
Для чего ремонтникам необходимо иметь заведомо исправные блоки электрических машин
Обновлено: 18.04.2024
При проверке и испытаниях автоматических выключателей выполняют следующее:
- внешний осмотр;
- измерение сопротивления изоляции и ее испытание повышенным напряжением промышленной частоты;
- проверку работоспособности автоматических выключателей при номинальном, пониженном и повышенном напряжениях оперативного тока;
- проверку действия максимальных, минимальных или независимых расцепителей автоматических выключателей с номинальным током 200 А и более.
При внешнем осмотре проверяют соответствие установленных автоматических выключателей проекту или параметрам сети; отсутствие внешних повреждений и наличие пломб на блоках полупроводниковых расцепителей; надежность контактных соединений; правильность регулировки контактной системы и четкость работы привода при ручном включении и отключении выключателя.
К внешнему осмотру можно приступать только после тщательного изучения инструкции по эксплуатации данных выключателей.
Сопротивление изоляции проверяют мегаомметром на 1000 В между зажимами полюсов и между зажимами каждого полюса и заземленной металлической конструкцией автомата в отключенном положении при снятом напряжении. Оно должно быть не менее 0,5 МОм.
Работу тепловых, электромагнитных или комбинированных расцепителей выключателей серий АЗ 100, А3700 с электромагнитным расцепителем, АЕ20, АК50, АК63, АЕ25, АЕ26, АЕ1000, ВА51, ВА52 и АП50 проверяют в каждом полюсе выключателя. Проверку тепловых элементов при наладочных работах осуществляют нагрузочным током, равным трехкратному номинальному току расцепителя. Время срабатывания сравнивают с заводскими (или типовыми) характеристиками с учетом, что они даны для случая одновременной нагрузки испытательным током всех полюсов выключателя. Если фактическое время срабатывания превысит на 50 % данные завода- изготовителя, необходимо, прежде чем браковать выключатель, проверить начальный ток его срабатывания. При нагрузке одного полюса выключателя начальный ток срабатывания увеличивается на 25—30 % по сравнению с таким же током при нагрузке одновременно всех полюсов. Время срабатывания теплового расцепите- ля должно соответствовать заводской характеристике. При этом большинство выключателей имеет ограниченное время испытания под током (не более 120—150 с).
При проверке электромагнитных расцепителей без тепловых элементов подают на каждый полюс испытательный ток, значение которого устанавливают на 15—30 % ниже тока уставки. При этом выключатель не должен отключаться. Затем испытательный ток поднимают до тока срабатывания, значение которого не должно превышать значения тока уставки более чем на 15—30 %.
При проверке электромагнитных элементов комбинированных расцепителей нагрузочный ток от испытательного устройства подают на каждый полюс выключателя. Быстро увеличивая ток до значения на 15—30 % ниже тока уставки, убеждаются, что расцепитель не срабатывает. Затем быстро повышают ток до тока срабатывания, фиксируя его значение. Оно не должно отличаться от заводских данных. Проверяя электромагнитные элементы комбинированных расцепителей, следует помнить, что между подачами испытательного тока на полюс должен быть интервал, достаточный для остывания теплового элемента. Чтобы убедиться, что отключение произошло от электромагнитного элемента расцепителя, необходимо сразу же включить его после каждого отключения выключателя. Если выключатель включается нормально, отключение последовало от электромагнитного элемента. При срабатывании теплового элемента выключатель повторно не включится. Из всех ранее указанных серий выключателей только выключатели серии АП50 имеют на механизме свободного расцепления рычаг для регулировки уставки до 0,6 номинального значения тока, остальные комплекты расцепителей, отрегулированных на уставку на заводе-изготовителе.
Регулировка токов срабатывания максимальных расцепителей выключателей, укомплектованных полупроводниковыми элементами, осложняется тем, что при большом количестве элементов, из которых состоит полупроводниковый расцепитель, увеличивается число возможных отказов в работе. Поэтому, приступая к регулировке уставок токов и времени срабатывания таких расцепителей, следует убедиться в работоспособности полупроводникового блока БУРИ и отключающего электромагнита. Для этого изготовляют специальные устройства (приставки), с помощью которых выполняют данную проверку. Так, для проверки работоспособности полупроводникового расцепителя выключателя серии А3700 используют устройство, схема которого показана на рис. 1.
В подготовленном для регулировки выключателе сначала проверяют работоспособность независимого расцепителя, являющегося выходным элементом полупроводникового блока. При подаче напряжения с зажимов А1 — А2 на зажим разъема X полупроводникового блока должен сработать независимый расцепитель, а выключатель отключиться.
Наладка контакторов и пускателей
В большинстве схем управления электроприводом для включения двигателей применяют контакторы, а также магнитные и бесконтактные (тиристорные) пускатели. С их помощью осуществляется дистанционное и автоматическое включение и отключение приводного двигателя, пусковых и регулировочных сопротивлений, отключение аварийных участков сети, включение тормозных электромагнитов и других вспомогательных устройств.
Контакторы и пускатели чаще всего комплектуются заводами- изготовителями вместе с аппаратурой управления и защиты в специальные блоки, панели, щиты и станции управления соответственно проектным схемам и поставляются потребителю проверенными и отрегулированными. Нередко на монтаж магнитные пускатели поступают россыпью, тогда проектную схему монтируют полностью на месте.
Контакторно-релейная аппаратура, поступающая на монтаж, в большинстве случаев нуждается в предварительной проверке и механической регулировке, так как при транспортировке могут ослабнуть крепления, а при длительном хранении может образоваться коррозия, вызывающая заедание подвижных систем и нарушающая проводимость контактных поверхностей.
При первоначальной наладке аппаратов на месте монтажа проверяют внешним осмотром: соответствие типа аппарата и параметров втягивающей катушки проекту или реальным нагрузкам, отсутствие консервирующей смазки и транспортных креплений, наличие всех деталей магнитной системы и возвращающих пружин; состояние гибких соединений, наличие и состояние искрогасительных камер, наличие немагнитной прокладки или короткозамкнутого витка и их состояние, наличие крепежных болтов, гаек, плоских и пружинных шайб и качество крепления; целостность опорных призм или подшипников; состояние главных и вспомогательных контактов и их пружин. Кроме того, вручную проверяют: отсутствие заедания подвижной системы; одновременность замыкания и размыкания главных контактов; наличие и размеры провалов главных и вспомогательных контактов; правильность действия вспомогательных контактов; плотность прилегания магнитопроводов. Правильность работы контактов и жесткость пружин оценивают при проверке и наладке сравнением с иными контакторами данного типа (в случае крайней необходимости — по каталожным данным). При замыкании и размыкании должно происходить скольжение одного контакта относительно другого (перекатывание).
Раствор А и провал В главных контактов замеряют шаблоном или нутромером в местах, показанных на рис. 4, а, б. Размеры растворов и провалов указаны в специальных таблицах завода-изготовителя.
Рис. 4. Проверка провала (а) и раствора (б) главных контактов.
Рис. 5. Схемы проверки напряжения втягивания и отпадания контакторов,
При несоответствии измеряемых и заводских данных выполняют дополнительную регулировку контактов.
Изоляцию контакторов, катушек, контакторно-релейной и другой аппаратуры проверяют при контроле изоляции цепей вторичной коммутации всей схемы управления и силовых цепей установки. Отдельно аппараты отключают только в том случае, если требуется отыскание участка с низкой изоляцией.
Далее проводят испытание работы аппарата подачей на его катушку оперативного тока. При этом проверяют у контакторов постоянного тока исправность катушки, правильность установки пружин, свободный ход подвижной части, правильность зазоров, а у контакторов переменного тока и поведение магнитной системы. Если вибрация магнитной системы значительная и якорь гудит, проверяют прилегание якоря при включении, наличие перекосов. При недостаточном прилегании или перекосах выполняют дополнительную механическую регулировку, а при необходимости — пришлифовку полюсов. Далее контролируют работу схемы, четкость включения и отключения аппаратов при номинальном и пониженном до 0,8 Uном напряжении. Если при пониженном напряжении четкость включения аппаратов снижается или они не срабатывают, проверяют и регулируют напряжение втягивания и отпадания контакторов или магнитных пускателей по схемам, показанным на рис. 5, а, б.
Чаще всего встречаются следующие неисправности пускателей и контакторов:
вибрация магнитопровода пускателей и контакторов переменного тока, вызванная отсутствием короткозамкнутого витка, загрязнением плоскостей прилегания электромагнитов или неплотным прилеганием поверхностей электромагнитов;
повышенный нагрев катушек пускателей или контакторов, что объясняется малым экономическим сопротивлением у контакторов постоянного тока и увеличенным зазором среднего стержня у контакторов и пускателей переменного тока;
подгорание, глубокая коррозия контактов, что объясняется неодновременностью их касания, недостаточным начальным нажатием контактов, их вибрацией при касании.
В последнее время широко применяют тиристорные пускатели серии ПТ и пусковые тиристорные устройства серии ПТУ.
Пусковые тиристорные устройства серии ПТУ (ПТУ-111 ч- ~ ПТУ-342, ПТУ-151 и ПТУ-152 на токи 63, 100, 160, 250 и 400 А) являются бесконтактными коммутационными аппаратами и в зависимости от модификации обеспечивают: включение, отключение трехфазных асинхронных двигателей, трехфазных активных и активно-индуктивных нагрузок (кроме, трансформаторов); включение и динамическое торможение при выключении асинхронных двигателей; включение, динамическое торможение при выключении и изменение направления вращения (реверс) асинхронных двигателей.
После монтажа пускателя проверяют визуально состояние контактных соединений шин, кабелей на входных и выходных зажимах, а также состояние крепления гибких выводов тиристоров. Ослабленные места подтягивают гаечным ключом. Проверяют также надежность крепления тиристоров в охладителях. Для надежной работы пускателя необходимо, чтобы основание тиристора плотно прилегало к охладителю. Тиристор можно ввертывать в гнездо охладителя только торцовыми ключами. Контролируют визуально состояние монтажа, пайки, целостности комплектующих изделий, пайки проводов на управляющих электродах тиристоров. При необходимости пайку производят припоем ПОССу40-0,5 или ПОССу61-С),5 с канифолью. Не допускается использовать для пайки кислотные флюсы. Пропаянные места покрывают грунтовкой ВЛ-0,2.
Проверяют надежность крепления термодатчика на охладителе. При этом основание термодатчика должно плотно прилегать к охладителю, а поверхности соприкосновения должны быть очищены от пыли и других предметов, нарушающих тепловой контакт.
Сопротивление изоляции проверяют в такой последовательности. Отключают проводники сети и нагрузки. Измеряют сопротивление изоляции мегаомметром на 500 В между входными зажимами , У/3 (рис. 6) и шпильками крепления охладителей, между зажимами С1, С?, С3 и шпильками крепления охладителей; между входными зажимами Л\, Л2, Лз и зажимом 4 блока защиты. Сопротивление изоляции должно быть не менее 50 МОм.
Проверка и регулировка реле.
ПРОВЕРКА И РЕГУЛИРОВКА ЭЛЕКТРОМАГНИТНЫХ РЕЛЕ ТОКА И НАПРЯЖЕНИЯ
Если аппаратура по паспортным данным соответствует предъявляемым ей требованиям, приступают к ее проверке, регулировке и калибровке. Некоторые реле, регулировка и калибровка которых требуют большого объема работ и точности (токовые реле РТ-40, РТ-80), приходится снимать с панелей и шкафов, а некоторые (промежуточные, сигнальные, времени) можно настроить на месте установки. Однако все реле должны пройти предварительный осмотр, во время которого проверяют:
плотность прилегания стекла к кожуху и кожуха к цоколю, качество уплотнений;
состояние ламелей, шпилек или штырей и винтов для подсоединения проводов;
надежность внутренних соединений проводников и паек.
Кроме того, при осмотре снимают прокладки, заклинивающие подвижную систему, а подвязанные подвижные части освобождают; удаляют пыль, металлические стружки и опилки кисточкой или чистой салфеткой; проверяют вручную легкость хода, отсутствие затираний и перекосов, свободное вращение подвижной системы реле, при этом реле должно находиться в нормальном вертикальном положении.
Внимательно осматривают моментные пружины: устраняют их перекосы и сцепление отдельных витков. Пружина должна возвращать подвижную систему в исходное положение даже после ее незначительного смещения. Часовой механизм реле времени должен доводить его до срабатывания (замыкания или размыкания контактов) на всех уставках.
Выходными элементами всех реле являются контакты, поэтому они должны быть тщательно отрегулированы. Контакты очищают от загрязнений деревянной палочкой, при их подгорании нагар удаляют острым лезвием или надфилем с мелкой насечкой и протирают чистой салфеткой.
Не следует касаться контактов пальцами. Не допускается их чистка наждачной бумагой или другими абразивными материалами.
Для устранения вибрации контактов в замкнутом положении необходимо отрегулировать их так, чтобы иметь некоторый провал на контактном мостике. Раствор, провал и нажатие контактов являются основными параметрами контактного устройства и не должны выходить за пределы допустимых.
Далее проверяют мегаомметром на 1000 В сопротивление изоляции токоведущих частей на корпус и между любыми электрически не связанными токоведущими частями. Оно должно быть не менее 10 МОм.
При выполнении наладочных работ даже на одном объекте наладчик имеет дело с самым различным по номенклатуре электрооборудованием. В процессе проектирования, строительства, монтажа и ввода в эксплуатацию могут быть внесены изменения в технологический процесс, параметры отдельных единиц технологического и электротехнического оборудования. Нередко оборудование поставляется с отклонениями от проекта или в процессе монтажа допускаются ошибки. При транспортировке и хранении в электрооборудовании также могут возникнуть дефекты (ослабление креплений и нарушение регулировки, изменение механических характеристик, образование коррозии, нарушение проводимости контактов и снижение характеристик изоляции). Поэтому перед наладочным персоналом встает задача — увязать проектные решения с фактическим состоянием оборудования объекта и проверить возможность включения каждой единицы и всего комплекса оборудования в работу.
Начиная работу на объекте, наладчик па основе проектного решения обязан:
- провести тщательный контроль состояния и анализ соответствия проекту каждой единицы механического (имеющего электропривод) и электротехнического оборудования;
- проанализировать взаимное соответствие электрооборудования (пусковой аппаратуры — электродвигателю, защитной аппаратуры — нагрузке линии, номинальных данных катушек пускателей, контакторов и электроприводов — номиналам питающей сети и цепей управления, количества размыкающих и замыкающих контактов — схеме управления), особенно в случае отклонения установленного оборудования от проектного.
Таким образом, наладчик начинает работу с электрооборудованием с внешнего осмотра установки и всех ее элементов, внутреннего осмотра и проверки механической части аппаратуры, паспортизации установки (записи паспортных данных и назначения каждой единицы оборудования по элементной схеме).
Цель осмотра и паспортизации — выявление возможных дефектов оборудования как по техническому состоянию и пригодности к эксплуатации, так и по соответствию его технических характеристик проекту и другому оборудованию.
Чаще всего при наладочных работах встречаются такие общие дефекты оборудования:
- корпуса — повреждения их в процессе транспортировки, хранения и монтажа, неплотности в стыках, дефекты уплотнений, сварных и болтовых соединений и т. п.;
- обмотки - отклонение номинальных данных от проекта, механические повреждения, увлажнение изоляции, нарушение междувитковой изоляции, соединений в обмотках, токопроводах и выводах, несоответствие маркировки и группы соединения требованиям ГОСТа, заводским паспортам и другим сопроводительным документам, превышение допустимых отклонений сопротивления обмоток постоянному току и т. д.;
- устройства переключения обмоток силовых трансформаторов — механические повреждения приводов, отсутствие фиксации привода в соответствующем положении, неправильное соединение отпаек, отсутствие контакта в переключателе;
ПРОВЕРКА СОСТОЯНИЯ МЕХАНИЧЕСКОЙ ЧАСТИ И МАГНИТНОЙ СИСТЕМЫ ЭЛЕКТРООБОРУДОВАНИЯ
Для контроля состояния механической части электрооборудования необходим его осмотр, в процессе которого выявляют общее состояние оборудования, все наружные дефекты, проверяют раствор и провал контактов аппаратов, взаимодействие отдельных механических частей оборудования (одновременность замыкания контактов и правильность действия блок-контактов автоматического выключателя, пускателей, контакторов и реле; работу механизма свободного расцепления у автоматических выключателей, выключателей нагрузки и масляных выключателей с ручным приводом и т. д.), т. е. работоспособность оборудования без подачи на него напряжения (опробование от руки).
- Механическое состояние электрических машин проверяют внешним осмотром, проворачиванием вала вручную (малых машин), затем после соответствующих испытаний опробованием на холостом ходу или на холостом ходу с механизмом (если невозможно разъединить приводную машину с механизмом, например вентилятор на оси электродвигателя) и под нагрузкой с проверкой нагрева, вибрации и тока, потребляемого машиной, работы системы охлаждения.
- Механическое состояние измерительных трансформаторов, реакторов, комплектных распределительных устройств, различных шкафов, щитов и т. д. определяется только внешним осмотром и поведением уже после включения оборудования в работу.
- Состояние магнитопроводов оценивается в результате проверки тока и потерь холостого хода, снятия характеристик намагничивания, замеров напряжения срабатывания и времени отпадания.
У измерительных трансформаторов тока и дросселей снимают характеристики зависимости тока намагничивания I ном в обмотке от приложенного к ней напряжения U, по которым можно обнаружить витковые замыкания. Эти характеристики необходимы для проверки погрешности трансформаторов тока для их использования в схемах релейной защиты при данных нагрузках. Резкое снижение кривой намагничивания (рис. 22) в начальной ее части (до перегиба) свидетельствует о наличии в трансформаторе между- витковых повреждений. При малом количестве замкнутых витков кривая изменяется в начальной части, при большом количестве — в области насыщения.
Состояние магнитопроводов реле проверяют при подаче рабочего напряжения и замерах напряжения втягивания, времени отпадания. Вибрация магнитопровода контактора или реле переменного тока говорит о его неисправности (отсутствие короткозамкнутого витка, загрязнение или перекос прилегающих плоскостей электромагнитов).
Рис. 1. Характеристики намагничивания при исправном трансформаторе тока (1), замыкании двух (2) и девяти (3) витков.
Поэтому иногда приходится менять контактор или реле.
Состояние магнитопроводов электрических машин определяют измерением токов холостого хода (у электродвигателей переменного тока), снятием нагрузочных характеристик (у машин постоянного тока) и сравнением полученных характеристик с заводскими.
ИЗМЕРЕНИЯ И ИСПЫТАНИЯ, ОПРЕДЕЛЯЮЩИЕ СОСТОЯНИЕ ТОКОВЕДУЩИХ ЧАСТЕЙ И КОНТАКТНЫХ СОЕДИНЕНИЙ ЭЛЕКТРООБОРУДОВАНИЯ
Состояние токоведущих частей и их контактных соединений кроме визуального контроля проверяют измерением сопротивления постоянному току обмоток, отдельных контактов, токоведущих участков в местах их соединений (сборных шин и шинопроводов). При наличии короткозамкнутых витков измеренное сопротивление постоянному току, как правило, меньше, а при обрыве, неудовлетворительном соединении или нарушении контактных соединений оно превышает паспортные значения или нормируемые величины. Отклонение одного из измерений от заводских данных является признаком того, что дефект находится в соединении обмотки с переключателем или в пайке обмоток.
При плохой регулировке контактов выключателей значительно увеличиваются переходное сопротивление постоянному току силовых контактов по сравнению с нормативными значениями и расхождение сопротивлений по фазам.
Состояние заземляющих проводок и качество их контактных соединений определяют внешним осмотром и по результатам специальных измерений, выполняемых с помощью измерителей заземления. Диапазон сопротивлений, который приходится измерять, очень велик — от 10 -5 (переходные сопротивления контактов) до 10 5 Ом (сопротивления обмоток реле, резисторов). Следовательно, методы и приборный парк, необходимые при выполнении этих работ, разнообразны.
Результаты измерений сопротивления постоянному току не являются единственным критерием состояния токоведущих частей. Качество ответственных контактных соединений может проверяться специальными испытаниями.
ПРОВЕРКА СХЕМ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ
С помощью мегаомметра проверяют сопротивления изоляции цепей управления, учета, защиты, сигнализации.
После этого испытывают изоляцию повышенным напряжением промышленной частоты. Испытательное напряжение для вторичных цепей схем защиты, управления, сигнализации и измерения со всеми присоединенными аппаратами (автоматические выключатели, магнитные пускатели, контакторы, реле, приборы и т. п.) составляет 1 кВ, продолжительность его приложения — 1 мин. Источником для него может быть специальный аппарат для испытания повышенным напряжением вторичных цепей. При отсутствии необходимого оборудования испытание повышенным напряжением промышленной частоты осуществляется мегаомметром на 2500 В в течение 1 мин.
После выполнения перечисленных операций на схему можно подавать рабочее напряжение от временного источника для проверки взаимодействия всех ее элементов, но предварительно надо проверить и настроить все аппараты, входящие в данную схему.

Все оборудование, не важно, новое оно или старое, должно тщательнейшим образом осматриваться. Не раз бывали случаи, когда неисправный инструмент приводил к травмированию или гибели человека.
Выдаваемые и используемые в работе ручные электрические машины, переносные электроинструменты и светильники, вспомогательное оборудование должны быть учтены в организации. Также необходимо проводить их проверку и испытание в установленные сроки и в установленных объемах.
Переносные электроприемники и вспомогательное оборудование
Чтобы определить объект учета и объект периодических проверок, сначала определимся, что относиться к переносным электроприемникам и вспомогательному оборудованию.
К переносным электроприемникам (далее — электроприемники) относятся:
— электроинструмент;
— ручные электрические машины;
— ручные электрические светильники;
— измерительные приборы;
— электросварочные установки;
— ручные электронасосы;
— электротепловентиляторы и др.
ВАЖНО!
Применять электроприемники допускается только в соответствии с их назначением, указанным в паспорте.
Организация периодических проверок электроприемников
ВНИМАНИЕ!
Учету подлежат все находящиеся в организации (подразделении) электроприемники, в том числе вновь приобретаемые, а также передаваемые из других подразделений и объектов.
На корпусах электроприемников должны быть указаны инвентарные номера и даты следующих проверок, а на переносных понижающих и разделительных трансформаторах и переносных устройствах защитного отключения — инвентарные номера и даты следующих измерений сопротивления изоляции.
В качестве инвентарного номера допускается использовать номер электроприемника, присвоенный предприятием-изготовителем (указанный в паспорте изделия).
Перед каждым началом работ с ручными электрическими машинами, переносными электроинструментами и светильниками следует провести внешний осмотр (без записи в Журнале):
— определить по паспорту класс электрической машины или электроинструмента;
— убедиться, что электроприемник проверен и годен к эксплуатации (наличие инвентарного номера и даты следующей проверки);
— проверить комплектность и надежность крепления деталей;
— убедиться в исправности кабеля, при этом особое внимание обратить на правильность заделки кабеля питания в корпус электроприемника и штепсельную вилку, а также исправность штепсельной вилки (защитная изоляционная втулка на кабеле питания должна быть надежно закреплена в корпусе электроприемника и выступать из него на длину не менее пяти диаметров кабеля);
— проверить четкость работы выключателя и при необходимости выполнить тестирование устройства защитного отключения (УЗО);
— проверить работу электрической машины или электроинструмента на холостом ходу;
— проверить у электрической машины класса I исправность цепи заземления.
Методика проверки электроприемников
Периодическую проверку электроприемников и вспомогательного оборудования к ним проводят 1 раз в 6 месяцев с записью в Журнале.
При отсутствии измерительного прибора исправность цепи заземления проверяют с помощью устройства на напряжение не более 12 В, один контакт которого подключается к заземляющему контакту штепсельной вилки, а другой — к доступной для прикосновения металлической детали инструмента (например, к шпинделю). Инструмент считают испытанным, если устройство показывает наличие тока.
В периодическую проверку кабелей-удлинителей (переносных групп электропитания) входят:
— проверка целостности розеточного блока и штепсельной вилки;
— проверка состояния кабеля и целостности всех жил;
— проверка состояния контактных соединений;
— измерение сопротивления изоляции между всеми жилами кабеля (значение сопротивления изоляции должно быть не менее 0,5 МОм).
Условия использования электроинструмента в зависимости от класса защиты от поражения электротоком электроприемника и помещений по степени опасности поражения электротоком
По способу защиты от поражения электрическим током электроприемники делятся на четыре класса:
• класс 0 — электроприемники, в которых электрические цепи имеют только основную (рабочую) изоляцию и в конструкции нет элементов для присоединения защитного заземления (электропаяльники на 220 В и др.);
• класс I — электроприемники, в которых защита от поражения электрическим током обеспечивается основной изоляцией электрических цепей и наличием защитного заземления доступных токопроводящих частей корпуса; на электроприемниках этого класса заземляемый элемент корпуса маркируется или буквами PE, или желто-зелеными полосами, или знаком защитного заземления ;

• класс II — электроприемники, в которых защита от поражения электрическим током обеспечивается как основной (рабочей) изоляцией электрических цепей, так и наличием дополнительной — двойной или усиленной изоляции; электроприемники этого класса не имеют защитного заземляющего проводника или контакта для заземления; маркируются знаком ;

• класс III — электроприемники, в которых защита от поражения электрическим током обеспечивается применением сверхнизкого (малого) напряжения питания (до 50 В переменного тока; до 120 В постоянного тока) и в которых не возникают напряжения выше, чем сверхнизкое (аккумуляторный электроинструмент, электропаяльники до 50 В и др; маркируются знаком .
ВНИМАНИЕ!
Класс применяемых электроприемников и используемые дополнительные электрозащитные средства должны соответствовать условиям производства работ.
В химически активных, сырых или пыльных средах применяют взрывозащищенные электроприемники, защищенные от воздействия химически активной среды, сырости и пыли в соответствии с требованиями Правил устройства электроустановок [3].
Условия использования в работе электроинструмента и ручных электрических машин различного класса приведены в таблице.
Хотелось бы отметить, что пользоваться электроинструментом с лестниц и стремянок нельзя. Данный запрет существует в ряде правил по охране труда.
Место
проведения
работ
Класс электроинструмента и ручных электрических машин по типу защиты от поражения электрическим током
Условия применения электрозащитных средств
Помещения без повышенной
опасности
С применением хотя бы одного электрозащитного средства
С применением хотя бы одного электрозащитного средства
Без применения электрозащитных средств
Без применения электрозащитных средств
Помещения с
повышенной
опасностью
С применением хотя бы одного электрозащитного средства и при подключении через устройство защитного отключения
С применением хотя бы одного электрозащитного средства
Без применения электрозащитных средств
Без применения электрозащитных средств
Особо опасные помещения
Не допускается применять
При подключении через устройство защитного отключения или с применением хотя бы одного электрозащитного средства
Без применения электрозащитных средств
Без применения электрозащитных средств
При наличии особо неблагоприятных условий в сосудах, аппаратах и других металлических емкостях с ограниченной возможностью перемещения и выхода
Не допускается применять
Не допускается применять
С применением хотя бы одного электрозащитного средства. Без применения электрозащитных средств при подключении через устройство защитного отключения
Без применения электрозащитных средств
Из таблицы видно, что наиболее безопасен и прост в использовании электроинструмент 2 и 3 класса защиты.
ВЫВОДЫ
1. Регулярная проверка ручных электрических машин и другого вспомогательного оборудования предотвратит травматизм, связанный с использованием оборудования, которое не соответствует требованиям безопасности.
2. Четкое понимание механизма учета и проверки электроприемников — залог проведения данного мероприятия в полном объеме.
3. В настоящее время законодательством разрешается использовать ручной электроинструмент 0 и 1 класса защиты от поражения электрическим током. В перспективе для обеспечения безопасности работ и простоты использования электроинструмента необходимо уходить от выпуска такого оборудования. Следует отдавать предпочтение электроинструменту со 2 и 3 классом защиты от поражения электротоком.
Журнал
регистрации инвентарного учета, периодической проверки переносных и передвижных электроприемников,
вспомогательного оборудования к ним
Наименование переносных и передвижных электроприемников, вспомогательного
оборудования к ним
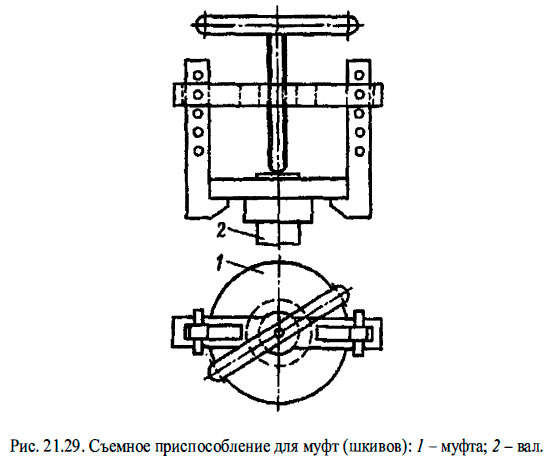
Перед разборкой машину насухо вытирают ветошью, удаляя пыль, масло и грязь. Операции по разборке и сборке электрических машин выполняют в последовательности, указанной в инструкции завода-изготовителя. При отсутствии инструкции рекомендуется следующий порядок разборки и сборки электрической машины с шарико- и роликоподшипниками: отсоединяют от выводов все кабели, предварительно повесив на них бирки с ука-занием зажимов, от которых они отключены, и изолируют концы кабелей; отсоединяют машину от механизма или двигателя; при необходимости передвинуть машину отдают болты, крепящие ее к фундаментной раме, маркируя при этом прокладки и связывая, если их было несколько в одном месте; при перемещении машины по палубе подкладывают под нее доски, катки или салазки (нельзя заводить стропы за концы вала или подшипниковые щиты); с помощью съемного приспособления (рис. 21.29) снимают муфту, шкив или зубчатое колесо; отсоединяют кабели и провода внутри машины от зажимов коробки выводов и от щеточного устройства, также маркируя их, а затем поднимают щетки; прокладывают прессшпан между якорем (ротором) и нижними полюсными наконечниками (статором); отдают болты, крепящие капсулы подшипников, затем болты, крепящие подшипниковые щиты, и осторожно, избегая перекосов, снимают последние; снимают траверсу, ослабив стягивающие болты; при этом необходимо обвернуть коллектор (кольца) бумагой, затем прессшпаном и обвязать; осторожно, чтобы не повредить стальные части, щетки, коллектор (кольца) и обмотку, несколько выдвигают якорь (ротор) в сторону крылатки; снимают крылатку и, при необходимости, полюса и катушки полюсов, обращая внимание на маркировку; выдвигают якорь (ротор) из станины статора.
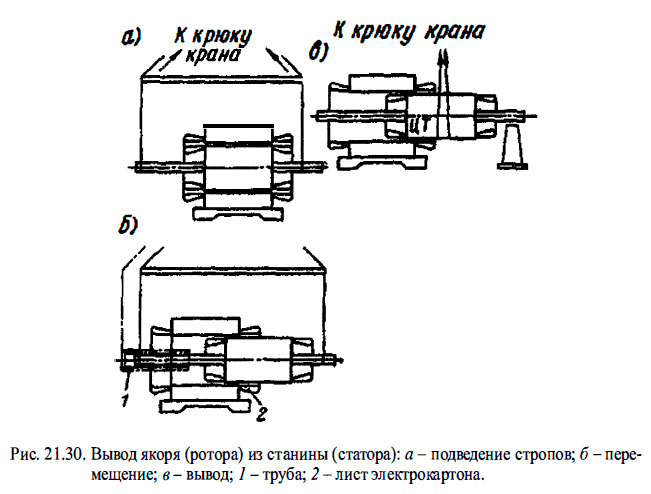
Небольшие и нетяжелые якоря выводят на руках, а более тяжелые - с помощью кран-балки или талей (рис. 21.30). Для удобства вывода якоря (ротора) на конец вала надевают трубу, обернув перед этим вал бумагой и прессшпаном. При подъеме якоря между стропами необходимо поставить распорку из доски такой длины, чтобы концы стропов шли вертикально во избежание соскальзывания стропов и повреждения обмоток якоря (ротора) и коллектора (кольца). Затем якорь осторожно (с помощью кран-балки или талей) перемещают в сторону вывода так, чтобы центр тяжести его находился за пределами машины. Под наружный конец вала подводят опору, а под находящийся на станине (статоре) якорь (ротор) подкладывают лист прессшпана и подводят опору под другой конец вала. Затем под якорь (ротор) подводят стропы, прокладывая между стропами и поверхностью якоря (ротора) доску; при этом стропы должны быть разнесены возможно дальше от центра тяжести.
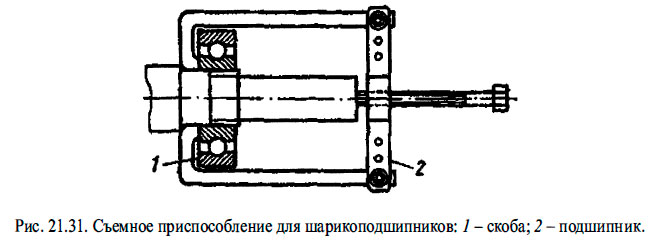
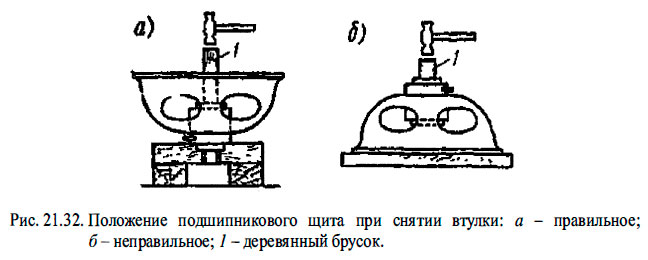
При необходимости замены снимают шарико- и роликоподшипники. Для этого отдают болты, крепящие крышку подшипника 1 к капсуле, снимают ее, снимают подшипник с вала (или подшипник вместе с капсулой, если этого требует конструкция машины) с помощью съемного приспособления 2 (рис. 21.31). Место посадки подшипников на вал необходимо обернуть ветошью и обвязать. Зацеплять подшипник стяжками следует только за внутреннюю обойму; снимать подшипник, зацепляя его за наружную обойму, не разрешается. При снятии больших или плотно сидящих подшипников рекомендуется поливать их минеральным маслом, разогретым до температуры 80-90°С. У двигателей небольшой мощности втулку выбивают из подшипникового щита ударами молотка по деревянному бруску 1, конец которого упирают в закраины втулки (рис. 21.32). Вентиляционную кры-латку, шкивы и подшипники качения также можно снимать с вала якоря (ротора) с помощью винтового съемника.
После выемки якоря и выкладки его на опорах обертку коллектора из картона заменяют обкладкой деревянными брусками, стянутыми проволокой. Подшипниковый щит отделяют от станины с помощью двух отжимных болтов. Крупные судовые машины обычно не имеют подшипниковых щитов; их подшипники крепятся на специальных стойках. Станины крупных машин изготовлены из двух половин с разъемом по горизонтали. Разборку таких машин прежде всего начинают со станины, с освобождения болтов, кренящих ее половины, и болтов, соединяющих проводники обмоток станины. После этого талями или кран-балками поднимают верхнюю половину станины и отводят ее в сторону. Дальнейшая разборка машины не представляет трудностей.
При сборке проверяют чистоту и состояние поверхности шеек вала и вкладышей, зазоры между шейками вала и прилегающей поверхностью вкладышей, между якорем и полюсами, зазоры при перемещении в продольном направлении, правильность установки щеткодержателей и щеток, а также определяют, свободно ли вращается якорь и нет ли каких-либо заеданий.
Сборку надо начинать с установки якоря (ротора) на место. При этом между якорем (ротором) и станиной (статором) прокладывают лист картона. После установки якоря (ротора) на место на вал машины надевают вентилятор, закрепляют его, а затем надевают задний подшипниковый щит. До установки на место переднего щита с коллектора снимают деревянные планки, надетые при разборке машины, и обтягивают коллектор картоном, закрепляя его проволочными бандажами; на коллектор надевают щеточную траверсу и начинают осторожно ставить на место передний щит. Когда щит дойдет до траверсы, ее необходимо надеть на край заточки крышки. Доведя постепенным движением подшипникового щита траверсу до ее места, приступают к креплению щита. Болты подшипниковых щитов во избежание перекоса крепят крест-накрест. Закрепив подшипниковые щиты, снимают с коллектора картон, натягивают пружины щеткодержателей, устанавливают траверсу по метке и плотно закрепляют ее.
При надевании крылатки и муфты сцепления (так же как и при снятии) следует избегать ударов. Если избежать удара нельзя, то противоположный конец вала прижимают к деревянному бруску. Прежде чем надеть муфту или крылатку, шейку вала надо очистить мелким наждачным полотном и смазать машинным маслом.
Съемка муфт сцепления у палубных механизмов сильно затруднена, на эти механизмы нередко попадает забортная вода, отчего вал и муфта ржавеют. Для возможности экстренной разборки электродвигателя палубных механизмов реко-мендуется при каждой разборке снимать муфту сцепления, зачищать вал и втулку муфты, смазывать их машинным маслом и только после этого вновь надевать.
Асинхронные электродвигатели разбирают аналогично, но так как у них отсутствуют коллектор и щеточный аппарат, весь процесс разборки и сборки упрощается.
Чистка электрических машин.
Если после чистки сопротивление изоляции обмоток составляет менее 0,7-1 МОм для машин мощностью соответственно до 100 и свыше 100 кВт, машину подвергают сушке.
При чистке машины с полной разборкой в дополнение к операциям, указанным для чистки с частичной разборкой, выполняют следующие: шлифуют, а при необходимости и протачивают коллектор (контактные кольца) с последующим продороживанием и шлифовкой; проверяют и при необходимости заменяют щетки, притирают их к коллектору, проверяют нажатие щеток; промывают подшипники, проверяют их состояние и в случае необходимости заменяют новыми; сменяют смазку подшипников. Кроме того, в зависимости от степени загрязнения протирают обмотки кистью, смоченной рекомендованным моющим средством. После этого машину продувают сухим сжатым воздухом и сушат ее вентилированным воздухом, подогретым до температуры 50-70°С, в течение 2-3 ч; в дальнейшем температура нагрева повышается и через 5-6 ч от начала сушки должна достигать 90-100°С на входе воздуха. После сушки необходимо протереть обмотки, провен¬тилировать машину, после чего пропитать обмотки электроизоляционным лаком, покрыть их эмалью и вновь просушить машину.
Следует учесть, что бензин и спирт пожаро- и взрывоопасны, а кроме этого, являясь растворителями ряда электроизоляционных материалов, разрушающе действуют на покровную изоляцию обмоток. Поэтому пользоваться ими для промывки обмоток не рекомендуется. При пользовании в случае необходимости бензином следует строго соблюдать меры предосторожности, предусмотренные специальными правилами, инструкциями и правилами техники безопасности, действующими на судах морского и речного флота.
Современные методы промывки электрических машин.
Все легкоиспаряющиеся растворители, применяемые как моющие средства, токсичны (четыреххлористый углерод, трихлорэтилен, перхлорэтилен и др.) или токсичны и взрывоопасны (бензин, бензол, ксилол и др.). Чистка и промывка электрической машины с помощью этих средств представляют большую опасность для обслуживающего персонала и поэтому требуют строгого и неуклонного соблюдения требований правил техники безопасности. Кроме того, при чистке и промывке обмоток электрических машин указанные растворители, активно воздействуя на изоляцию обмоток, разрушают ее. Особенно агрессивен в отношении изоляции электрических машин, включая и кремнийорганическую изоляцию, бензин.
Применяется метод чистки и промывки обмоток электрических машин горячей пресной водой с присадкой эмульгаторов (ОП-7, ОП-10). Эмульгаторы, являясь неионогенными веществами, нейтральны по отношению к изоляции обмоток и в сочетании с горячей водой представляют собой хорошее моющее средство, не уступающее бензину. Для чистки и промывки электрических машин по этому методу применяют двухпроцентный раствор эмульгатора в горячей пресной воде температурой 60-70°С.
Чистку и промывку таким раствором выполняют двумя способами: протиркой загрязненных поверхностей ветошью или кистями (ершами), смоченными в моющем растворе; промывкой струей под давлением 0,2 МПа в сочетании с протиркой (комбинированный способ). При промывке струей в сочетании с протиркой сокращается время промывки, но увеличивается время сушки вследствие обильного увлажнения обмоток. Способ протирки наиболее приемлем для чистки и промывки электрических машин в судовых эксплуатационных условиях, так как при этом уменьшается увлажнение обмоток и поэтому продолжительность сушки существенно сокращается. Электрические машины следует промывать по возможности быстро, чтобы увлажнение обмоток было наименьшим. При комбинированном способе расход моющего раствора в зависимости от размеров, конструктивного исполнения и степени загрязнения электрической машины составляет 100-300 л.
При протирке электрических машин ветошью и кистями, смоченными в моющем растворе, расход последнего значительно сокращается: он соответствует примерно расходу при аналогичном методе промывки бензином.
Восстановление сопротивления изоляции обмоток электрических машин, залитых морской водой. Работы по восстановлению сопротивления изоляции в этом случае необходимо выполнять сразу после того, как обнаруживается, что машина залита.
Машину разбирают и очищают обмотки якоря (ротора) и станины (статора) от грязи и масла. Очищенные обмотки тщательно промывают пресной горячей водой температурой около 80° (желательно проточной) в течение 16 ч. Для этой цели рекомендуется применять горячий конденсат. Если позволяют условия, промывку следует производить в ванне горячей проточной водой, растворяющей соли морской воды, которые осели в обмотке, и вымывающей их.
После промывки протирают ветошью металлические детали и обмотки, машину подвергают сушке воздухом температурой +50°С, подаваемым венти-лятором в течение примерно 20 ч, после чего температуру воздуха повышают до 100°С и продолжают сушку еще примерно 16 ч. Затем обмотки охлаждают до температуры 60-80°С и подвергают пропитке, погружая в лак. Пропитку выполняют равномерно по секторам за два полных оборота; при этом перекрытие должно составлять . не менее 10% от поверхности пропитанного сектора. Секторы выдерживают в лаке до прекращения выделения пузырьков, но не менее 15 мин.
Допускается пропитка обливанием лаком при постепенном поворачивании якоря (ротора). Операцию повторяют до тех пор, пока поверхность лака не перестанет пузыриться.
Сердечник якоря (ротора), шейки вала, бандажи и сталь статора по мере выхода секторов из ванны протирают ветошью, смоченной в растворителе. Пропитанные обмотки снова подвергают сушке в течение 10-12 ч при температуре воздуха 110-115°C. После этого измеряют сопротивление изоляции обмоток и покрывают их эмалью. При неудовлетворительных результатах измерения сопротивления изоляции обмоток машину следует пропитать вторично и просушить. Затем машину собирают и опробуют ее в действии под нагрузкой.
В процессе эксплуатации машин, залитых морской водой, после восстановления сопротивления изоляции необходимо установить тщательный контроль за работой машины и сопротивлением изоляции ее обмоток, периодически измеряя его.
Под технической эксплуатацией электрооборудования понимают процесс его использования по назначению и поддержания в технически исправном состоянии. Четкая организация этого процесса, планирование и управление решаются на основе теории эксплуатации, широко применяющей современные методы моделирования, использования операций и др.
Техническая эксплуатация электрооборудования включает выполнение следующих мероприятий: подготовку, включение и выключение электрооборудования, обнаружение неисправностей и прогнозирование технического состояния; профилактические работы; настройку и регулирование отдельных узлов, связей и электрооборудования в целом: обеспечение сохранности отдельных блоков и электрооборудования в целом; обеспечение комплектом запасных частей (ЗИП); техническую подготовку обслуживающего персонала; правильное ведение технической документации.
Эффективная организация системы технической эксплуатации электрооборудования возможна при условии, если еще в период проектирования были учтены особенности построения, использования и эксплуатации электрооборудования, разработаны технические средства его обслуживания, методы обработки информации и контроля состояния. Важной частью технической эксплуатации электрооборудования является техническое обслуживание. Плохо организованное техническое обслуживание может привести к простою электрооборудования или аварии при неправильных действиях обслуживающего персонала.
Для оценки эффективности технического обслуживания систем электрооборудования следует применять следующие показатели: трудоемкость одноразового технического обслуживания или за определенный период эксплуатации; стоимость технического обслуживания; надежность электрооборудования, определяемую одним или несколькими показателями надежности; среднее время простоя и потери в процессе технического обслуживания; вероятность выполнения технического обслуживания в заданное время.
Обслуживающий персонал выполняет следующий объем работ по эксплуатации электрооборудования: наблюдение за состоянием и работой электрооборудования, а также за механической частью электроприводов с проведением профилактических мероприятий (смазывание, чистка, подтяжка креплений); периодическую ревизию основного и резервного электрооборудования с текущим ремонтом, проводимую по графику; капитальный ремонт электрооборудования при его износе и замену его при проведении модернизации; исследование характеристик оборудования для проведения модернизационных мероприятий; наладку нового оборудования или оборудования, подвергнутого ревизии или ремонту.
В процессе эксплуатации электрооборудования электротехнический персонал ведет журналы: дефектов, сбоев и неисправностей, где регистрируют неполадки в работе любого элемента оборудования; оперативных переключений на подстанции; технического осмотра и ремонта электрического оборудования; проведения работ в электроустановках низкого напряжения (до 1000 В).
В своей деятельности по обеспечению надежной и производительной работы электрооборудования электротехнический персонал использует техническую документацию, в том числе: комплект электротехнических схем (принципиальных и соединений) по электроснабжению, электроприводу, освещению и сигнализации; паспорта и технические описания электрооборудования с паспортом и актами испытаний к ним, должностные и производственные инструкции по обслуживанию, ремонту и наладке электрических аппаратов, машин и средств автоматизации; руководящие и нормативные материалы.
Все инструкции подлежат пересмотру не реже одного раза в 5 лет, а существенные изменения и дополнения вносят немедленно и доводят до сведения ответственных должностных лиц. Весь комплект проектных электрических схем, описаний, инструкций должен храниться в техническом архиве.
Широкое применение сложной электронной и микроэлектронной техники предъявляет повышенные требования к практике технической эксплуатации электрооборудования. В связи с этим получают распространение новые принципы технического обслуживания и ремонта электроустановок. Рассмотрим некоторые из них.
Эксплуатация по твердому ресурсу. Электрооборудование, эксплуатируемое по этому принципу, имеет установленный по наработке предел, после которого его заменяют новым. Межремонтный ресурс назначается до начала эксплуатации и корректируется через определенное время. Периодичность ремонта определяется исходя из надежности слабых элементов. Этот метод технического обслуживания и ремонта (ТО и Р) имеет серьезные недостатки: недоиспользуются индивидуальные ресурсы по большинству элементов и узлов; трудоемкость ТО и Р увеличивается; снижается надежность работы электрооборудования в послеремонтный период. Указанный метод может быть применен для особо ответственных механизмов по отдельным узлам и блокам, в том числе неремонтопригодным.
Эксплуатация по техническому состоянию. В этом случае ресурс для элементов электрооборудования не устанавливают, но проводится периодический или непрерывный контроль и измерение параметров, которые характеризуют техническое состояние электропривода электрооборудования, блока или узла. По результатам контроля принимают решение о дальнейшей эксплуатации объекта, которое основывается на определении и прогнозировании технического состояния объекта и на данных о затратах на ТО и Р, включая потери на простои.
Основой метода является диагностика как средство достоверной информации о техническом состоянии электропривода. Следовательно, его можно применять для тех элементов электрооборудования, техническое состояние которых контролируемо. Метод ТО и Р по состоянию имеет отрицательные моменты, связанные с непостоянством объема работ при обслуживании из-за вероятностного характера требований на ремонт.
Наиболее сложным при ремонте электрооборудования является процесс поиска неисправностей, так как современные электрические схемы представляют собой сложную взаимосвязанную сеть электрических и электронных цепей. Поэтому достаточно трудно обнаружить неисправную деталь или цепь среди множества других деталей и цепей, влияющих одна на другую. Задача осложняется еще тем, что большинство неисправностей носят скрытый характер и не могут быть обнаружены внешним осмотром. Процесс поиска неисправности представляет собой последовательность тестовых экспериментов над электроприводом и принятия диагностического промежуточного или конечного решения.
Одним из путей уменьшения времени поиска неисправностей и требований к квалификации обслуживающего персонала является применение автоматического поиска неисправностей, основанного на алгоритмизации процедур поиска. Для поиска неисправностей в системе электрооборудования, как показывает опыт эксплуатации, возможно применение следующих методов.
Внешний осмотр. Наибольший эффект дает внешний осмотр включенного электрооборудования при отсутствии аварийных признаков отказа и соблюдения правил безопасности труда. Признаками неисправности в этом случае (кроме тех, которые можно обнаружить при включенном электрооборудовании) являются: появление искрений, дыма, нагрев отдельных деталей, появление треска и т.п. Однако внешний осмотр не позволяет обнаружить скрытые неисправности.
Метод замены. Если после замены исчезают неисправности, то был заменен действительно поврежденный элемент.
Метод вносимой неисправности. В этом случае в проверяемый блок вносятся искусственные повреждения, вызывающие определенные логические взаимодействия элементов. Контроль за параметрами схемы и анализ их изменений позволяют определить или локализовать неисправность.
Метод половинного разбиения. Этот метод успешно может быть применен в том случае, если показатели надежности отдельных узлов и блоков схем электрооборудования одинаковы. Для поиска неисправности можно проверить один узел, например, по напряжению, а затем по току. Деление может быть выполнено и внутри блока или узла, что позволяет оперативно локализовать, а затем и обнаружить неисправность.
Метод контрольного сигнала. Использование подобного метода обусловлено широким распространением логических элементов и микросхем в системах регулирования и управления. Для обнаружения неисправности с помощью контрольного сигнала целесообразно представить контрольную цепь диаграммой прохождения сигнала через исправную систему. Контрольному сигналу заданной формы будет соответствовать определенная реакция, анализируя которую, можно выявить работоспособность проверяемого узла или электрической цепи.
Метод промежуточных измерений. Метод предусматривает осциллографирование характерных процессов, измерение напряжений на контрольных точках, контроль сопротивления отдельных элементов и электрических цепей и другие контрольно-диагностические действия, позволяющие определить место неисправности в электрооборудовании или обнаружить неисправный элемент.
Метод сравнения с неисправным объектом. Метод сравнения заключается в том, что сигналы неисправности узла или блока схемы сравнивают с сигналами другого исправного или неисправного узла или блока.
Располагая перечисленными методами поиска дефектов, следует учесть, что оптимальная методика должна представлять собой логическую последовательность действий, сужающих границы области неисправности до полной локализации ее. При этом для выбора метода поиска неисправности и в процессе поиска необходимо пользоваться следующими практическими принципами:
- прежде всего необходимо убедиться, что в системе электрооборудования нет ошибочно установленных позиций, положений рукояток переключателей и задающих устройств;
- следует выбирать такой метод и такую последовательность поиска неисправности, чтобы исключалась случайность полученных результатов, поиск должен приводить хотя бы к одному из многих возможных результатов;
- в начале поиска неисправности нужно выбрать такую проверку, которая позволяет получить наибольшую информацию, устраняющую максимум неопределенностей;
- если имеется отказ, следует вначале предположить природу отказа исходя из внешних признаков его, а затем предусмотреть методику по предполагаемой причине отказа;
- метод поиска отказа необходимо выбирать с учетом наименьших затрат времени, если неизвестна действительная причина отказа.
Вторая, наиболее многочисленная группа неисправностей проявляется в начале периода эксплуатации электрооборудования и связана обычно с несовершенством конструкции эксплуатируемого оборудования, некачественными монтажом и наладкой. К характерным неисправностям этой группы относятся: многочисленные ложные срабатывания блокировок из-за некачественной наладки; завышение уставки максимальной токовой защиты, так как ток срабатывания (уставка) реле рассчитан не по действительному (рабочему), а по номинальному току двигателей.
В этот период весьма многочисленные случаи выхода из строя силовых и контрольных кабелей вследствие некачественного монтажа соединительных муфт и концевых заделок.
Эти неисправности обусловливают большой объем ремонтных работ, удорожают первоначальный период эксплуатации. Однако поиск неисправности облегчается, так как известны причины неисправности, полученные на основании опыта эксплуатации подобного оборудования на других объектах.
Третья группа неисправностей появляется в процессе эксплуатации и связана с неблагоприятными внешними условиями, процессами старения изоляционных материалов и некачественной эксплуатацией. Наиболее частые неисправности этой группы — обрыв электрической цепи в контактных реле, пускателей, контакторов. Следует отметить три основные причины этих неисправностей: попадание посторонних предметов между контактами; разрегулирование механической части электрического аппарата, тяг, пружин; окисление и эрозия контактов из-за воздействия электрической дуги.
При отыскании неисправности можно воспользоваться любым методом поиска. Применяемый на практике метод поиска разрыва в электрической цепи основан на включении этой цепи под напряжение и проверке контрольных точек этой цепи с помощью индикатора или контрольной лампочки.
При наличии разрыва между контрольными точками возникает разность потенциалов, что визуально проявится в загорании контрольной лампы.
Большую помощь в отыскании и устранении неисправности оказывает производственная сигнализация. Если неисправность произошла вне сферы действия производственной сигнализации, необходимо воспользоваться схемами электрооборудования.
Высокая квалификация обслуживающего персонала, знание им электрических схем и принципа их работы, а также методов поиска и устранения неисправностей являются основными условиями успешной эксплуатации электрооборудования береговых установок.
Защитные мероприятия от прикосновения к частям электроустановок, нормально находящихся без напряжения, но оказавшихся иод напряжением вследствие нарушения изоляции токоведущих частей электроустановки, следующие: заземление и зануление корпусов электрооборудования и конструктивных металлических частей электроустановок; устройство защитного отключения, обеспечивающего автоматическое отключение установки, в которой произошло замыкание фазы на корпус; устройство изоляционных площадок для обслуживания электрооборудования, если выполнение первых двух пунктов затруднено.
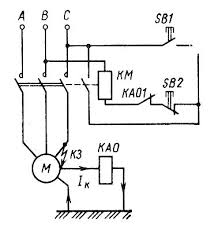
Защитное отключение обеспечивает обесточение электроустановки в пределах времени не более 2 с, если на данной электроустановке произошло короткое замыкание на корпус. В качестве примера рассмотрим схему пуска и остановки асинхронного двигателя, где предусмотрено защитное отключение с помощью реле КАО (рис. 1).
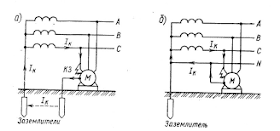
Основным мероприятием защиты человека от поражения электрическим током при прикосновении к корпусам электроустановок, в которых по какой-либо причине нарушена изоляция, является защитное заземление и зануление. Зануление от заземления отличается соединением корпуса электроустановки с нейтралью, например, трансформатора через нейтральный провод (рис. 2). Так как защитное зануление имеет меньшее сопротивление для токов короткого замыкания Iк, то создаются условия для более надежного и более быстрого отключения повреждений электроустановки.
Читайте также: