свою очередь, приводит к нежелательному повышению внутренней напряженности в структуре, которая в будущем может стать причиной появления трещин.
Свойства мартенсита
В зависимости от методов обработки мартенсит подразделяется на несколько категорий:
Все эти разновидности – это сталь мартенситного класса, обладающая своими специфическими свойствами. Во всех случаях мартенсит представляет собой определённую марку стали. Например: 20Х13, 10Х12НДЛ, Х5ВФ, Х5М и многие другие.

К основным свойствам мартенситных сталей относится:
- повышенная устойчивость к воздействию агрессивных растворов (кислотных или щелочных);
- антикоррозийная стойкость к повышенному содержанию влаги;
- высокая жаропрочность (особенно после проведения процедуры закалки);
- способность к так называемому самозакаливанию;
- повышенные показатели прочности (твёрдость мартенсита превосходит многие марки сталей);
- устойчивость к вредному воздействию водорода;
- невысокая пластичность;
- трудности в обработке.
Два основных свойства твердость и антикоррозийная стойкость достигаются за счёт специальной обработки и добавлением соответствующих химических элементов. Мартенситная твёрдость в зависимости от содержания углерода может достигать достаточно высоких значений по основным шкалам оценки.
Особенности образования
Аустенит – это структура, которая формируется в процессе нагревания стали. При достижении критической температуры перлит и феррит образуют целостное вещество.
- Равномерное, до достижения необходимого значения, непродолжительная выдержка, охлаждение. В зависимости от характеристик сплава, аустенит может быть как полностью сформирован, так и частично.
- Медленное повышение температуры, длительный период поддержания достигнутого уровня теплоты с целью получения чистого аустенита.
Свойства полученного разогретого материала, а также того, который будет иметь место в результате охлаждения. Очень многое зависит от уровня достигнутого тепла. Важно не допустить перегрев или перепал.
Мартенситное превращение
Данный процесс протекает в стали при высоких скоростях охлаждения. Оно должно быть непрерывным в течение всей процедуры. Мартенситное превращение в стали основано на полиморфном превращении двух аллотропических модификациях железа (альфа-железа Fea и гамма-железа Feg). Обладая температурным полиморфизмом, оба эти вида железа имеют свои кристаллические решётки. Первое формируется в объёмно-центрированную кубическую решётку. Второе в гранецентрированную кубическую решётку. При нагреве стали до 911 °С вплоть до температуры плавления 1593 °С наблюдается устойчивость альфа-железа. При охлаждении со скоростью, превышающей критическую, проявляется эффект преобразования. В этот период аустенит превращается в мартенсит. Механизм этого процесса обладает следующими особенностями:
- Бездиффузионный характер проявляется благодаря существующему сдвиговому механизму. Благодаря ему атомы кристаллической решётки смещаются на небольшое расстояние, которое по величине меньше межатомных связей. Происходит изменение формы кристаллической решётки. Самодиффузии атомов железа не происходит.
- Образовавшиеся кристаллы мартенсита приобретают геометрическую форму пластин. К краю пластины наблюдается уменьшение линейного размера. Поэтому мартенситная структура кристаллов называется игольчатая. Процесс образования пластины заканчивается в двух случаях: на границе зерна аустенита, или при её изломе. Последующие пластины будут образовываться под углом 60° или 120°. Такое образование называется когерентный рост, который протекает при минимальной поверхностной энергии. Однако из-за различия структуры и объёма аустенита и мартенсита в стали наблюдается возникновение больших напряжений. Они достигают величины предела текучести аустенита. Это приводит к отрыву решётки мартенсита от решётки аустенита и когерентность нарушается, что приводит к остановке роста кристаллов.
- Абсолютные смещения атомов при мартенситном превращении могут достигать относительно больших размеров в межатомных связях (по сравнению с макроскопическими размерами). Это является следствием действия сдвигового механизма. Происходит изменение формы аустенита и образования на поверхности характерной игольчатой структуры.
- Несмотря на разницу кристаллических решёток мартенсита и аустенита, между ними существует некоторое кристаллическое соответствие. Оно выражается в ориентационном сходстве.
- Наиболее часто встречающейся формой кристалла после мартенситного преобразования является пластина или так называемая линза. Толщина каждой из них сравнима с остальными геометрическими размерами, сохраняя сложное внутреннее строение. Полученная форма мартенситного кристалла при превращении сохраняет минимум упругой энергии.
- Процесс образования кристаллов протекает при очень высоких скоростях. Она может достигать 1000 м/с. По результатам проведенных оценок время формирования кристаллов при мартенситном превращении не превышает 10-7 секунды. Это усложняет процесс контроля над образованием мартенсита.
- Сам процесс мартенситного превращения протекает только при быстром непрерывном охлаждении. Температура мартенситного превращения зависит от марки стали (то есть её состава). Температуру начала образования мартенсита обозначают индексом Мн, а температуру конца Мк. Этот температурный интервал в основном зависит от количества, содержащегося в стали углерода. Он не зависит от скорости процесса охлаждения.
Процесс мартенситного превращения не заканчивается полным образованием мартенсита. В стали остаётся остаточный аустенит. Его количество повышается при снижении точки начала превращения.
Влияние закалки на особенности распада аустенита. Мартенсит
Закалка – это вид термической обработки, суть которого заключается в быстром нагревании до высоких температур выше критических точек Ac3 и Acm, после чего следует быстрое охлаждение. Если снижение температуры происходит с помощью воды со скоростью больше 200˚С за секунду, то образуется твердая игольчатая фаза, имеющая название мартенсит.
Он являет собой пересыщенный твердый раствор проникновения карбона в железо с кристаллической решеткой типа α. Вследствие мощных перемещений атомов она искажается и формирует тетрагональную решетку, что и выступает причиной упрочнения. Сформированная структура имеет больший объем. В результате этого кристаллы, ограниченные плоскостью, сжимаются, зарождаются игольчатые пластины.
Мартенсит – прочный и очень твердый (700-750 НВ). Образуется исключительно в результате высокоскоростной закалки.
Область применения
Обладая специфическими, а в некоторых случаях уникальными свойствами стали мартенситной группы применяются для изготовления деталей, работающих в сложных технических и химических условиях. Из них изготавливают:
- элементы газовых и паровых турбин (в частности роторы, диафрагмы, лопатки и корпуса);
- детали сварочных аппаратов;
- сосуды высокого давления, которые должны выдерживать 16 МПа;
- комплектующие насосов высоко давления;
- пружины способные выдерживать большие нагрузки;
- отдельные детали котлов, трубопроводов, коллекторов по которым проходит жидкость с высокой температурой или пар;
- инструменты различного назначения (режущие, измерительные, обрабатывающие);
- медицинские инструменты и отдельные части оборудования.

Основными недостатками таких сталей являются: трудности, возникающие при механической обработке и сварке отдельных деталей. Для решения второй задачи необходимо создавать специальные условия для сварки.
Закалка. Диффузионные структуры
Аустенит – это формирование, из которого могут быть искусственно произведены бейнит, троостит, сорбит и перлит. Если охлаждение закалки происходит на меньших скоростях, осуществляются диффузионные превращения, их механизм описан выше.
Бейнит – это промежуточная фаза, которая являет собой еще более дисперсную смесь кристаллов высокоуглеродистого феррита и цементита. По механическим и технологическим свойствам уступает мартенситу, но превышает троостит. Образуется в температурных интервалах, когда диффузия невозможна, а силы сжатия и перемещения кристаллической структуры для превращения в мартенситную – недостаточно.
Сорбит – крупнодисперсная иглообразная разновидность перлитных фаз при охлаждении со скоростью 10˚С за секунду. Механичесие свойства занимают промежуточное положение между перлитом и трооститом.
Перлит – это совокупность зерен феррита и цементита, которые могут быть зернистой или пластинчатой формы. Формируется в результате плавного распада аустенита со скоростью охлаждения 1˚С за секунду.
Бейтит и троостит – более относятся к закалочным структурам, тогда как сорбит и перлит могут формироваться и при отпуске, отжиге и нормализации, особенности которых определяют форму зерен и их размер.
Физический механизм образования мартенсита принципиально отличается от механизма других процессов, происходящих в стали при нагреве и охлаждении. Другие процессы диффузионны, то есть атомы перемещаются с малой скоростью, например, при медленном охлаждении аустенита создаются зародыши кристаллов феррита и цементита, к ним в результате диффузии пристраиваются дополнительные атомы и, наконец, весь объём приобретает перлитную или феррито-перлитную структуру. Мартенситное превращение бездиффузионно (сдвиговое превращение), атомы перемещаются с большой скоростью по сдвиговому механизму, скорость распространения порядка тысячи метров в секунду.
Мартенситное превращение[ | ]
Основная статья: Мартенситное превращение
Мартенситное превращение при охлаждении происходит не при постоянной температуре, а в определённом интервале температур, при этом превращение начинается не при температуре распада аустенита в равновесных условиях, а несколькими сотнями градусов ниже. Оканчивается превращение при температуре значительно ниже комнатной. Таким образом, в интервале температур мартенситного превращения в структуре стали, наряду с мартенситом, есть и остаточный аустенит. Температуры как начала, так и окончания мартенситного превращения могут сильно зависеть от концентраций легирующих элементов.
При пластической деформации стали при температурах мартенситного превращения количество мартенсита увеличивается. В некоторых случаях также влияет упругая деформация. Возможно превращение аустенита в мартенсит при комнатных температурах под действием пластической деформации.
Кроме железоуглеродистых сплавов, мартенситное превращение наблюдается и в некоторых других материалах, например, сплавах на основе титана (сплавы типа ВТ6, ВТ8, ВТ14), меди (бронзы типа БрАМц 9-3), материалах с памятью формы, оксидных материалах (ZrO2).
Отпуск - это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
Содержание
- Низкий отпуск сталей
- Средний отпуск
- Высокий отпуск
- Явление отпускной хрупкости
- Отпуск быстрорежущих инструментальных сталей
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
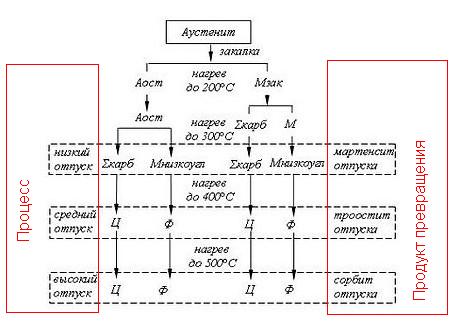
Схема фазовых превращений при отпуске сталей
НИЗКИЙ ОТПУСК СТАЛЕЙ
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
СРЕДНИЙ ОТПУСК
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
ВЫСОКИЙ ОТПУСК
Во время высокого отпуск (450-550°С и выше) в углеродистых сталях происходят изменения структуры, не связанные с фазовыми превращениями: изменяются форма, размер карбидов и структура феррита. С повышением температуры происходит коагуляция – укрупнение частиц цементита. Форма кристаллов постепенно становится сферической – этот процесс называется сфероидизацией.
Коагуляция и сфероидизация карбидов начинают происходить более интенсивно с температуры 400°С. Зерна феррита становятся крупными, и их форма приближается к равноосной. Феррито-карбидная смесь, которая образуется после отпуска при температуре 400–600 °С, называется сорбитом отпуска. При температуре, близкой к точке А1, образуется достаточно грубая феррито-цементитная смесь – перлит.
Высокий отпуск с температур 450-550°С применяется для большинства конструкционных сталей. Его широко используют при термообработке различных втулок, опор, крепежных изделий, работающих на растяжение-сжатие и других изделий, которые испытывают статические нагрузки.
ЯВЛЕНИЕ ОТПУСКНОЙ ХРУПКОСТИ
При отпуске некоторых сталей возможно протекание процессов, которые снижают ударную вязкость стали не меняя остальные механические свойства. Такое явление называется отпускной хрупкостью и наблюдается в температурных интервалах отпуска при 250–400ºС и 500–550ºС. Первый вид хрупкости называется отпускной хрупкостью Ι рода и является необратимым, поэтому стоит избегать отпуска сталей при этих температурах. Данный вид присущ практически всем сталям, легированным хромом, магнием, никелем и их сочетанием, и обусловлен неоднородным выделением карбидов из мартенсита. Второй вид отпускной хрупкости - отпускная хрупкость ΙΙ-го рода является обратимым. Отпускная хрупкость ΙΙ-го рода проявляется при медленном охлаждении легированной стали при температуре 500–550°С. Данная хрупкость может быть устранена повторным отпуском с большой скоростью охлаждения (в воде или масле). В этом случае устраняется причина этой хрупкости – выделение карбидов, нитридов, фосфидов по границам бывших аустенитных зерен. Устранение отпускной хрупкости легированных сталей возможно введением в них малых добавок молибдена (0,2–0,3 %) или вольфрама (0,5–0,7 %).
Графически эти виды хрупкости выглядят, как показано на рисунке.
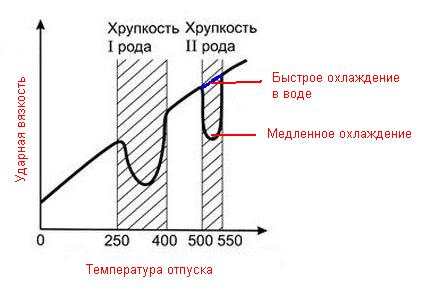
Проявление отпускной хрупкости в сталях при отпуске
Практически все стали подчиняются закону: повышение температуры отпуска — снижение прочностных характеристик и повышение пластических, как показано на рисунке ниже.
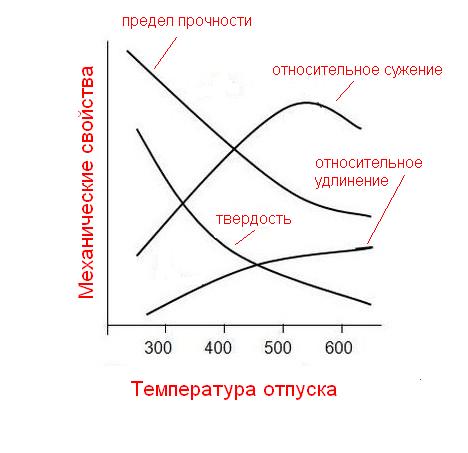
Влияние температуры отпуска на механические свойства стали
Такая закономерность не касается быстрорежущих инструментальных легированных карбидообразующими элементами сталей.
ОТПУСК БЫСТРОРЕЖУЩИХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут.
При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
Отпуск - это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
Содержание
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
Схема фазовых превращений при отпуске сталей
Низкий отпуск сталей
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
Средний отпуск
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
Высокий отпуск
Во время высокого отпуск (450-550°С и выше) в углеродистых сталях происходят изменения структуры, не связанные с фазовыми превращениями: изменяются форма, размер карбидов и структура феррита. С повышением температуры происходит коагуляция – укрупнение частиц цементита. Форма кристаллов постепенно становится сферической – этот процесс называется сфероидизацией.
Коагуляция и сфероидизация карбидов начинают происходить более интенсивно с температуры 400°С. Зерна феррита становятся крупными, и их форма приближается к равноосной. Феррито-карбидная смесь, которая образуется после отпуска при температуре 400–600 °С, называется сорбитом отпуска. При температуре, близкой к точке А1, образуется достаточно грубая феррито-цементитная смесь – перлит.
Высокий отпуск с температур 450-550°С применяется для большинства конструкционных сталей. Его широко используют при термообработке различных втулок, опор, крепежных изделий, работающих на растяжение-сжатие и других изделий, которые испытывают статические нагрузки.
Явление отпускной хрупкости
При отпуске некоторых сталей возможно протекание процессов, которые снижают ударную вязкость стали не меняя остальные механические свойства. Такое явление называется отпускной хрупкостью и наблюдается в температурных интервалах отпуска при 250–400ºС и 500–550ºС. Первый вид хрупкости называется отпускной хрупкостью Ι рода и является необратимым, поэтому стоит избегать отпуска сталей при этих температурах. Данный вид присущ практически всем сталям, легированным хромом, магнием, никелем и их сочетанием, и обусловлен неоднородным выделением карбидов из мартенсита. Второй вид отпускной хрупкости - отпускная хрупкость ΙΙ-го рода является обратимым. Отпускная хрупкость ΙΙ-го рода проявляется при медленном охлаждении легированной стали при температуре 500–550°С. Данная хрупкость может быть устранена повторным отпуском с большой скоростью охлаждения (в воде или масле). В этом случае устраняется причина этой хрупкости – выделение карбидов, нитридов, фосфидов по границам бывших аустенитных зерен. Устранение отпускной хрупкости легированных сталей возможно введением в них малых добавок молибдена (0,2–0,3 %) или вольфрама (0,5–0,7 %).
Графически эти виды хрупкости выглядят, как показано на рисунке.
Проявление отпускной хрупкости в сталях при отпуске
Практически все стали подчиняются закону: повышение температуры отпуска — снижение прочностных характеристик и повышение пластических, как показано на рисунке ниже.
Влияние температуры отпуска на механические свойства стали
Такая закономерность не касается быстрорежущих инструментальных легированных карбидообразующими элементами сталей.
Отпуск быстрорежущих инструментальных сталей
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут.
При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
Отпуск - это процесс термической обработки, заключающийся в нагреве закаленной стали до температур ниже точки Ас1, c целью получения равновесной структуры и заданного комплекса механических свойств.
Содержание
- Низкий отпуск сталей
- Средний отпуск
- Высокий отпуск
- Явление отпускной хрупкости
- Отпуск быстрорежущих инструментальных сталей
После закалки сталь имеет структуру на основе мартенсита с тетрагональной искаженной кристаллической решеткой и остаточного аустенита, количество которого зависит от химического состава стали. При нагреве закаленной стали в ее структуре происходят фазовые превращения, которые можно показать в виде схемы.
Схема фазовых превращений при отпуске сталей
НИЗКИЙ ОТПУСК СТАЛЕЙ
Низкий отпуск стали делают при температуре до 250°С. При этом процессе из мартенсита выделяется часть избыточного углерода с образованием мельчайших карбидных частиц (ε-карбидов). ε-карбиды выделяются в виде пластин или стержней и они когерентно связаны с решеткой мартенсита. Распад остаточного аустенита при низком отпуске происходит по механизму бейнитного превращения: образуется гетерогенная смесь кристаллов низкоуглеродистого мартенсита и дисперсных карбидов. Продуктом низкого отпуска является мартенсит отпуска, который отличается от мартенсита закалки меньшей концентрацией углерода и наличием в нем карбидов (ε-карбидов), которые когерентно связаны с решеткой мартенсита.
При температуре около 250°С начинается превращение карбида в цементит; при этом когерентность решеток α-твердого раствора мартенсита и карбидов нарушается.
Низкому отпуску подвергают инструментальные железоуглеродистые материалы (режущий и мерительный инструмент), а также стали, которые подвергались цементации, нитроцементации. Часто низкий отпуск делают для сталей после термообработки токами высокой частоты.
СРЕДНИЙ ОТПУСК
Средний отпуск проводится при температурах 350–400 °С. При этом из мартенсита выделяется весь избыточный углерод с образованием цементитных частиц. Тетрагональность (степень тетрагональности) решетки железа уменьшается, она становится кубической. В результате вместо мартенсита остается феррит. Такая феррито-цементитная смесь называется трооститом отпуска, а процесс, приводящий к таким изменениям, среднетемпературным отпуском. При среднем отпуске снижается плотность дислокаций и уменьшаются внутренние напряжения в стали.
Средний отпуск применяется при термообработке упругих деталей: рессор, пружин и др.
ВЫСОКИЙ ОТПУСК
Во время высокого отпуск (450-550°С и выше) в углеродистых сталях происходят изменения структуры, не связанные с фазовыми превращениями: изменяются форма, размер карбидов и структура феррита. С повышением температуры происходит коагуляция – укрупнение частиц цементита. Форма кристаллов постепенно становится сферической – этот процесс называется сфероидизацией.
Коагуляция и сфероидизация карбидов начинают происходить более интенсивно с температуры 400°С. Зерна феррита становятся крупными, и их форма приближается к равноосной. Феррито-карбидная смесь, которая образуется после отпуска при температуре 400–600 °С, называется сорбитом отпуска. При температуре, близкой к точке А1, образуется достаточно грубая феррито-цементитная смесь – перлит.
Высокий отпуск с температур 450-550°С применяется для большинства конструкционных сталей. Его широко используют при термообработке различных втулок, опор, крепежных изделий, работающих на растяжение-сжатие и других изделий, которые испытывают статические нагрузки.
ЯВЛЕНИЕ ОТПУСКНОЙ ХРУПКОСТИ
При отпуске некоторых сталей возможно протекание процессов, которые снижают ударную вязкость стали не меняя остальные механические свойства. Такое явление называется отпускной хрупкостью и наблюдается в температурных интервалах отпуска при 250–400ºС и 500–550ºС. Первый вид хрупкости называется отпускной хрупкостью Ι рода и является необратимым, поэтому стоит избегать отпуска сталей при этих температурах. Данный вид присущ практически всем сталям, легированным хромом, магнием, никелем и их сочетанием, и обусловлен неоднородным выделением карбидов из мартенсита. Второй вид отпускной хрупкости - отпускная хрупкость ΙΙ-го рода является обратимым. Отпускная хрупкость ΙΙ-го рода проявляется при медленном охлаждении легированной стали при температуре 500–550°С. Данная хрупкость может быть устранена повторным отпуском с большой скоростью охлаждения (в воде или масле). В этом случае устраняется причина этой хрупкости – выделение карбидов, нитридов, фосфидов по границам бывших аустенитных зерен. Устранение отпускной хрупкости легированных сталей возможно введением в них малых добавок молибдена (0,2–0,3 %) или вольфрама (0,5–0,7 %).
Графически эти виды хрупкости выглядят, как показано на рисунке.
Проявление отпускной хрупкости в сталях при отпуске
Практически все стали подчиняются закону: повышение температуры отпуска — снижение прочностных характеристик и повышение пластических, как показано на рисунке ниже.
Влияние температуры отпуска на механические свойства стали
Такая закономерность не касается быстрорежущих инструментальных легированных карбидообразующими элементами сталей.
ОТПУСК БЫСТРОРЕЖУЩИХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Основными легирующими элементами быстрорежущих сталей (Р18, Р6М5 и др.) являются вольфрам, молибден, кобальт и ванадий — элементы, обеспечивающие теплостойкость и износостойкость при эксплуатации. Быстрорежущие стали относятся к карбидному (ледебуритному) классу. Под закалку эти стали нагревают до температуры выше 1200°С (Р18 до температуры 1270°С, Р6М5 — до 1220°С). Высокие температуры закалки необходимы для более полного растворения вторичных карбидов и получения аустенита высоколегированного хромом, молибденом, вольфрамом, ванадием. Это обеспечивает получение после закалки теплостойкого мартенсита. Даже при очень высоком нагреве растворяется только часть карбидов. Для этих сталей характерно сохранение мелкого зерна при высоких температурах нагрева.
После закалки следует отпуск при 550 — 570°С, вызывающий превращение остаточного аустенита в мартенсит и дисперсионное твердение за счет частичного распада мартенсита и выделения дисперсных карбидов легирующих элементов. Это сопровождается увеличением твердости (вторичная твердость). В процессе выдержки при отпуске из остаточного аустенита выделяются карбиды, что уменьшает его легированность, и поэтому при последующем охлаждении он претерпевает мартенситное превращение (Мн~150°С). В процессе однократного отпуска только часть остаточного аустенита превращается в мартенсит. Чтобы весь аустенит перешел в мартенсит применяют двух и трехкратный отпуск. Время выдержки обычно составляет 60 минут.
При назначении режима нужно учитывать химические свойства элементов и периодичность выделения карбидов в зависимости от температуры. Например максимальная твердость стали Р6М5 получается за счет 3-х стадийного отпуска. Первый отпуск при температуре 350°С, последующие два при температуре 560-570°С. При температуре 350°С выделяются частицы цементита, равномерно распределенные в стали. Это способствует однородному выделению и распределению спецкарбидов М6С при температуре 560-570°С.
Читайте также: